суммарная площадь резания за эксперимент составила 0,8 м.
Резку производят алмазным кругом диаметром 40р мм, толщиной алмазоносного слоя 2,2 мм, с углом профиля 15°, Круг Изготовлен из шлифпорошка синтетических алмазов марки АСК, зернистостью 315/250, с относи тельной концентрацией 50, на металлической связке марки Ml. Центральная часть круга толщиной 0,4 мм выполнена из алмазов марки АСС, зернистостью 250/200, на металлической связке МП1.
Значение подачи определяется следующей зависимости:
ьол 1 мм
мин
где V - скорость вращения инструмента - 25 м/с;
В - основание натурального логарифма - 2,7183i
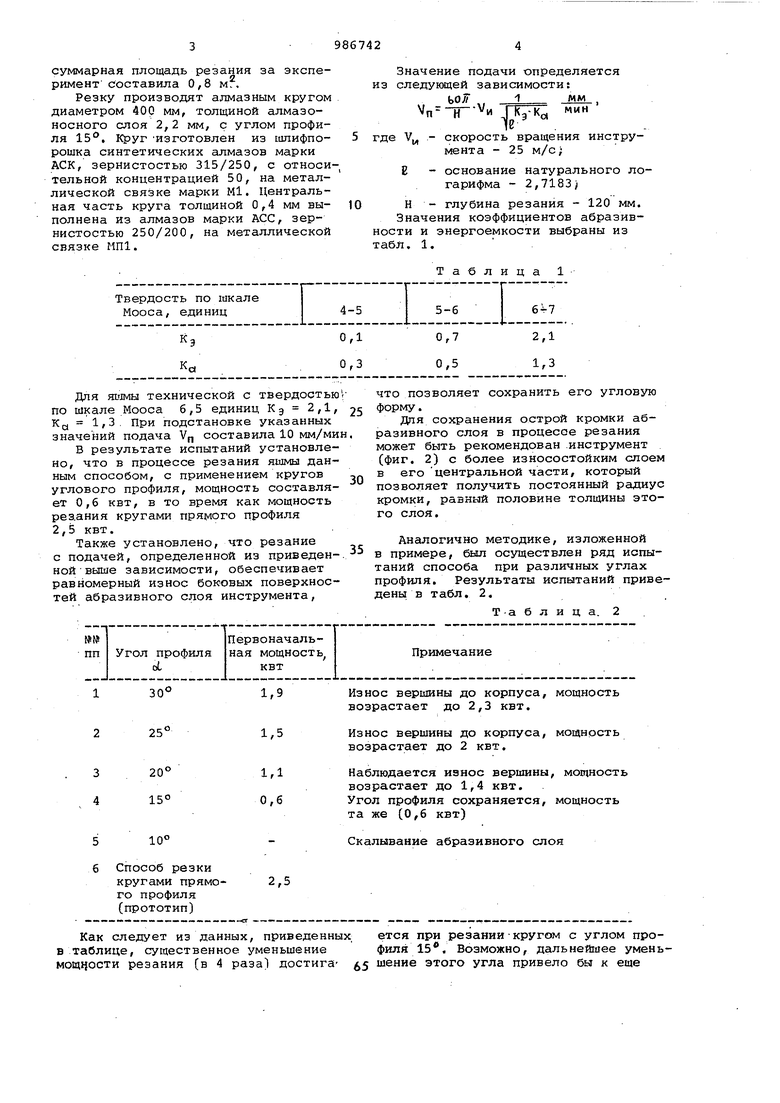
Н - глубина резания - 120 мм. Значения коэффициентов абразивности и энергоемкости выбраны из табл. 1.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный круг | 1983 |
|
SU1085800A1 |
| Способ правки шлифовального круга алмазным инструментом | 1988 |
|
SU1593932A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФУНКЦИИ РАСПРЕДЕЛЕНИЯ ВЕРШИН АБРАЗИВНЫХ ЗЕРЕН В ПОВЕРХНОСТНОМ СЛОЕ ШЛИФОВАЛЬНОГО КРУГА | 2009 |
|
RU2477462C2 |
| Масса для изготовления абразивных инструментов | 1979 |
|
SU918073A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2009 |
|
RU2437751C2 |
| СПОСОБ ШЛИФОВАНИЯ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНОЙ СКОРОСТИ ШЛИФОВАНИЯ | 2009 |
|
RU2429961C1 |
| Алмазный круг для заточки многолезвийных буровых коронок | 1985 |
|
SU1337242A1 |
| Способ абразивно-электроэрозионного шлифования | 1983 |
|
SU1273220A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Абразивный инструмент | 1980 |
|
SU901043A1 |
Для яи1мы технической с твердостью по шкале Мооса 6,5 единиц К э 2,1, Ка 1,3, При подстановке указанных значений подача Vp составила 10 мм/ми В результате испытаний установлено, что в процессе резания яшмы данным способом, с применением кругов углового профиля, мощность составляет 0,6 КВТ, в то время как мощность реаания кругами прямого профиля 2,5 КВТ. Также установлено, что резание с подачей, определенной из приведеннойвыше зависимости, обеспечивает равномерный износ боковых поверхностей абразивного слоя инструмента. 320°1,1 415°0,6 510° 6Способ резки кругами прямо- 2,5 го профиля (прототип)
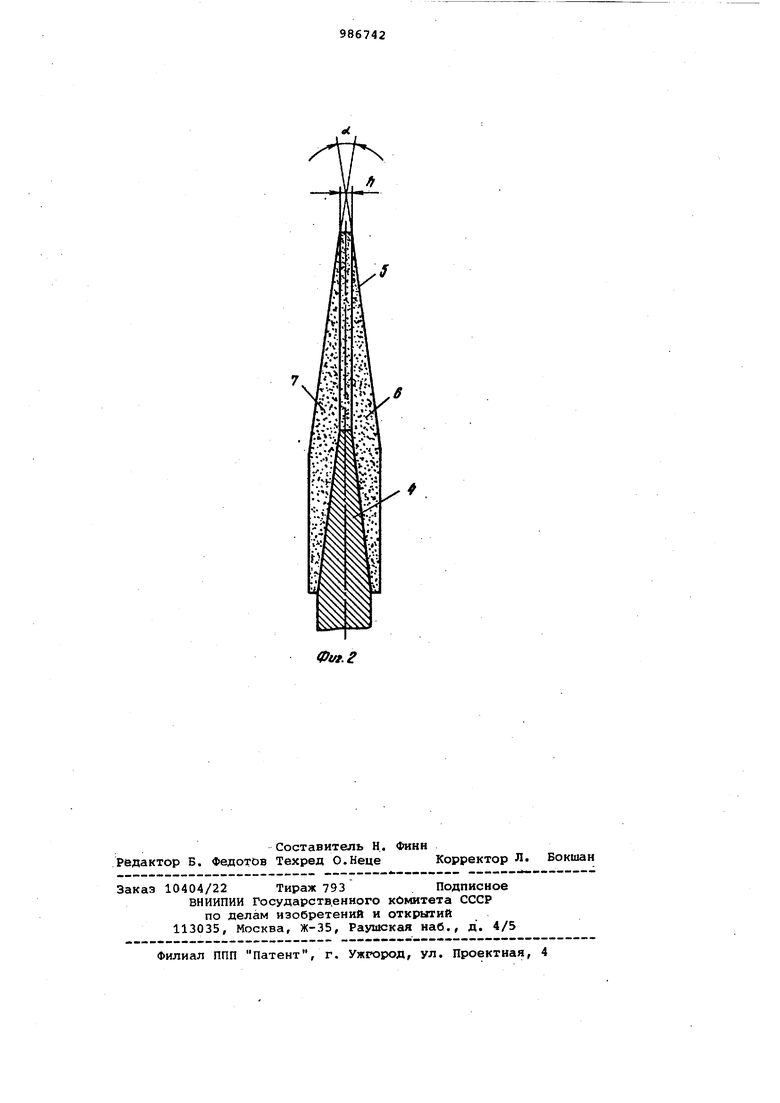
Как следует из данных, приведенных, ется при резании-кругом с углом пров таблице, существенное уменьшение филя 15, Возможно, дальнейшее уменьмощчости резания (в 4 раза) достига- 5 шение этого угла привело бы к еще что позволяет сохранить его угловую форму. Для сохранения острой кромки абразивного слоя в процессе резания может быть рекомендован .инструмент (фиг. 2) с более износостойким слоем в его центральной части, который позволяет получить постоянный радиус кромки, равный половине толщины этого слоя. Аналогично методике, изложенной в примере, йлл осуществлен ряд испытаний способа при различных углах профиля. Результаты испытаний приведены в табл. 2. Т-аблица, 2 возрастает до 2 квт. Наблюдается износ вершины, мощность возрастает до 1,4 квт. Угол профиля сохраняется, мощность та же (0,6 квт) Скалывание абразивного слоя
более существенному уменьшению мощности, но при этом не обеспечивается достаточная прочность абразивного слоя инструмента.
В процессе резания с подачей, определяемой данным способом, только у круга с углом профиля 15° абразивный слой изнашивается равномерно и этот угол сохраняется неизменным. При увеличении угла наблюдается увеличение износа вершины профиля, что приводит к- увеличению мощности резания.
Поэтому возникает необходимость .правки круга в процессе работы. При угле профиля круга до. 20° износ вершины незначительный и не требует частых, правок круга. При значениях угла профиля более 20° износ при вершине настолько интенсивный, что (в связи с необходимостью частых правок круга) резк.у этими кругами производить нецелесообразно.
Таким образом, технологическая эффективность данного способа заклю/чаетсявтом/ что мощность резания находится в пределах 1-0,6 кат, т.е. уменьшается в 3-4 раза.
Наиболее оптимальными являются значения угла профиля круга 15-16°, так как при этих значениях полностью используется его абразивный слой без правки профиля, что упрощает технологический процесс и уменьшает расход абразивного материала.
Формула изобретения
Способ резки/ при котором абра321ВНЫЙ круг вращают и сообщают ему движение подачи, отличающийс я тем, что, с целью уменьшения мощности процесса путем уменьшения силы подачи, резку производ ;- абразивным кругом углового профил :, а угол профиля абразивного круга выбирают от 15 до 20°, при этом значение величины подачи определяют из зависимости .
V - J
п н и
где R - основание натурального логарифма ;
- скорость вращения абразивного круга, м/с;
Н - глубина резания, мм;
Kg - коэффициент энергоемкости
процесса разрушения материала ;
Кд - коэффициент абразивности
материала.
0
Источники информации, принятые во внимание при экспертизе
Ь
