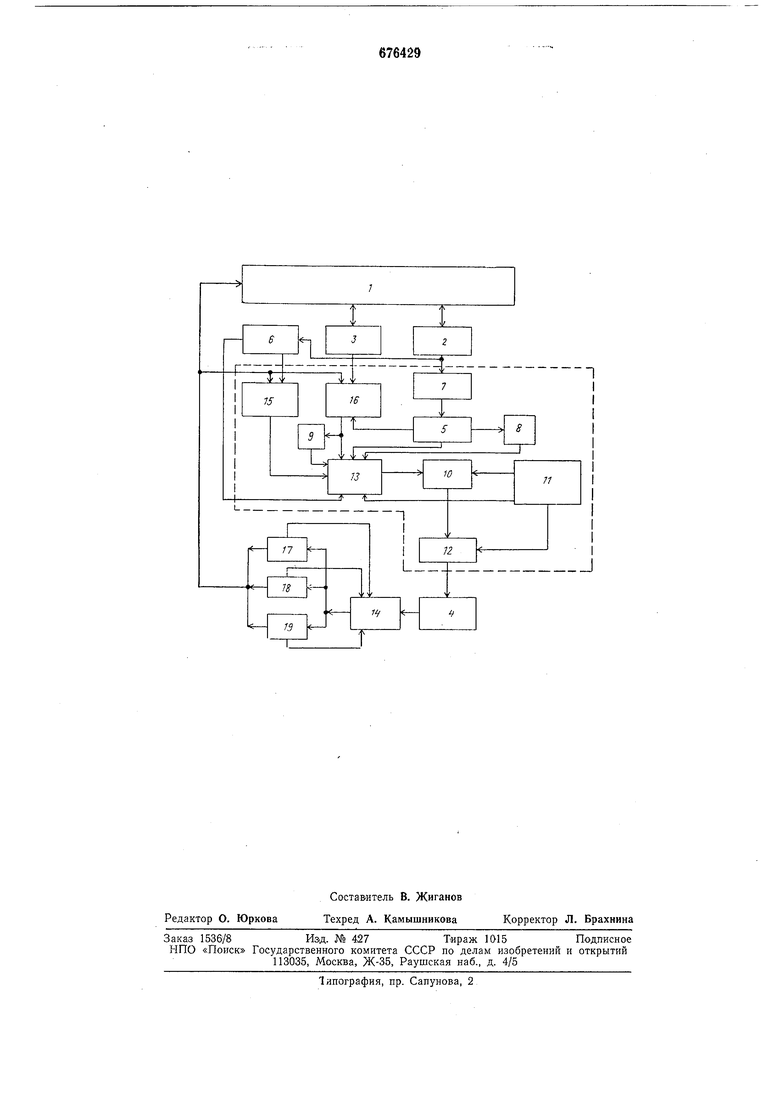
щему устройству, а выход - к усилителю мощности. На чертеже представлена блок-схема устройства для автоматической Стабилизации температуры шлифования и качественных характеристик шлифуемых деталей. Устройство, управляющее шлифовальным ста-нком 1, содержит датчики 2 температур Гц и Та и радиальной силы шлифования 3, промежуточные усилители 4, 5 и 6, интегрирующий блок 7, дифференцирующие блоки 8 и 9, орган сравнения 10, задающее устройство 11, блок 12 закона управления, логические блока 13 и 14 выбора параметра управления и исполнительных органов, арифметические блоки 15 и 16 контроля текущего значения глубины прижога в зависимости от времени теплового воздействия и текущих значений температур Ги и Гк, а также исполнительные органы 17, 18 и 19. При управлении процессом шлифования по глубиНе прижога значения контактной и импульсной температур поверхности в зоне шлифования, поступающие с выхода датчика 2 на вход интегрирующего блока 7, Который производит интегрирование дискретных значений тем-пературы, формируя на выходе непрерывный сигнал, усиливаются вспомогательными усилителями 4, 5 и 6. После усиления сигналы поступают на вход арифметических блоков 15 и 16. В этих блоках определяется текущее значение глубины прижога щлифуемой поверхности в зависимости от темнератур Тк и Ги и времени теплового воздействия их на обрабатываемую поверхность, которое подается на входы логического блока 14 выбора параметра управления, осуществляющего выбор управляемого параметра - темнературу поверхности Тк, импульсную температуру 7и или глубину прижога, и дифференцирующего блока 9, формирующего Hai вьиходе сигнал, соответствующий первой или второй производной по времени от сигнала с выхода -блока 16, позволяющий вести управление и прогнозирование. После Соответствующей о:бработки сигналы с выхода блока 14 сравниваются оргаНом сравнения 10 с заданными значениями из устройства 11. Сигналы рассогласования поступают на вход блока 12 закона управления, учитывающего нелинейную зависимость температур Гц и 7к и глубины прижога от факторов щлифования, а с его выхода через промежуточный усилитель 4 мощности - на ЛОгический блок 14 выбора исполнительных органов, который осуществляет выбор исполнительных органов 17, 18 и 19 станка. Стабилизация глубины прижога позволяет управлять качеством шлифуемых деталей, существенно повысить их эксплуатационные свойства. Формула изобретения Устройство для автоматической стабилизации температуры шлифоваНия и качественных характеристик щлифуемых деталей, содержащее датчики контактной и импульсной температур и радиальной силы шлифования, усилитель мощности, логический блок выбора исполнительных органов, блок управления с промежуточными усилителями, орган сравнения и задающее устройство, от л иЧающееся тем, что, с целью стабилизации глубины прижога, оно снабжено последовательно подключенными к выходам датчиков арифметическими блоками определения текущих значений глубины прижога от импульсной и контактной температур и логическим блоком включения параметра управления, выход которого подсоединен к входу органа сравнения, дифференцирующими блоками, входы которых Подсоединены к выходам арИфметического блока определения глубины прижога от контактной температуры и промежуточного усилителя, а вььходы - с входом логического блока включения параметра управления, интегрирующим блоком, включенным между датчиками контактной и импульсной температур и промежуточным усилителем, выход которого подключен к входу логического блока включения параметра управления, и блоком закона управления, входы которого подключены к органу сравнения и задающему устройству, а выход - к усилителю мощности. Источники информации, приняты,е во внимание при экспертизе 1. ЯкимОВ А. В. Оптимизация процесса шлифования. М., «Машиностроение, 1975, с. 158.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической стабилизации качественных характеристик шлифуемых деталей | 1978 |
|
SU701781A1 |
| Устройство для автоматической стабилизации качественных характеристик шлифуемых деталей | 1981 |
|
SU986761A2 |
| Термоэлектрическое устройство для исследования параметров процесса шлифования | 1977 |
|
SU707788A1 |
| Устройство управления шлифованием | 1978 |
|
SU1030149A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Устройство для автоматического управления шлифовальным станком | 1980 |
|
SU1059545A1 |
| Самонастраивающаяся система управления поперечной подачей шлифовального станка | 1986 |
|
SU1397262A1 |
| Синхронизатор с постоянным временем опережения | 1980 |
|
SU940269A1 |
| Устройство многопрограммного регулирования тепловых процессов | 1980 |
|
SU954970A1 |
| Система активного контроля точности формы и размеров многоступенчатых деталей | 1973 |
|
SU442044A1 |