Устройство относится к области обработки металлов давлением и может быть использовано при изготовлении многогранных деталей типа гаек. Известен штамп для изготовления гаек с нарезкой, содержащий установленную в корпусе матрицу, состоящую из секторор формирующих грани гаек, пуансон, расположенный соосно матрице tl Известно устройство цляпредваритвль ной. штамповки многогранных изделий типа гаек, содержащее установленную внутри корпуса матрицу для формообразования граней на деталях и установленный соосно с матрицей пуансон, внутри которого по оси расположен внутренний пуансон с восзможностью относительного перемеще ния вдоль оси, а также расположенный в нижней части корпуса соосно матрице . подпружиненный выталкиватель С 1 Однако известное устройство не надеж но в работе из-за наличия связанных между собой секторов матрицы,, имеющих перемещение по своим наклонным поверхностям корпуса.. Целью изобретения яьляется повышение надежности работы устройства. Поставленная цель достигается за счет того, что устройство для предварительной щтамповки . многогранных изделий типа гаек, содёркащее установленную внутри корпуса матрицу для формообразования граней на деталях и установленный соооно с матрицей пуансон, внутри которого по оси расположен внутренний пуансон с возможностью относительного перемвше- ния вдоль оси, а также располакенный в нижней части корпуса соосно матриде подпружиненный вытaJIKивaтeль, матрица аыпопиена в ввде цанги и охватывающей ее нажимной втулкв. Устройство снабжено фиксаторами, взаимодействующими с нажимной втулкой и выталкивателем, расположенными в корпусе.
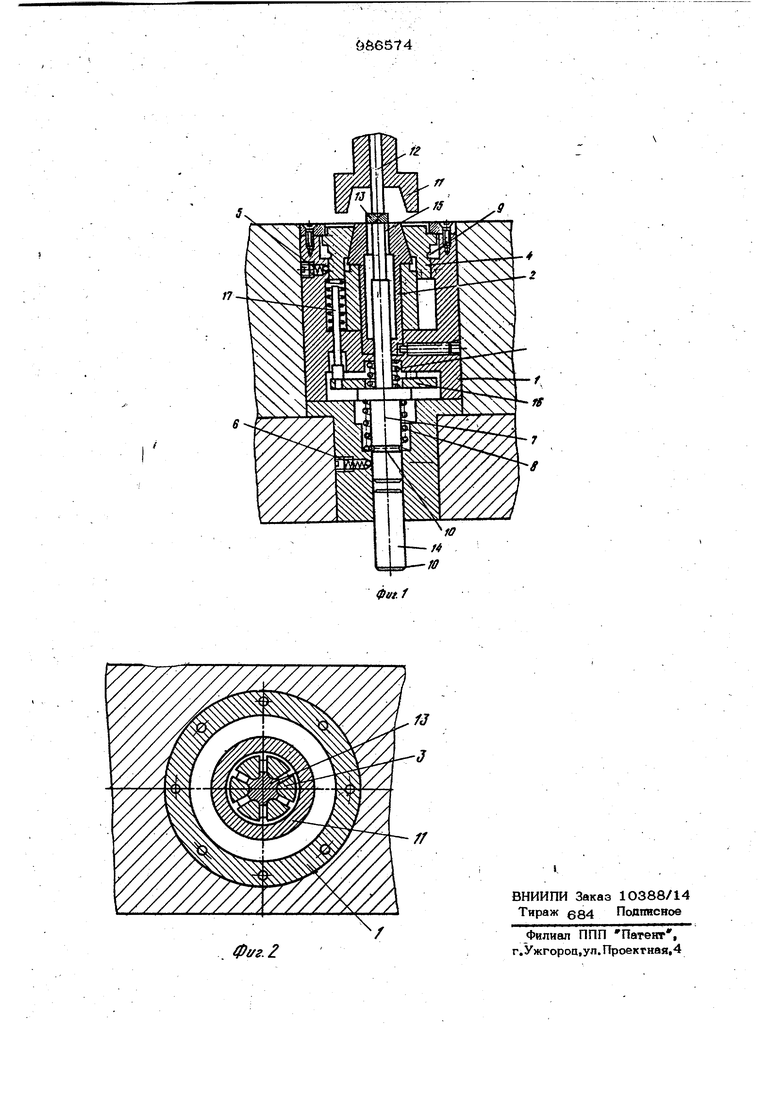
На фиг. 1 показано устрсйство, продольный разрез, на фиг. 2 то же, попе речное сечение.
Устройство содержит корпус 1, в котором расположена матрица 2 в виде ианги, имеющая секторы 3, которые охватываются нажимной втулкой 4. В корпусе 1 также расположены фиксатор 5 нажимной втулки 4 и фиксатор 6 выталкивателя 7, подпружиненного пружиной 8. В нажимной втулке 4 и выталкивателе 7 выполнены кольцевые канавки 9 и 1О для их фиксации в момент окончательного формообразования детали. Соосно матрице расположен пуансон 11, а внутри него с озможностью относительного перемещения расположен внутренний пуансон 12.
Устройство работает следующим образом.
Заготовка 13, предварительно осаженная на предьодущей позиции механизмом переноса (на фигурах не показан), подается на позицию радиальной штамповки. Внутренний пуансон 12 подает заготовку
13в матрицу 2, т.е. в пространство между секторами 3. Выталкиватель 7 при этом уходит в крайнее нижнее положение. Фиксатор 6 входит в кольцевую канавку
10 на хвостовике выталкивателя 7 и фиксируют его в отведенном положении. При дальнейшем ходе пуансон 11 воздействует на нажимную втулку 4 и перемещает ее в осевом направлении. Не жимная втулка 4 перемещает секторы 3 в радиальном направлении, обеспечивая обжатие заготовки. В конечный момент обжатия в положении конца рабочего хода секторов 3 нажимная втулка 4 фиксируется фиксатором 5, который входит в кольцевую канавку 9. После отхода пуансон 11 секTOfbi 3 с отформованной заготовкой 13 остаются в сжатом положении. На позицию штамповки подается механизм переноса заготовки, после чего выталкиватель
14пресса ударяет по хвостовику выталкивателя 7, перемещая его в верхнее крайнее положение / при этом фиксатор 6 выходит из канавки 1О. Заготовка 13
перемещается по образующим 15 секторов 3, выталкивается из матрицы 2, попадает в механизм переноса и переносится им на следующую позицию. При дальнейшем движении выталкиватель 7 воздействует на траверсу 16, толкателя 17, установленные ни ней, воздействуют на нажимную втулку 4 и вьтодят ее из фиксированного положения в исходное началх ное пол сисе ние, а выталкиватель 7 лод действием пружины 8 возвращаются в начальное положение. После этого рабочий цикл повтортется.
Предложенное устройство по сравнению с базовым объектом, взятым за прототип, обеспечивает надежную работу устройства за счет взаимосвязанных секторов матриг цы, охватываемых нажимной втулкой.
Формула изобретения
1. Устройство для предварительной штамповки многогранных изделий типа гаек, содержащее установленную внутри корпуса матрицу для формообразования, граней на деталях и установленный со- осно с. матрицей пуансон, внутри которого по оси расположен внутренний пуансон с возможноет ISO относительного перемещения вдоль оси, а также расположенный в нижней части корпуса соосно матрице подпружиненный выталкиватель, отличающееся тем, что, с целью повьщ1ения надежности в работе, матрица выполнена в виде цанги и охватывающей ее нажимной втулки.
2. Устройство по п. 1, отличаю щ е е с я тем, что оно снабжено фиксаторами, взаимодействующими с нажимной втулкой и выталкивателем, расположенными в корпусе.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 52066, кл. В 21 К 1/56, 1937.
2.Патент США Na 1957924, кл. НКИ 1О-18, 1934 (прототип).
N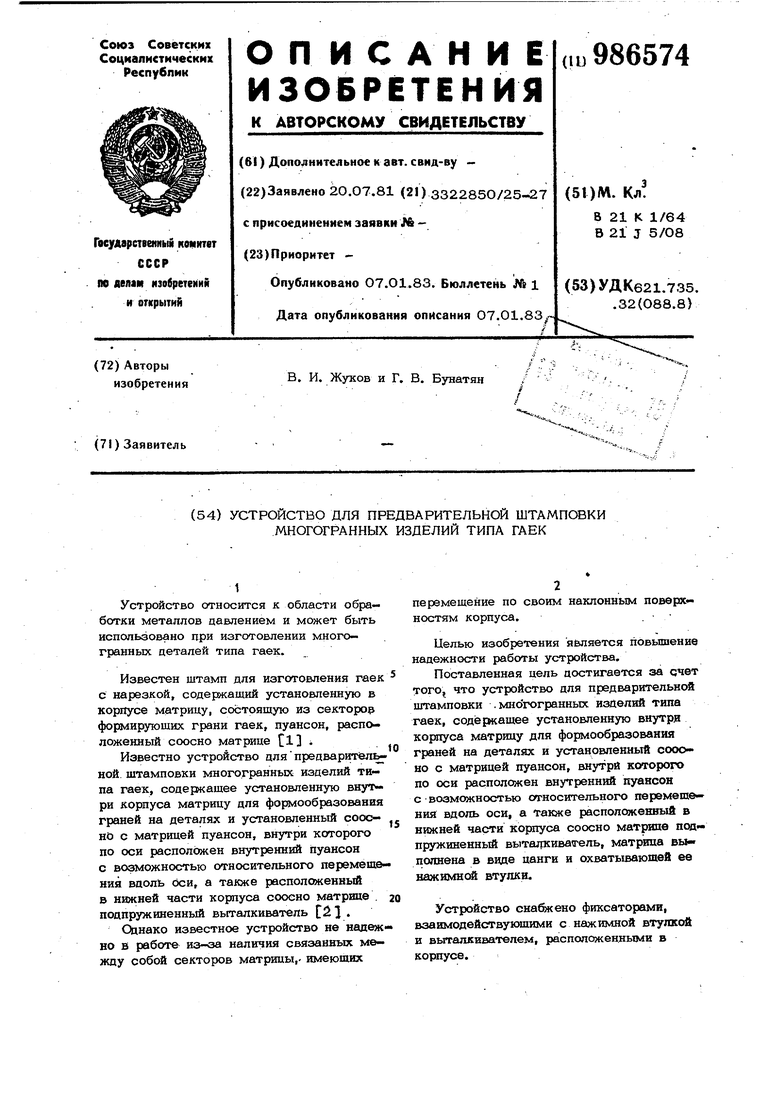
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| Устройство для многопозиционной штамповки | 1987 |
|
SU1479199A1 |
| Штамп для объемного деформирования | 1988 |
|
SU1593774A1 |
| СПОСОБ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167736C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1996 |
|
RU2085392C1 |
| Многопозиционный автомат для штамповки заготовок типа гаек и колец подшипников | 1979 |
|
SU863126A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1996 |
|
RU2091235C1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |