(21)4204650/30-27
(22)04.03.87
(46) 15.05.89 Бюл № 18
(71)Научно-производственное объединение «АНИТИМ
(72)М. И. Лажинцев
(53)621.073(0888)
(56)Авторское свидетельство СССР № 513779, кл. В 21 J 13/02, 1975
(54)УСТРОЙСТВО ДЛЯ МНОГОПОЗИЦИОННОЙ ШТАМПОВКИ
(57)Изобретение относится к обработке металлов давлением, в частности к устройствам для многопозиционной штамповки
стержневых изделий Цель изобретения - расширение технологических возможностей. Устройство содержит верхнюю и нижнюю плиты с размещенным между ними поворотным диском с основными матрицами в виде полуматриц, промежуточную плиту с дополнительными матрицами в виде полуматриц, пуансоны,закрепленные на верхней плите, формообразующие выталкиватели, размещенные в отверстиях нижней плиты Стержневую заготовку поочередно деформируют в основных полуматрицах поворотного диска, в дополнительных матрицах промежуточной плиты, а также на формообразующих выталкивателях 3 ил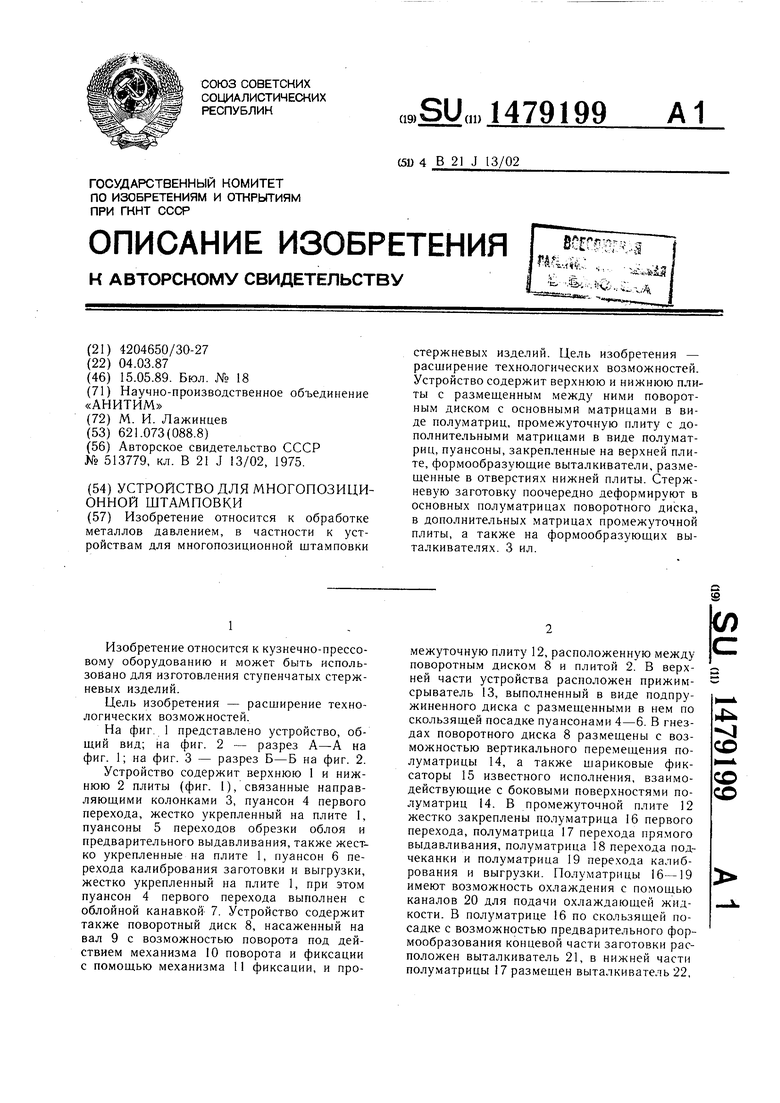
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| Штамп для прямого выдавливания | 1980 |
|
SU884812A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| Штамп для объемной штамповки | 1986 |
|
SU1360866A1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| Устройство для многопереходной штамповки | 1987 |
|
SU1724412A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для многопозиционной штамповки стеожневых изделий. Цель изобретения- расширение технологических возможностей. Устройство содержит верхнюю и нижнюю плиты с размещенным между ними поворотным диском с основными матрицами в виде полуматриц, промежуточную плиту с дополнительными матрицами в виде полуматриц, пуансоны, закрепленные на верхней плите, формообразующие выталкиватели, размещенные в отверстиях нижней плиты. Стержневую заготовку поочередно деформируют в основных полуматрицах поворотного диска, в дополнительных матрицах промежуточной плиты, а также на формообразующих выталкивателях. 3 ил.
1
Изобретение относится к кузнечно-прессо- вому оборудованию и может быть использовано для изготовления ступенчатых стержневых изделий.
Цель изобретения - расширение технологических возможностей.
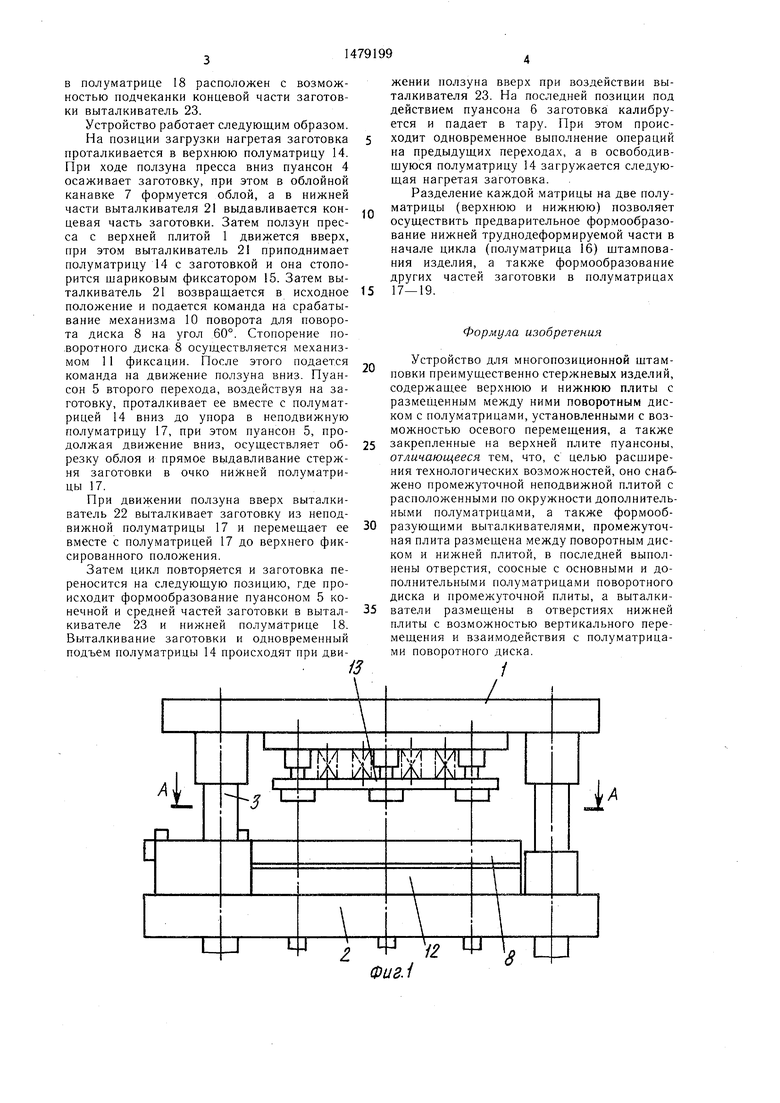
На фиг 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - разрез Б-Б на фиг. 2
Устройство содержит верхнюю 1 и нижнюю 2 плиты (фиг. 1), связанные направляющими колонками 3, пуансон 4 первого перехода, жестко укрепленный на плите I, пуансоны 5 переходов обрезки облоя и предварительного выдавливания, также жестко укрепленные на плите 1, пуансон 6 перехода калибрования заготовки и выгрузки, жестко укрепленный на плите 1, при этом пуансон 4 первого перехода выполнен с облойной канавкой 7 Устройство содержит также поворотный диск 8, насаженный на вал 9 с возможностью поворота под действием механизма 10 поворота и фиксации с помощью механизма 11 фиксации, и про(Л
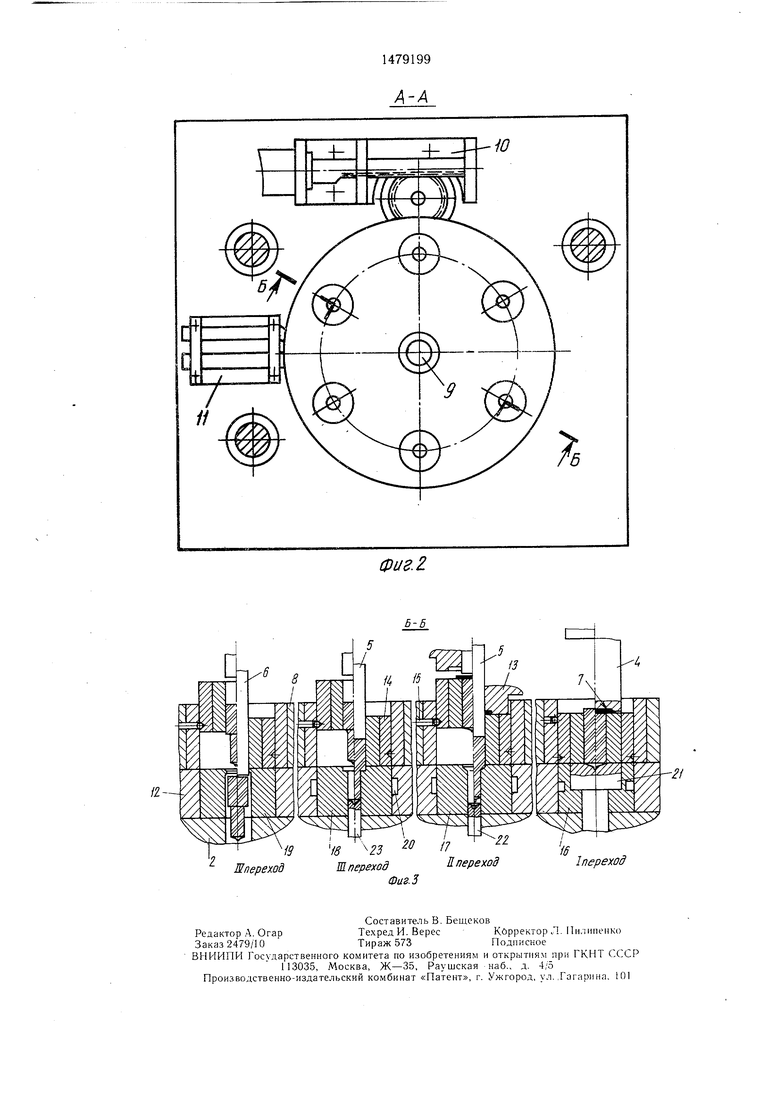
межуточную плиту 12, расположенную между поворотным диском 8 и плитой 2 В верхней части устройства расположен прижим- срыватель 13, выполненный в виде подпружиненного диска с размещенными в нем по скользящей посадке пуансонами 4-6 В гнездах поворотного диска 8 размещены с возможностью вертикального перемещения полуматрицы 14, а также шариковые фиксаторы 15 известного исполнения, взаимодействующие с боковыми поверхностями полуматриц 14. В промежуточной плите 12 жестко закреплены полу матрица 16 первого перехода, полуматрица 17 перехода прямого выдавливания, полуматрица 18 перехода подчеканки и полуматрица 19 перехода калибрования и выгрузки Полуматрицы 16-19 имеют возможность охлаждения с помощью каналов 20 для подачи охлаждающей жидкости. В полуматрице 16 по скользящей посадке с возможностью предварительного формообразования концевой части заготовки расположен выталкиватель 21, в нижней части полуматрицы 17 размещен выталкиватель 22,
Јъ
СО
со
со
в полуматрице 18 расположен с возможностью подчеканки концевой части заготовки выталкиватель 23.
Устройство работает следующим образом.
На позиции загрузки нагретая заготовка проталкивается в верхнюю полуматрицу 14. При ходе ползуна пресса вниз пуансон 4 осаживает заготовку, при этом в облойной канавке 7 формуется облой, а в нижней части выталкивателя 21 выдавливается концевая часть заготовки. Затем ползун пресса с верхней плитой 1 движется вверх, при этом выталкиватель 21 приподнимает полуматрицу 14 с заготовкой и она стопорится шариковым фиксатором 15. Затем выталкиватель 21 возвращается в исходное положение и подается команда на срабатывание механизма 10 поворота для поворота диска 8 на угол 60°. Стопорение поворотного диска 8 осуществляется механизмом 11 фиксации. После этого подается команда на движение ползуна вниз. Пуансон 5 второго перехода, воздействуя на заготовку, проталкивает ее вместе с полуматрицей 14 вниз до упора в неподвижную полуматрицу 17, при этом пуансон 5, продолжая движение вниз, осуществляет об- резку облоя и прямое выдавливание стержня заготовки в очко нижней полуматрицы 17.
При движении ползуна вверх выталкиватель 22 выталкивает заготовку из неподвижной полуматрицы 17 и перемещает ее вместе с полуматрицей 17 до верхнего фиксированного положения.
Затем цикл повторяется и заготовка переносится на следующую позицию, где происходит формообразование пуансоном 5 конечной и средней частей заготовки в выталкивателе 23 и нижней полуматрице 18. Выталкивание заготовки и одновременный подъем полуматрицы 14 происходят при дви
жении ползуна вверх при воздействии выталкивателя 23. На последней позиции под действием пуансона 6 заготовка калибруется и падает в тару. При этом происходит одновременное выполнение операций на предыдущих переходах, а в освободившуюся полуматрицу 14 загружается следующая нагретая заготовка.
Разделение каждой матрицы на две полуматрицы (верхнюю и нижнюю) позволяет осуществить предварительное формообразование нижней труднодеформируемой части в начале цикла (полуматрица 16) штампования изделия, а также формообразование других частей заготовки в полуматрицах 17-19.
Формула изобретения
Устройство для многопозиционной штамповки преимущественно стержневых изделий, содержащее верхнюю и нижнюю плиты с размещенным между ними поворотным диском с полуматрицами, установленными с возможностью осевого перемещения, а также закрепленные на верхней плите пуансоны, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено промежуточной неподвижной плитой с расположенными по окружности дополнительными полуматрицами, а также формообразующими выталкивателями, промежуточная плита размещена между поворотным диском и нижней плитой, в последней выполнены отверстия, соосные с основными и дополнительными полуматрицами поворотного диска и промежуточной плиты, а выталкиватели размещены в отверстиях нижней плиты с возможностью вертикального перемещения и взаимодействия с полуматрицами поворотного диска.
/
11НпереходШ переходR пере ход
Фаг.З
А-А
Ю
фиг. 2
Б-Б
Inepexod
