Изобретение относится к области шлифования и может найти широкое применение при обработке деталей из закаленных сталей на шлифовальных станках.
Известное по основному авт. св. № устройство для стабилизации качественных характеристик шлифуемых деталей содержит датчики контактных температур и силы резания, подключенные через промежуточные усилители к арифметическим блокам определения температур и глубины прижога, логический блок выбора параметра управления, блок управления, задающие и сравнивающие блоки, орган сравнения и задающее устройство 1 .
Недостатком известного устройства является то/ что оно стабилизирует только глубину прижога шлифуемых деталей и не реагирует на шероховатость обрабатьшаемой поверхности.
Целью изобретения является одновременная стабилизация шероховатости поверхности и глубины прижога шлифуемых деталей..
Цель достигается тем, что предлагаемое устройство для автоматической стабилизации качественных характеристик шлифуемых деталей снабжено датчиком контактного сопротивления обрабатываемой поверхности, последователь, но подключенньм через промежуточный усилитель к арифметическому блоку контроля текущих значений глубины прижога, и последовательно соединенными промежуточным усилителем и арифмети п ческим блоком контроля TeKjraiHX значеНИИ величины шероховатости, входы которого подключены к выходам исполнительных органов станка и датЧИКам, а выход - к блоку выбора параметра управления, причем выход промежуточного
15 усилителя подключен к входу блока выбора параметра управления, а вход - к выходу датчика контактного сопротивления.
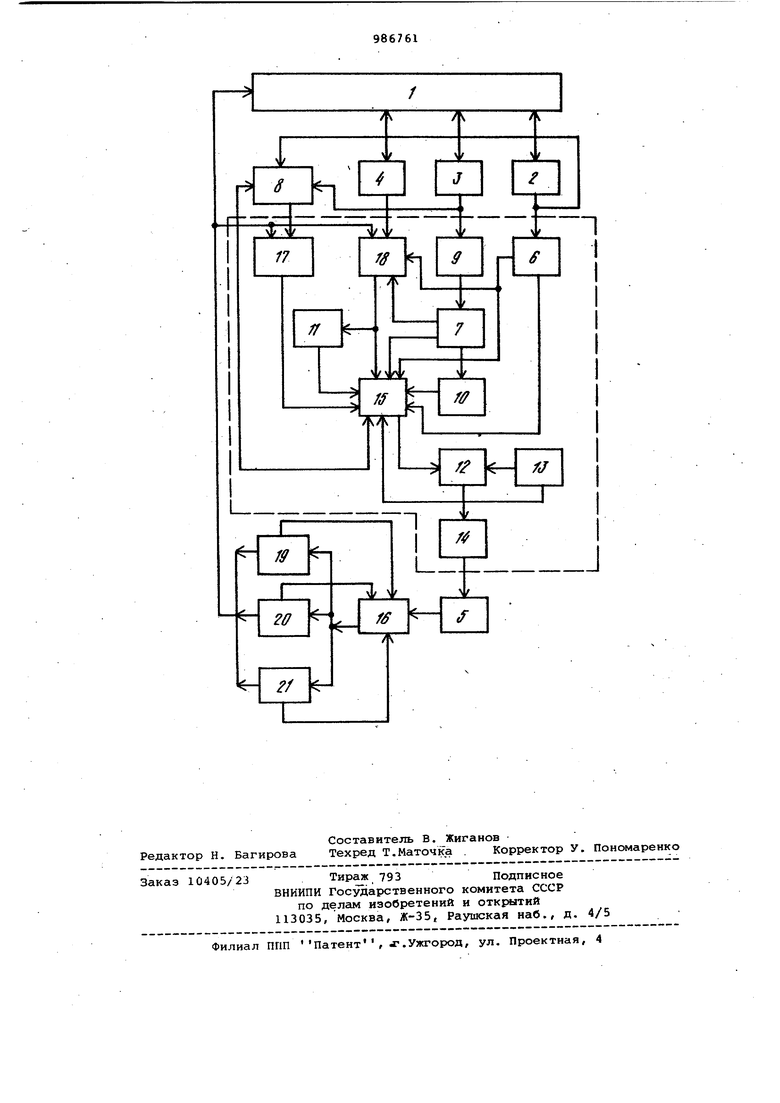
На чертеже представлена блок-схема
20 устройства для автоматической стабилизации качественных характеристик шлифуемых деталей.
.устройство для автоматической стабилизации качественных характеристик
шлифуемых деталей управляет шлифовальным станком 1 и содержит датчики 2, 3 и 4 соответственно контактного сопротивления , температур для определения глубины прижога, радиальной силы
шлифования, промежуточные усилители 5,6,7 и 8, интегрирующий блок 9, дифференцирующие блоки 10 и 11, блок 12 сравнения, задающее устройство 13, блок 14 закона управления, логические блоки 1Ъ и 16 выбора параметра управления, арифметические блоки 17 и 18 соответственно контроля текущих значений глубины прижога и величины шеро ховатости, а также исполнительные органы станка 19, 20 и 21, При управлении процессом шлифования по величине шероховатости текущее значение ее в зоне шлифования в виде электрического сигнала с выхода датчика 2 через промежуточный усилитель 6 поступает на вход арифметического блока 18 контроля для .определения текущего значения величины шероховатости поверхности. После этого сигнал подается на входы логического блока 15 выбора параметра управления, осуществляющего выбор управляемого пара метра - глубину прижога или величину шероховатости, и дефференцирующего блока 11, формирукяцего на выходе сигнал, соответствующий первой или второй производной по времени от сигнала, полученного от арифметического блока 18 контроля, используемый для управ.ления и прогнозирования процесса шлифования. После соответствующей обработки сигналы с выхода логического блока 15 поступают в блок 12 сравнения, где они сравниваются с заданными значениями, поступающими с задающего устройства 13. Сигналы рассогласования поступают на вход блока 14 закона управления, учитывающего зависимость глубины прижога поверхности от температуры и контактного coпpoтивлeнJня от шероховатости. Сигнал с выхода бло ка 14 закона управления через промежуточный усилитель 5 поступает на логический блок 16 выбора исполнительных органов 19, 20 и 21 станка. Одновременная автоматическая стабилизация качественных характеристик шлифуемых деталей (глубины прижога и величины шероховатости), позволяет управлять качеством поверхностей при шлифовании, что существенно повышает их эксплуатационные свойства. Формула изобретения Устройство для автоматической стабилизации качественных характеристик шлифуемых деталей по авт. св. № 676429, о т л и ч а ю щ е е с я тем, что, с целью одновременной стабилизации шероховатости поверхности и глубины прижога шлифуемых деталей, устройство снабжено датчиком контактного сопротивления обрабатываемой поверхности, подключенным через промежуточный усилитель к арифметическому блоку контроля текущих значений глубины прижога, и последовательно соединенными промежуточным усилителем и арифметическим блоком контроля текущих значений величин шероховатости, входы которого подключены к выходам исполнительыжх органов станка и датчикам, а выход - к блоку выбора параметра управления, причем выход промежуточного усилителя подключен к входу блока выбора параметра управления, а вход - к выходу датчика контактного сопротивления. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР I 676429, кл. В 24 В 49/08, 1977
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической стабилизации температуры шлифования и качественных характеристик шлифуемых деталей | 1977 |
|
SU676429A1 |
| Устройство автоматической стабилизации качественных характеристик шлифуемых деталей | 1978 |
|
SU701781A1 |
| СПОСОБ УПРАВЛЕНИЯ ДВУСТОРОННИМ ТОРЦОВЫМ ШЛИФОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2490110C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Устройство для автоматического управления шлифовальным станком | 1980 |
|
SU1059545A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ПЕРЕГРУЗОК, ВОЗНИКАЮЩИХ В ПРОЦЕССЕ ШЛИФОВАНИЯ НА ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 1994 |
|
RU2106235C1 |
| Способ шлифования резьбы | 1978 |
|
SU704773A1 |
| СПОСОБ ШЛИФОВАНИЯ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНОЙ СКОРОСТИ ШЛИФОВАНИЯ | 2009 |
|
RU2429961C1 |