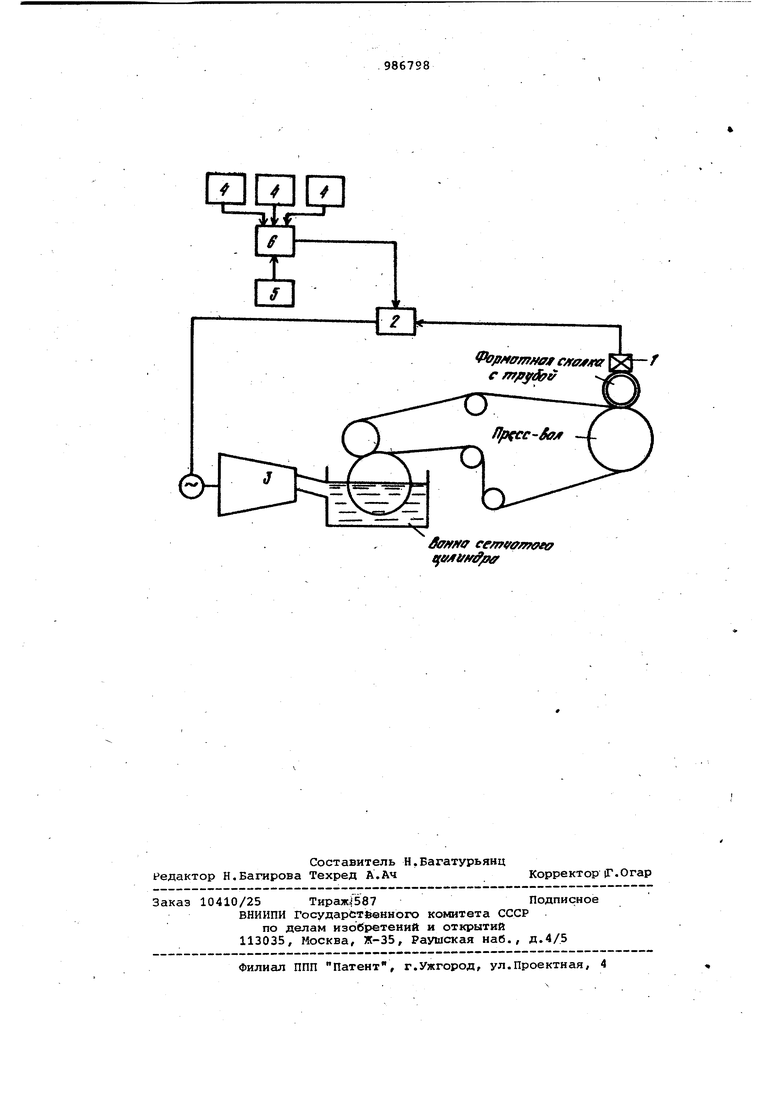
При этом задают величину подаваемой в ковиювую мешалку крнцентрации асбестоцементной суспензии. Одновременно рассчитывают по известным мето дам количественный состав сырьевых Материалов {цемент, асбест и вода), по которому вычисляют фактическое значение готовой асбестоцементной суспензии, подаваемой для формования Вычисленное значение концентрации суспензии сравнивают с ее заданным значением и в зависимости от результата сравнения корректируют количест во подаваемой на формовочную машину суспензии. Таким образом, регулирование производят не только по отклонению толгцины пленки, но и по возмущению, а именно по изменению концентрации суспензии на входе в ванну, что значительно увеличивает точность регули рЬвания. Схема регулирования работы асбестоцементных машин, изображенная на фиг.1, включает толщиномер 1 пленки, регулятор-2 толщины пленки и схему 3 подачи суспензии, дозирующие устройства 4, задатчик 5 и элемент б сравнения. Пример. Описываемым способом на трубоформовочной СГ1Л-172 изготавливали трубы марки ВТ-9, для которых использовали портландцемент марки 400, асбест марки П-3 50% и П-4 50%. Порционная загрузка цемента Ц 900 кг, расчетное содержание асбеста в асбестоцементе ,б%. Поэтому расчетное содержание порционной массы асбеста составило .Ц/100-а 143 кг. Для разжижения было добавлено 2840 кг воды, . Вес сырьевых компонентов определялся дозирующими устройствами 4 (весовыми и объемными дозаторами). Задатчиком 5 была установлена желательная концентрация асбестоцементно суспензии (28%). Фактическая концентрация, определенная дозирующими устройствами при указанных количествах сырья, составила 27%. Заданная и фактическая кон центрации сравнивались в элементе 6 сравнения и по результату сравнения на регулятор 2 толщины пленки подавалось корректирующее воздействие (от возмущающего фактора, которым является колебание концентрации суспензии) . .Концентрация суспензии из- менялась во время испытаний от 25до 30%, вследствие чего тотшщна пленки колебалась от 0,22 до 0,27 мм вместо заданных 0,24 мм. Уменьшение толщины пленки приводило к потере произво.дительности (необходимо большее число оборотов для достижения заданной толщины стенки трубы), увеличение к ухудшению качества изделий вследствие уменьшения объемного веса (толстую пленку труднее отжимать и прессовать) . На основе, полученньох при испытании данных (среднеквадратическое отклонение толщины пленки ±0,02 мм при предлагаемом способе и ±0,04 мм при известном способе) был рассчитан годовой экономический эффект от внедрения предлагаемого способа, который составил 5 тыс.руб. Состав сырья не ограничива€:т применение данного способа. Формула изобретения Способ регулирования работы асбестоцементных формовочннх машин включаютдий измерение концентрации асбестоцементной суспензии в ковшовой мешалке и изменение подачи асбестоцементной суспензии в ванну сетчатого цилиндра в зависимости от измеряемой толщины навиваемой на форматный барабан пленки, отличающийся тем, что, с целью повышения точности регулирования, задают предварительно величину концентрации суспензии, подаваемой в ковшовую мешалку, затем определяют количественный состав асбеста, цемента и воды, по которому вычисляют фактическое значение концентрации, и при отклонении фактического значения от заданного дополнительно корректируют количество подаваемой в ванну суспензии. Источники информации, принятые во внимание при экспертизе 1.Бразукёвич Г.С. и др. Автоматическое регулирование толщины асбестоцементных листов.- Строительные материалы, М., 1969, 3, с. 21, 22. 2.Авторское свидетельство СССР № 492393, кл. В 28 В 21/00, 1974 (прототип). Формутмкг с /rrfly v /f/fff ce/rrvffa ffeiff tftutt/f/e / 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления работой многоцилиндровой асбестоцементной формовочной машиной | 1981 |
|
SU996186A1 |
| Устройство управления приготовлением асбестоцементной суспензии | 1981 |
|
SU1009769A1 |
| Устройство управления асбестоцементной формовочной машиной | 1984 |
|
SU1207773A1 |
| Способ регулирования работы асбестоцементных формовочных машин | 1974 |
|
SU492393A1 |
| Система автоматического управления листоформовочной машиной | 1985 |
|
SU1308499A1 |
| Устройство управления машиной для формования асбестоцементных изделий | 1981 |
|
SU1021620A1 |
| Способ изготовления пиронагревателей | 2017 |
|
RU2664915C1 |
| Устройство для регулирования толщины асбестоцементной пленки | 1984 |
|
SU1230855A1 |
| Способ изготовления асбестоцементных труб | 1982 |
|
SU1129191A1 |
| Способ управления работой асботрубной машины | 1979 |
|
SU893556A1 |