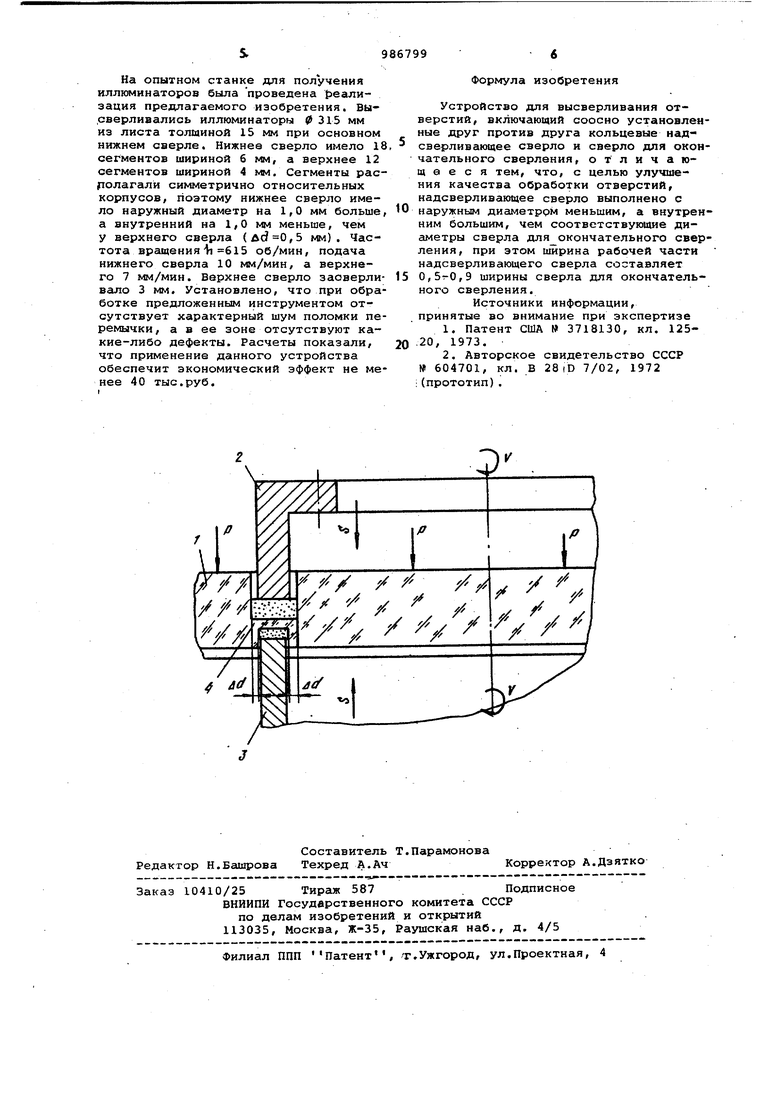
тем увеличения разности в диаметрах нижнего и верхнего сверла до 1,2-1,4 мм удается несколько Улучшить качество обработки, но стабилизировать этот параметр нельзя из-за наличия сколков при разрушении перемычки. Этому же способствует ассимметричность наг ружения сверла после поломки перемыч ки, это же обстоятельство приводит к неравномерному износу инструмента Целью изобретения является улучше ние качества обработки отверстий. Цель достигается тем, что в устройстве для высверливания отверстий включающем соосно установленные друг против друга кольцевые надсверливающее сверло и сверло для окончательно го сверления, надсверливающее сверло выполнено с наружным диаметром .меньшим, а внутренним большим, чем соответствующие диаметры сверла для окончательного сверления, при этом ширина рабочей части надсверливающего сверла составляет 0,5-0,9 ширины сверла для окончательного сверления . . На чертеже изображена схема обработки инструментом. Лист 1 стекла уста.навливается на стол станка. Кольцевое верхнее 2 и нижнее 3 сверла устанавливаются в шпинделях станка соосно. При этом верхнее (основное) сверло больше ниж него по наружному и меньше по внутреннему диаметру на величину Ad. Лист 1 стекла установлен на столе та что прижим производится как по внут ренней, так и по наружной поверхности с усилием Р. Сверление может быть начато обоим сверлами одновременно или раздельно в зависимости от толщины стекла. Засверливание нижним сверлом происходит, как правило, на 2-5 мм, и затем сверло отводится. Благодаря тому, чт основное сверло имеет ширину рабочей части больше, чем сверло для надсвер ливания, происходит обработка перемычки 4 без ее поломки. Исследования показали, что величина перекрытия для сверл большого диаметра должна составлять ЛИ 0,2-0,7 мм с каждой ст роны. Для сверления кольцевыми инстр ментами всегда стремятся уменьшить ширину рабочей части, так как в этом случае уменьшается объем диспергированного материала, однако ее значение ограничивается прочностью и возможностями изготовления. На основани обобщения опыта и экспериментальных исследований установлены рациональные значения ширины сверл для групп диаметров 100-180 мм-2 мм, 180-250 мм-3 мм, 250-350 мм-4 мм, 350-450 мм-5 мм. С увеличением ширины рабочей части и размера сверла величина перекрытия должна увеличиваться, поскольку погрешности изготовления сверл возрастают. При меньших перекрытиях, чем указано выше, наблюдалась поломка перемычки. Минимальное значение перекрытия ограничивается также особенностями износа сверл. Известно, что в процессе работы кромки сверл округляются, а боковые цилиндрические поверхности приобретают на длине 2-5 мм коническую форму. Поскольку основное сверло проходит больший путь, то износ его несколько боль ший, чем износ сверла для надсверливания . Следует отметить, что для предлагаемого изобретения принципиальным является наличие перекрытия с двух сторон по ширине реза, в то же время оно может быть несимметричным. В этом случае наименьшее перекрытие должно быть не меньше указанного максимального значения. Максимальное значение перекрытия ограничивается, как и при выборе ширины рабочей части сверла, стремлением к уменьшению объема диспергированного материала, к уменьшению сил резания и т.п. Проведенные исследования показывают, что наиболее рационально вести обработку, когда ширина рабочей части сверла для надсверливания составляет 0,5-0,9 ширины сверла окончательного сверления. При таком сверлении стабильно обеспечивается высокое качество обработки, отсутствуют осколки fi удается обеспечить равномерный износ сверла по боковым поверхностям. Это обстоятельство имеет существенное значение, так как позволяет повысить стойкость инструмента на 15-20%. Эксперименты показали, что при использовании предлагаемого устройства можно увеличить производительность обработки без ухудшения качества обрабатываемой поверхности. Поскольку на верхнее сверло и на участке досверливания действуют симметричные силы, то повышается и точность обработки. Важным требованием при реализации обработки предлагаемым устройством является закрепление наружных поверхностей листа, ЛЗ которого высверливаются диски или в котором высверливается отверстие большого диаметра. Посла обработки перемычки происходит разделение листа на две детали, а процесс обработки продолжается до выхода верхнего сверла на нижний торец; Поэтому должны быть закреплены обе части заготовки. Эта схема обработки приемлема и для случая, когда основным является .нижнее сверло, а верхнее выполняет надсверливание.
На опытном станке для полУчения иллюминаторов была проведена |зеализация предлагаемого изобретения, вы.сверливались иллюминаторы 0 315 мм из листа толшиной 15 мм при основном нижнем сверле. Нижнее сверло имело 18 сегментов шириной 6 мм, а верхнее 12 сегментов шириной 4 мм. Сегменты располагали симметрично относительных корпусов, поэтому нижнее сверло имело наружный диаметр на 1,0 мм больше а внутренний на 1,0 мм меньше, чем У верхнего сверла (Ad 0,5 мм). Частота вращения-Ц 615 об/мин, подача нижнего сверла 10 мм/мин, а верхнего 7 мм/мин. Верхнее сверло засверливало 3 мм. Установлено, что при обработке предложенным инструментом отсутствует характерный шум поломки перемычки, а в ее зоне отсутствуют какие-либо дефекты. Расчеты показали, что применение данного устройства обеспечит экономический эффект не менее 40 тыс.руб.
Формула изобретения
Устройство для высверливания отверстий, включающий соосно установленные друг против друга кольцевые надсверливающее сверло и сверло для окончательного сверления, отличающееся тем, что, с целью улучшения качества обработки отверстий, надсверливающее сверло выполнено с наружным диаметром меньшим, а внутренним большим, чем соответствующие диаметры сверла для окончательного сверления, при этом ширина рабочей части надсверливающего сверла составляет 0,5тО,9 ширины сверла для окончательного сверления.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3718130, кл. 125.20, 1973.
2.Авторское свидетельство СССР № 604701, кл. В 28 iD 7/02, 1972
: (прототип) .
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазное сверло для изготовления кольцевых деталей | 1981 |
|
SU1018853A1 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ И ОБРАБОТКИ ОТВЕРСТИЙ | 2007 |
|
RU2354507C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ДЕТАЛИ И КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2005579C1 |
| ТРАФАРЕТ ДЛЯ ВЫСВЕРЛИВАНИЯ ОТВЕРСТИЙ | 2011 |
|
RU2526652C1 |
| Алмазное сегментное сверло | 1978 |
|
SU799956A1 |
| ПРОКЛАДОЧНЫЙ ЛИСТ ДЛЯ РЕЗАНИЯ АРМИРОВАННОГО ВОЛОКНОМ КОМПОЗИТНОГО МАТЕРИАЛА И МЕТАЛЛА И СПОСОБ РЕЗАНИЯ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ РЕЗАНИЯ АРМИРОВАННОГО ВОЛОКНОМ МАТЕРИАЛА ИЛИ МЕТАЛЛА | 2014 |
|
RU2686348C2 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ И ОБРАБОТКИ ОТВЕРСТИИ | 1972 |
|
SU352757A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЛУБИНЫ ПОВЕРХНОСТНОЙ КОРРОЗИИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2010 |
|
RU2453827C1 |
| Трубчатое сверло | 1991 |
|
SU1785485A3 |
| СИСТЕМА ВОДЯНОГО ОТОПЛЕНИЯ ЗДАНИЙ (ВАРИАНТЫ), СПОСОБ ОЧИСТКИ СИСТЕМЫ ОТ НАКИПИ И КОРРОЗИИ (ВАРИАНТЫ), ТЕПЛООБМЕННИКИ ДЛЯ ИСПОЛЬЗОВАНИЯ В СИСТЕМЕ ОТОПЛЕНИЯ (ВАРИАНТЫ) И СПОСОБ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ В ПОМЕЩЕНИИ | 2007 |
|
RU2361152C1 |
