(54) МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ ШТАМПОВКИ ЗАГОТОВОК ТИПА ГАЕК И КОЛЕЦ
1
Изобретение относится к обработке металлов давлением, а именно к многопозиционным автоматам для штамповки заготовок типа гаек и колец подшипников .
Известен многопозиционный .автомат для штамповки заготовок типа гаек и колец подшипников, содержащий смонтированные на станине матричный блок, установленный с возможностью осевого перемещения, ползун с пуансонодержателем, а также механизмы подачи, отрезки и переноса заготовки и устройство для контроля залипания заготовки на пуансоне
/
Недостатками этого многопозиционного автомата для штамповки заготовок типа гаек и колец подшипников являются невысокое качество готового изделия и ненадежность в работе.
Цель изобретения - повьш1ение качества готового изделия и повьшхение надежности в работе. ПОДШИПНИКОВ
Указанная цель достигается те, что многопозиционный автомат для штамповки заготовок типа гаек и колец подшипников, содержаний смонтированные на станине матричный блок, установленный с возможностью осевого перемещения, ползун с пуансонодержателем, а также механизмы подачи, отрезки и переноса заготовки и устройство для контроля залипания заготов10ки на пуансоне, снабжен смонтированным концентрично пуансойодержателю и закрепленным на ползуне фиксатором заготовки, выполненньм в виде полой ступенчатой втулки, и установленным
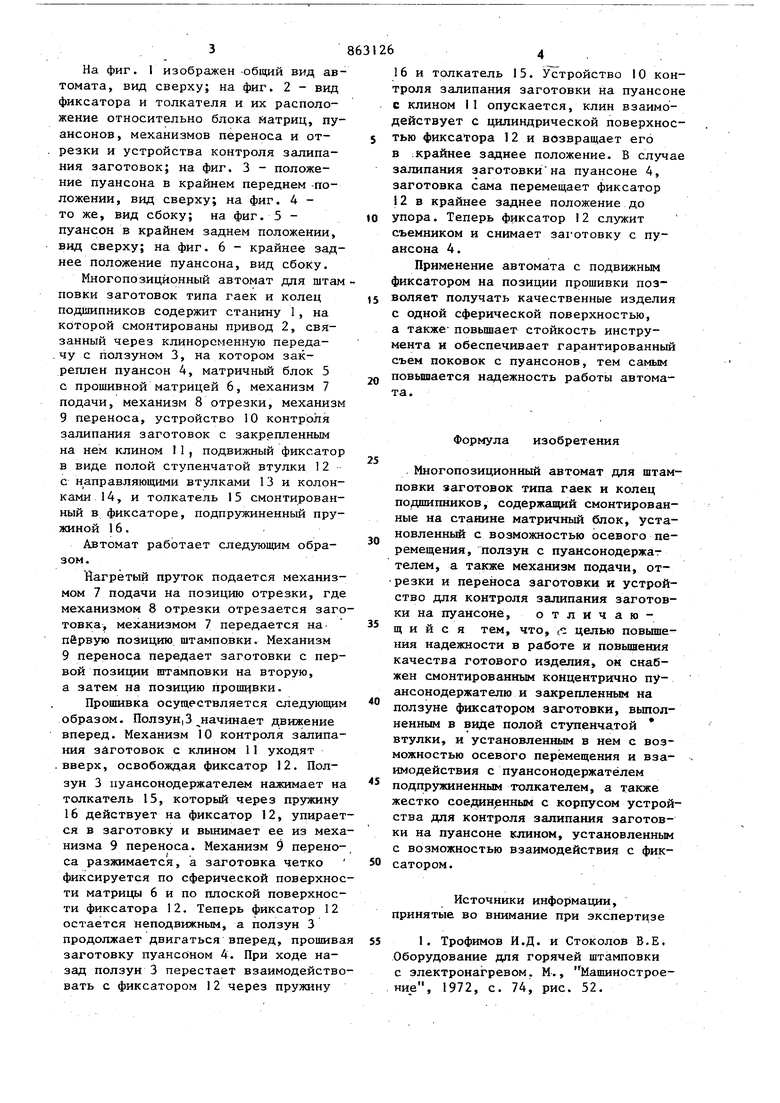
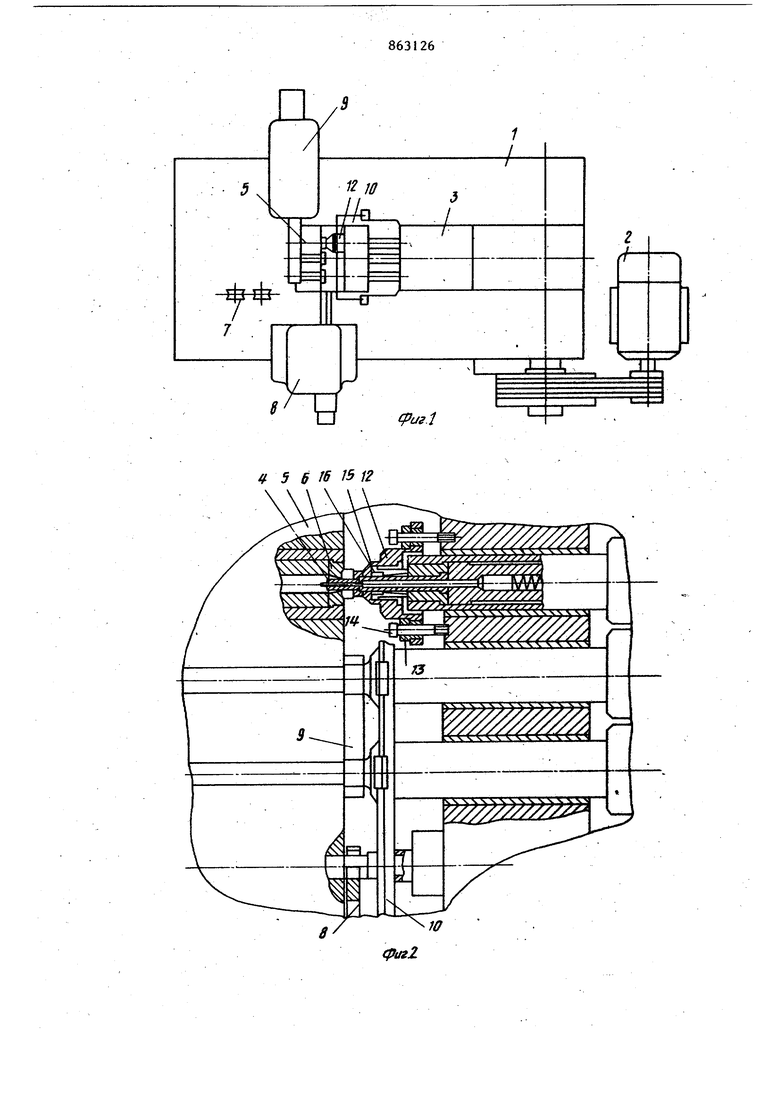
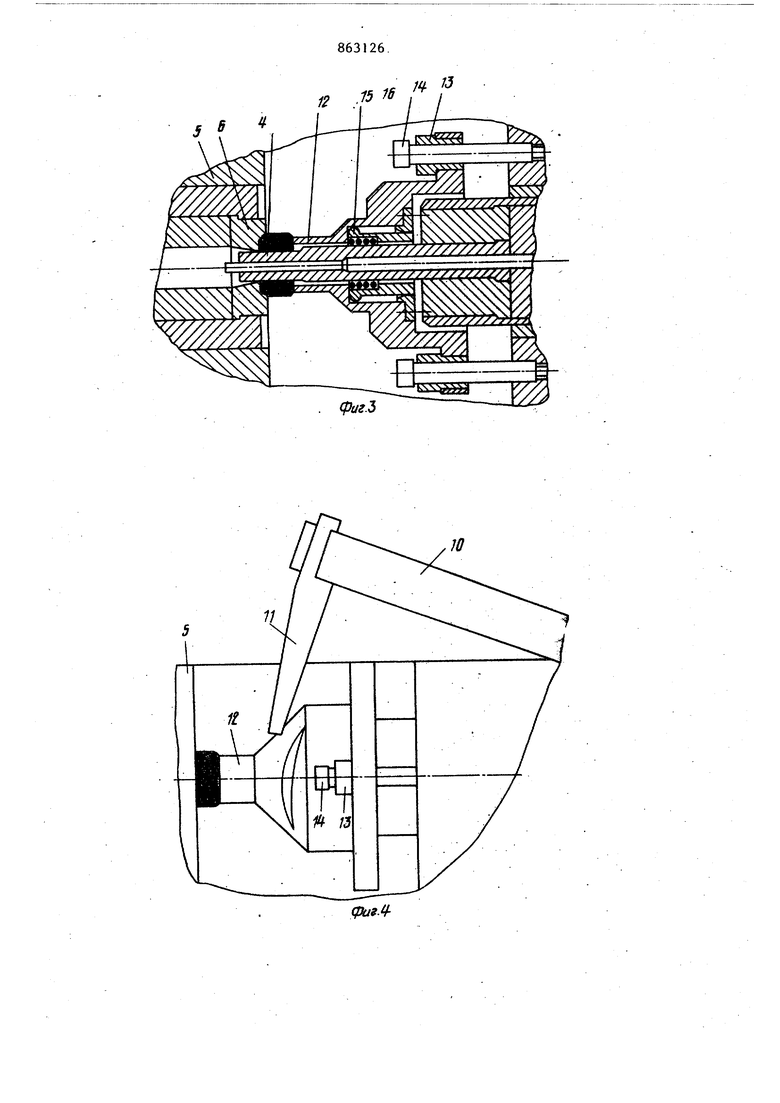
IS в нам с возможностью осевого перемещения и взаимодействия с пуаисонодержателем подпружиненным толкателем, а также жестко соединенньн с корпусом устройства для контроля за20липания заготовки на пуансоне клином, установленным с возмож.ностью взаимодействия с фиксатором. На фиг. 1 изображен -обищй вид автомата, вид сверху; на фиг. 2 - вид фиксатора и толкателя и их расположение относительно блока матриц, пуансонов, механизмов переноса и отрезки и устройства контроля залипания заготовок; на фиг. 3 - положение пуансона в крайнем переднем -положении, вид сверху; на фиг. 4 то же, вид сбоку; на фиг. 5 пуансон в крайнем заднем положении, вид сверху; на фиг. 6 - крайнее заднее положение пуансона, вид сбоку. Многопозицйонный автомат для штам повки заготовок типа гаек и колец подшипников содержит станину 1, на кЬторой смонтированы привод 2, связанный через клинорсменную переда.чу с ползуном 3, на котором закреплен пуансон 4, матричный блок 5 с прошивной матрицей 6, механизм 7 подачи, механизм 8 отрезки, механизм 9 переноса, устройство 10 контроля залипания заготовок с закрепленньш на нем клином I1, подвижный фиксатор в виде полой ступенчатой втулки 12 с направляющими втулками 13 и колонками 14, и толкатель 15 смонтированный в фиксаторе, подпружиненный пружиной 16. Автомат работает следующим образом. Нагретый пруток подается механизмом 7 подачи на позицию отрезки, где механизмом 8 отр.езки отрезается заго товка, механизмом 7 передается напервую позицию штамповки. Механизм 9 переноса передает заготовки с первой позиции штамповки на вторую, а затем на позицию пронщвки. Прошивка осуществляется следующим образом. Ползун,3 начинает движение вперед. Механизм 10 контроля залипания заготовок с клином 11 уходят .вверх, освобождая фиксатор 12. Ползун 3 пуансонодержателем нажимает на толкатель 15, который через пружину 16 действует на фиксатор 12, упирает ся в заготовку и вьшимает ее из мех низма 9 переноса. Механизм 9 переноса разжимается, а заготовка четко фиксируется по сферической поверхно ти матрицы 6 и по плоской поверхнос ти фиксатора 12. Теперь фиксатор 12 остается неподвижным, а ползун 3 продолжает двигаться вперед, прошив заготовку пуансоном 4. При ходе назад ползун 3 перестает взаимодейств вать с фиксатором I2 через пружину 16 и толкатель 15. Устройство 10 конроля залипания заготовки на пуансоне клином II опускается, клин взаимоействует с цилиндрической поверхносью фиксатора 12 и возвращает его .крайнее заднее положение. В случае алипания заготовкина пуансоне 4, аготовка сама перемещает фиксатор 12 а кра1Йнее заднее положение до пора. Теперь фиксатор 12 служит ъемником и снимает заготовку с пунсона 4. Применение автомата с подвижным иксатором на позиции прошивки поз оляет получать качественные изделия одной сферической поверхностью, также- повьш1ает стойкость инструента и обеспечивает гарантированный съем поковок с пуансонов, тем самым овышается надежность работы автомаа. Формула изобретения . Многопозиционный автомат для штамповки заготовок типа гаек и колец подшипников, содержащий смонтированные на станине матричный блок, установленный с возможностью осевого перемещения, ползун с пуансонодержат телем, а также механизм подачи, отрезки и переноса заготовки и устройство для контроля загшпания заготовки на пуансоне, отличающийся тем, что, (С целью повышения надежности в работе и повышения качества готового изделия, он снабжен смонтированным концентрично пуансонодержателю и закрепленным на ползуне фиксатором заготовки, выполненным в виде полой ступенчатой втулки, и установленным в нем с возможностью осевого перемещения и взаимодействия с пуансонодержателем подпружиненным толкателем, а также жестко соединенным с корпусом устройства для контроля залипания заготовки на пуансоне кликом, установленным с возможностью взаимодействия с фиксатором. Источники информации, принятые во внимание при экспертизе 1. Трофимов И.Д. и Стоколов В.Е. Оборудование для горячей штамповки с электронагревом. М., Машинострое1972, с. 74, рис. 52. кие
12
/V 5
15 16
фаг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат многопозиционный для горячей объемной штамповки комплектных заготовок | 1982 |
|
SU1098648A1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| Многопозиционный гайковысадочный автомат | 1980 |
|
SU994096A1 |
| Холодновысадочный автомат | 1979 |
|
SU829293A1 |
| Автомат многопозиционный для объемной штамповки | 1986 |
|
SU1398965A1 |
| Холодновысадочный автомат | 1980 |
|
SU940991A1 |
| Многопозиционный высадочный автомат | 1977 |
|
SU732063A1 |
| Многопозиционный автомат для холодной объемной штамповки изделий | 1986 |
|
SU1424930A1 |
| Механизм переноса заготовок к многопозиционному высадочному автомату | 1980 |
|
SU975168A1 |
| Устройство для высадки трубчатых заготовок | 1986 |
|
SU1393518A1 |

Ю
