Изобретение относится к металлообработке, в частности, силовой CKO-I ростной абразивной зачистке слитков, проката, поковок на металлургических заводах.
Известен способ силовой скоростной абразивной обработки деталей в газообразной среде 1.
Недостатком этого способа является возможность образования трещин в поверхностном слое.
Цель изобретения - устранить указанный недостаток.
Поставленная цель достигается тем, что шлифование проводят с подачей в послеконтактную зону инертного .газа под давлением 1-20 атм в течение 1060 сек.
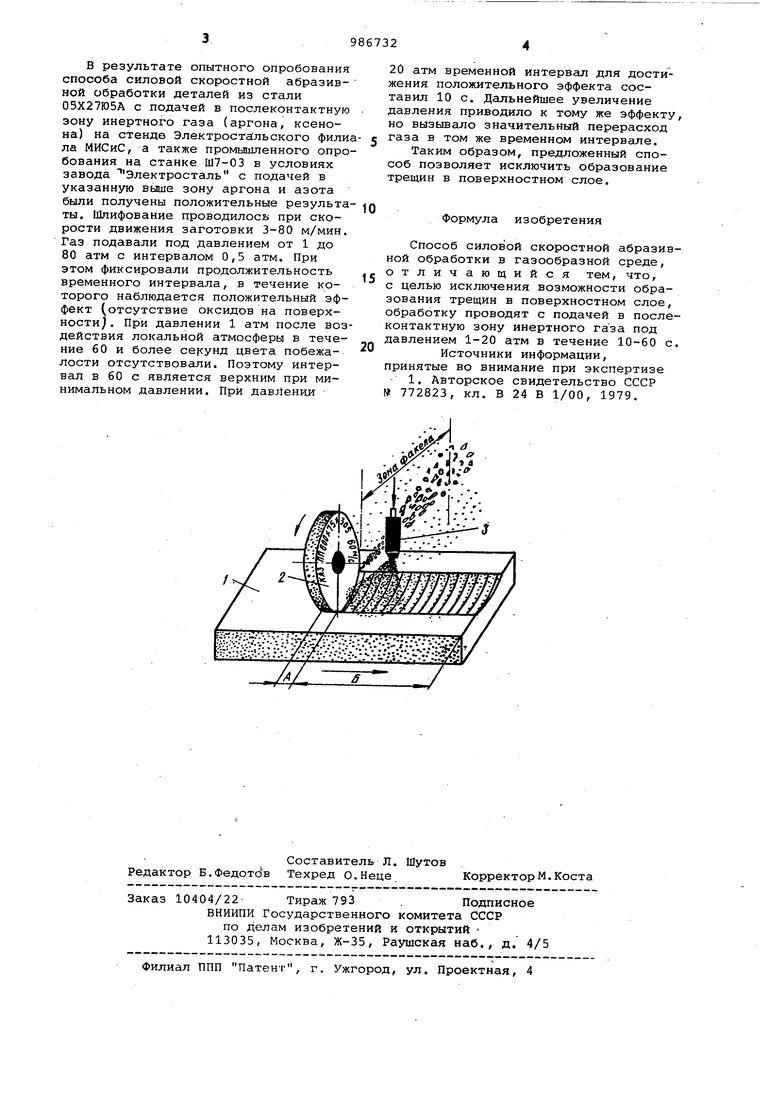
На чертеже показана схема обработки..
Заготовку 1 обрабатывают шлифовальным кругом 2. Газ подаётся через сопло 3 в послеконтактную зону Б. А зона контакта абразива и металла.
Временной интервал (10-60 сек) ограничивается как слева, так и справа скоростью охлаждения послеконтактной поверхности от температур в зоне контакта до , ниже которой химическое равновесие реакции смещается
влево, и образование окисной пленки становится невозможно. Экспериментально установ11ено, что минимальное время для образования устойчивой окисной пленки в условиях силового шлифования соответствует 10 с.
Кроме того, опытным путем установлено, что поддержание нейтральной локальной атмосферы над металлом более
10 60 с нецелесообразно, т.к. поверхность металла за это время остывает, и образование окисных пленок становится невозможным.
Исходя из кинетики охлаждения вы15бирают интервал давлений. В зависимости от скорости перемещения заготовки давление исходящего из сопла газа колеблется в интервале 1-20 атм. Давление в 1 атм, как показывает практи20ка, создает локальную атмосферу в течение 10 с при минимальной подаче мин/м и является нижней границей. Для удержания локальной атмосферы в течение 60 с при скорос ГИ подачи
25 80 м/мин необходимо давление в 20 атм. Это являе1ся верхним пределом для регулирования давления, т.к. дальнейшее его повышение приводит лишь к расходу газа без какого-либо
30 положительного эффекта. В результате опытного опробования способа силовой скоростной абразивной обработки деталей из стали 05Х27Ю5А с подачей в послеконтактную зону инертного газа (аргона, ксенона) на стенде Электроста:льского фили ла МИСиС, а также промышленного опро бования на станке Ш7-03 в условиях завода Электросталь с подачей в указанную выше зону аргона и азота были получены положительные результа ты. Шлифование проводилось при скорости движения заготовки 3-80 м/мин. Газ подавали под давлением от 1 до 80 атм с интервалом 0,5 атм. При этом фиксировали продолжительность временного интервала, в течение которого наблюдается положительный эффект (отсутствие оксидов на поверхности). При давлении 1 атм после воз действия локальной атмосферы в течение 60 и более цвета побежалости отсутствовали. Поэтому интервал в 60 с является верхним при минимальном давлении. При давЛенни 20 атм временной интервал для достижения положительного эффекта составил 10 с. Дальнейшее увеличение давления приводило к тому же эффекту, но вызывало значительный перерасход газа в том же временном интервале. Таким образом, предложенный способ позволяет исключить образование трещин в поверхностном слое. Формула изобретения Способ силовой скоростной абразивной обработки в газообразной среде, отличающийся тем, что, с целью исключения возможности образования трещин в поверхностном слое, обработку проводят с подачей в послеконтактную зону инертного газа под давлением 1-20 атм в течение 10-60 с. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 772823, кл. В 24 В 1/00, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной обработки | 1982 |
|
SU1050853A1 |
| Способ силовой скоростной абразивной обработки | 1981 |
|
SU952536A1 |
| Способ силовой,скоростной абразивной обработки | 1979 |
|
SU772823A1 |
| Способ прерывистого торцового алмазно-абразивного шлифования | 1983 |
|
SU1106648A1 |
| Способ абразивной обработки | 1979 |
|
SU814665A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ЦИРКОНИЙ-НИОБИЕВЫХ СПЛАВОВ | 2004 |
|
RU2281848C2 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ЭЛЕМЕНТОВ И ИНСТРУМЕНТОВ (ВАРИАНТЫ) И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166425C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2014 |
|
RU2560604C1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
.
. , гС-хЗг
