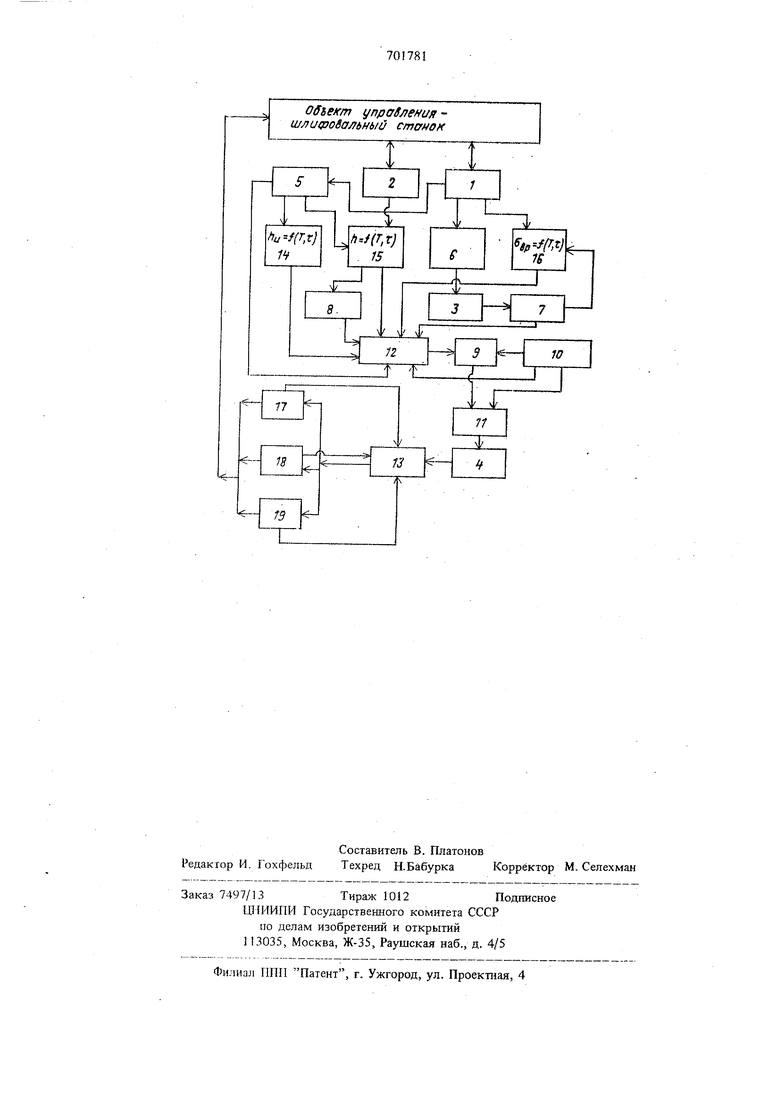
(54) УСТРОЙСТВО АВТОМАТИЧЕСКОЙ СТАБИЛИЗАЦИИ КАЧЕСТВЕННЫХ ХАРАКТЕРИСТИК ШЛИФУЕМЫХ ДЕТАЛЕЙ .37(Я мениых напряжений 5 в зависимости от сил резания Ру , PZ , текущих значений температур Тц и Тп, времени т, испрлнительные органы 17, 18, 19. При управлении процессом Н1лифования по величине времеш1ых напряжений и глубине прижога, являющихся качественны ш характеристиками шлифуемых деталей, текущие значения сил резания, контактной и импульсной температур в зоне шлифования поступают с выхода датчиков 1 и 2 на вход интегрирующего блока 7. После соответствующих преобразований сигналы поступают на вход арифметических блоков 14, 15, 16. В этих блоках определяются текущие значения глубины прижога пшифуемой поверхности от температур Т( и Та и времени теплового воздействия их на обрабатываемую поверхность, а также временные напряжения в зависимости от сил резания, температур Т и Тг, скоростей нагрева и охлаждения. С выхода арйфметических блоков 14, 15, 16 значения глубины прижога и временных максимальных напряжений подаются па вход логического блока выбора параметра управления, осуществляющего выбор управляемого параметра-температуру поверх ности Тк, импульсную температуру Т .силы резания Ри , Р. , скорости охлаждения -- или ч ЭТи Эт нагрева шлифуемой поверхностиTL соотЭт ветствующие первой производной по времени от сигнала с выхода блока 7, глубину прижога или величину временных предельно допустимых напряжений. После соответствующей обработке сигналы с выхода блока 12 сравниваются органом 9 сравнения с заданными значе шями Тк , Т° , Р. , Р , h, §ф1 -1 , .ЭТ из блока 10 Эг Эт Сигналы рассогласования поступают на вход блока 11 закона управления, где хранятся соответствующие зависимости, связывающие регуируемые параметры - глубину ишифования и временные напряжения с факторами шлифования, например режимами шлифования, характеистиками шлифовальных кругов и др., а с выхода блока 11 закона управления через усилитель 4 мопдпости - на логический блок 13 выбора исполнительных органов, которьтй осуществляет выбор исполнительных органов 17, 18, 19 станка. Формула изобретения Устройство автоматической стабилизации качественных характеристик шлифуемых деталей, содержащее датчики контактной и импульсной температур, сил резания, усилитель мощности, логический блоки закона управления и .включе1ШЯ параметра управления, блок управления с промежуточными усилителями, орган сравнения и задающее устройство, арифметические блоки определения текущих значений глубин прижога от импульсной и контактной температур, дифференцирующие блоки скорости изменения контактной и импульсной температур, интегрирующий блок с усилителем, отличающеес я тем, что, с целью стабилизации временньгх напряжений, оно снабжено арифметическим блоком определения текущих значений временньгх напряжений, вход которого соединен с датчиками сил резания, контактной и импульсной температур и дифференцирующим блоком, а выход - с логическим блоком включения параметров управления. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2453521/25-08, кл. В 24 В 49/08, 1977.