(ЗА) СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЧУГУНА
1
Изобретения относится к обработке металлов давлением, а именно к процессам горячего уданого прессования и может быть использовано в различ- . ных областях машиностроения для получения изделий из чугуна.
Известен способ прессования, при котором нагретую до 1020 - 10бО°С заготовку из серого чугуна СЧ 20 - 40 .прессуют через матрицу на прессе .
Однако указанный температурный интервал и скорость прессования не обеспечивают осуществления процесса прессования без разрушения заготовки. Только создание противодавления гарантирует получение изделий без следов разрушения по поверхности.
Наиболее близким к предлагаемому является способ прессования, при котором заготовку, например, из ковкого чугуна нагревают и прессуют через матрицу на фрикционном прессе со степенью обжатия до В в интервале темпера- ;
тур 850 - . Для серого чугуна рекомендуется интервал температур 850 - 2 ..
Однако этот процесс не обеспечивает при обычных промышленных скоростях деформирования 0,02 - 1 м/с получения изделий с равномерно деформированной структурой из-за сравнительно высокого значения коэффициента трения и следовательно, сил.контактного трения, действующих между стенками контейнера и заготовкой, а также матрицей и заготовкой.
Цель изобретения - повышение качества изделий и снижение трудоемкости процесса.
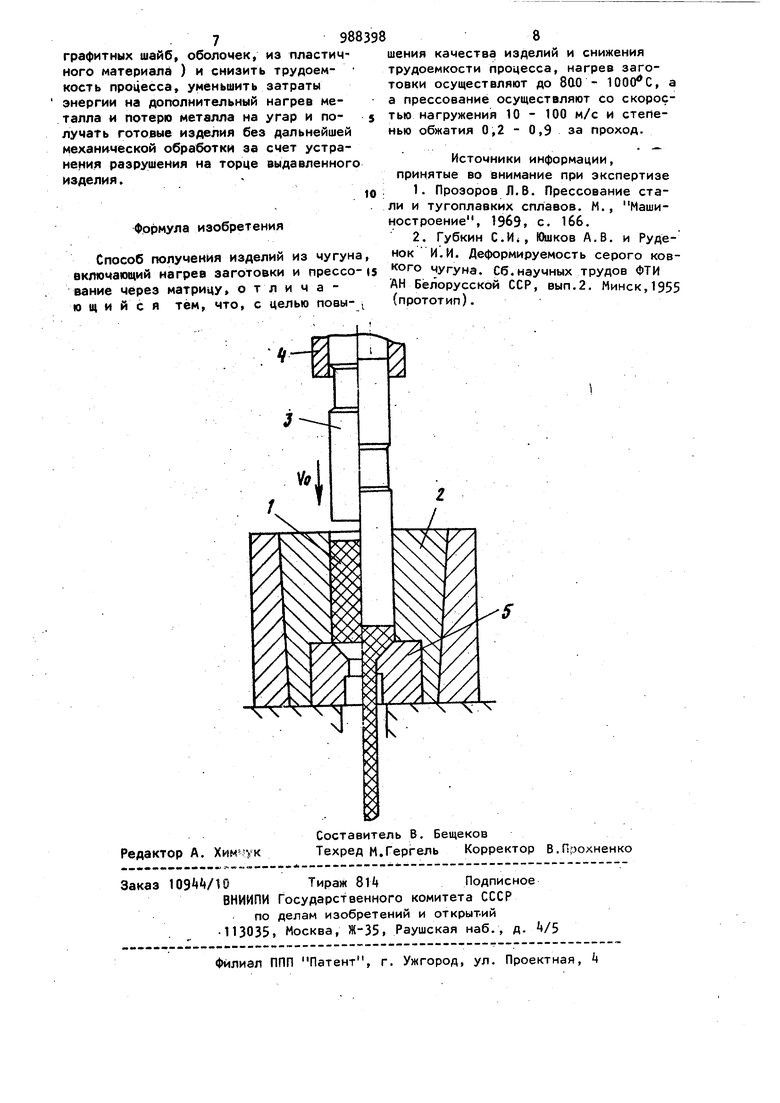
Поставленная цель достигается тем, что заготовку нагревают до 800 и ведут ударное прессование со скоростью нагружения 10 - 100 м/с и степенью обжатия 0,2 - 0,9 за прО ход. Высокая скорость деформирования значительно улучшает условия трения заготовки о стенки контейнера и матрицу вследствие уменьшения коэффициента трения. Уже при скорости 10 м/с он становится в 2 раза меньше, чем при скоростях 0,02 - 1 м/с. Это обстоятельство предотвращает разрушение заготовок и способствует получению качественного изделия без трещин и надрывов. Выбор интервала скоростей деформи рования в пределах 10 - ТОО м/с объя няется тем, что при скоростях ниже 10 м/с растут силы контактного трени вызывающие неравномерность распределения деформации по сечению образца и, как следствие, появление трещин в поверхностных слоях получаемых йздеделий и утяжин на торце. При скоростях выше 100 м/с наблюдается разрушение изделия под действием сил инер ции, особенно при больших степенях деформации (порядка 0,9)Кроме того, глубина проникновения пластической деформации при высокоскоростной обработке значительно больше, чем при обычной, и детали,полученные высокоскоростным деформированием имеют лучшую проработку структуры. Деформирование чугунов в избранно интервале скоростей позволяет не тол ко осуществлять прессование изделий без разрушения их цельности, но и су щественно улучшить их, физико-механические свойства - прочность, ударную вязкость, плотность и однородность деформации. Динамическое ударное пре сование способствует залечиванию литейных дефектов, а также значительно му дроблению графитных включений. По следнее обстоятельство выгодно отличает предлагаемый способ от известны так как при дроблении графитных вклю чений предотвращается образование тонких вытянутых графитных пленок и, следовательно, слоистой, что оста ляет следы выплавления на поверхност продеформированного изделия и снижае тем самым его качество. Поэтому для высокоскоростной дефо мации чугуна верхние пределы темпера туры следует выбрать менее . Нижний предел назначается исходя из энергосиловых характеристик процесса Снижение температуры ниже приводит к росту сопротивления деформации и увеличению нагрузок на инструмент, что снижает его стойкость и требует большей мощности оборудования. Диапазон степеней обжатия лежит в пределах 0,2 - ,9. Назначение степеней обжатия менее 0,2 не обеспечивает деформацию центральных слоев заготовки, залечивание литейных дефектов, проработку структуры заготовки. А это не дает возможность получать качественные изделия. Верхний предел степени обжатия ограничивается тем, что при скоростях деформации, близких к 100 м/с происходит разрыв образца под действием сил инерции. На чертеже приведена схема реализующая предлагаемый способ. Способ осуществляется следующим образом. Нагретую до ковочной температуры заготовку 1 помещают в контейнер 2 и пуансоном 3 который разгоняется в стволе установки для высокоскоростного деформирования, прессуют через матрицу 5. Контейнер и матрица смазываются перед началом деформации смазкой. Образующийся зазор между стенками контейнера и нагретой заготовкой незначителен и выдавливание после осадки в начальной стадии процесса протекает в условиях всестороннего сжатия. Возможно прессование изделий как с прессостатком, так и на проход за счет применения прессшайб. П р и м е р 1. Для получения изделий из КЧ-37-12 цилиндрическую заготовку диаметром 19,3 мм и высотой 30 мм нагревают до 98ос; устанавливают в контейнер, который предварительно смазывают смазкой из смеси машинного масла с графитом, и производят деформацию с начальной скоростью нагружения 80 м/с и степенью обжатия 0,73Отпрессованное изделие не имеет следов разрыва и трещин, обладает высоким качеством состояния поверхности. Твердость продеформированного металла увеличивается с 120 до НВ. Предел прочности на сжатие возрастает с 92 до 1б7 кгс/мм. Плотность увеличивается на 4,5 по сравнению с литым. Ударная вязкость возрастает с 1,5 до k,1 кгсм/см Пример 2.Для получения изделий из серого чугуна СЧ 18-Зб цилиндрической заготовки диаметром 19,3 мм и высотой 30 мм нагревают до , устанавливают в контейнер, которыйпредварительно смазывается смазкой из смеси машинного масла с графитом и производят деформацию с начальной скоростью нагружения 32 м/с и стеаенью вытяжки 0,69. Отпрессованное изделие не имеет разрыва и обладает высоким качеством поверхности. Твердость возрастает с 160 до НВ, Предел прочности на сжатие возрастает с 50 до 110 кгс/мм. Плот ность увеличивается на 35. Ударная вязкость -возрастает с 0,6 до 1,5кгсм П р И М е Р 3. Для получения изделий из высокопрочного чугуна цилиндрическую заготовку диаметром 19,3 мм и высотой 30 мм нагревают до , устанавливают в контейнер-покрытый смазкой графита с машинным маслом и проводят деформацию с начальной скоростью нагружения б2 м/с и степенью вытяжки 0,69. Отпрессованное изделие не имеет следов разрыва и обладает высоким ка чеством поверхности. Твердость изделия возрастает с 150 до 260 НВ. Пре дел прочности на сжатие с 70 до кгс/мм. Плотность увеличивается на kyTf/o. Ударная вязкость возрастает с 2,5 до i, кгсм/см. П р и м е р 4. Для получения изде лий из ковкого чугуна КЧ 37 12 цилиндрическую заготовку диаметром 19,3 мм и высотой 30 мм нагревают до 900С, устанавливают в контейнер покрытый смазкой смеси машинного масЛа с графитом и проводят деформацию с начальной скоростью нагружения 12 м/ и степенью вытяжки 0,2. Отпрессованное изделие не имеет следов разрыва и трещин, обладает вы соким качеством состояния поверхности. Твердость изделия после деформации возрастает с 120 до 290 НВ. Предел прочности на сжатие увеличиваетс с 92 до 150 кгс/мм. Плотность.увели чивается на 3,1. Ударная вязкость возрастает с 1,5 до ,0 кгсм/см. Пример 5. Для получения изде дий из ковкого чугуна КЧ 37 12 цилиьндрическую заготовку диаметром 19,3 мм и высотой 30 мм нагревают до устанавливают в контейнер покрытый смазкой смеси машинного масла с графитом и проводят деформацию с 9 начальной скоростью нагружения 98 м/с и степенью вытяжки 0,85. Отпрессованное изделие не имеет следов разрыва, трещин, обладает высоким качеством состояния поверхности. Твердость изделия после деформации возрастает с 120 до 350 НВ. Предел прочности на сжатие увеличивается с 92 до 171 кгс/мм. Плотность увеличивается на 6,7%. Ударная вязкость возрастает с 1,5 до 3,9 кгсм/см. П р и м е р 6. Заготовку из ковкого чугуна КЧ 37 - 12 диаметром 19i3 мм и высотой 30 мм нагревают до устанавливают в конте.йнер покрытый Г.МЛЯКпй гмргм ижниннпт иле-пл г- гсмазкой смеси машинного масла с графитом и проводят деформацию с начальной скоростью деформирования 103 м/с и степенью вытяжки 0,9. Изделие разрывается под действием сил инерции. П р и м е р 7. Заготовку из ковкого чугуна КЧ 37- 12 диаметром 19,3 мм устанавливают в контейнер покрытый смазкой смеси машинного масла с графитом, деформируют со скоростью нагружения 9,5 м/с и степенью обжатия Полученное изделие имеет удовлетворительное состояние поверхности. Твердость увеличивается после деформации с 120 до 135 НВ. Предел проч-ности на сжатие возрастает с 92 до 98 кгс/мм. Плотность увеличивается на О ,2.. Ударная вязкость возрастает с 1,5 до 1,52 кгсм/см Т. е. свойства изделия не находятся ниже тех, которые приведены в примерах 1-5 Осуществление предлагаемого способа по сравнению с известными позволяет следующее. Увеличить механическую прочность /металла не менее чем на , по|Высить ударную вязкость на 10-20%, (Увеличить плотность металла на добиться глубокой проработки структуры и снижения внутренних напряжений за счет приложения динамической ударной нагрузки, более равномерной деформации от снижения коэффициента трения и залечивания литейных дефектов, предотвратить образование слоистой структуры изделий путем дробления графитных включений при ударной нагрузке, увеличить твердость металла на 15-25%. Кроме того, осуществлять процесс деформации чугуна без создания дополдительныхустройств (противодавления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Чугун | 1981 |
|
SU985122A1 |
| Защитная среда для спекания изделий из порошка на основе железа | 1979 |
|
SU780955A1 |
| Комплексный модификатор | 1976 |
|
SU570656A1 |
| ВЫСОКОПРОЧНЫЙ ЧУГУН ДЛЯ КОРПУСНЫХ КОНСТРУКЦИЙ СОВРЕМЕННОЙ КОНТЕЙНЕРНОЙ ТЕХНИКИ ПО ТРАНСПОРТИРОВКЕ И ХРАНЕНИЮ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2008 |
|
RU2371506C2 |
| Способ термической обработки отливок из ковких и высокопрочных чугунов | 1974 |
|
SU495369A1 |
| Способ изготовления изделий из высокопрочного чугуна | 1990 |
|
SU1731836A1 |
| Сталь | 1989 |
|
SU1659524A1 |
| Способ упрочнения изделий | 1985 |
|
SU1258849A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛИТОЙ ЗАГОТОВКИ ИЗ КОВКОГО ЧУГУНА ПРИ НАЛИЧИИ В ЕГО СТРУКТУРЕ "ОТБЕЛА" | 1999 |
|
RU2153010C1 |
| АНТИФРИКЦИОННЫЙ ЧУГУН | 2008 |
|
RU2365659C1 |
