Изобретение относится к металлургии, конкре-гаее к непрерывной разливке металлов.
Известен промежуточный ковш машя- йы непрерьтвного литья, содержаошй 4Qr- терсшанннй kopiyc, ф; герошса которо1ч в месте заставки металла содер жит фа- СОШ1ЫЙ огнеупор, имеющий гориз М1тапьную площадку и два вертякальных отбойника . .
В этом ковще обеспечивается благоприятная isapTRHa щркулацвоа металла в случае центральной металла в промежуточный ковш, но, тем не мш-сее, не устранены приведенные недостатки, связанные с неравномерными конвективными потоками при несимметричной aa- ливке металла в промежуточный ковш и недостатки, определенные обраасяоаввем брызг.
Наиболее близким к изобретению по технической сущности и достигаемому результату является промежуточной ковщ
машины непрерывного литья металла, содержащий футерованный корпус, футеровка которого в месте заливки металла содержит фасонный огаеупор, выполненный чашеобразным, открытым сверху. огнеупора обеспечивает всплыва- кие неметаллических включений в отражен- ных потоках металла, направляемых боковыми стенками фасонного «ятяеупора 2 .
10 Недостаток известного устройства за; ключается в том, что щж этом не исклю чаются брызги металла, образующиеся при ударе струи заливаемого металла о дно ковша, и ухудшающие условия рабофы
15 на площадке операторов и механизмов, нахоуцящЕСКся в данной зоне. Брызги металла, падающие обратно в промежуточный ковш, становятся очагами зарождах щихся неметаллических окисных включе НИИ, ухудшающих качество разливаемого
металла. Кроме того, в ковше создается
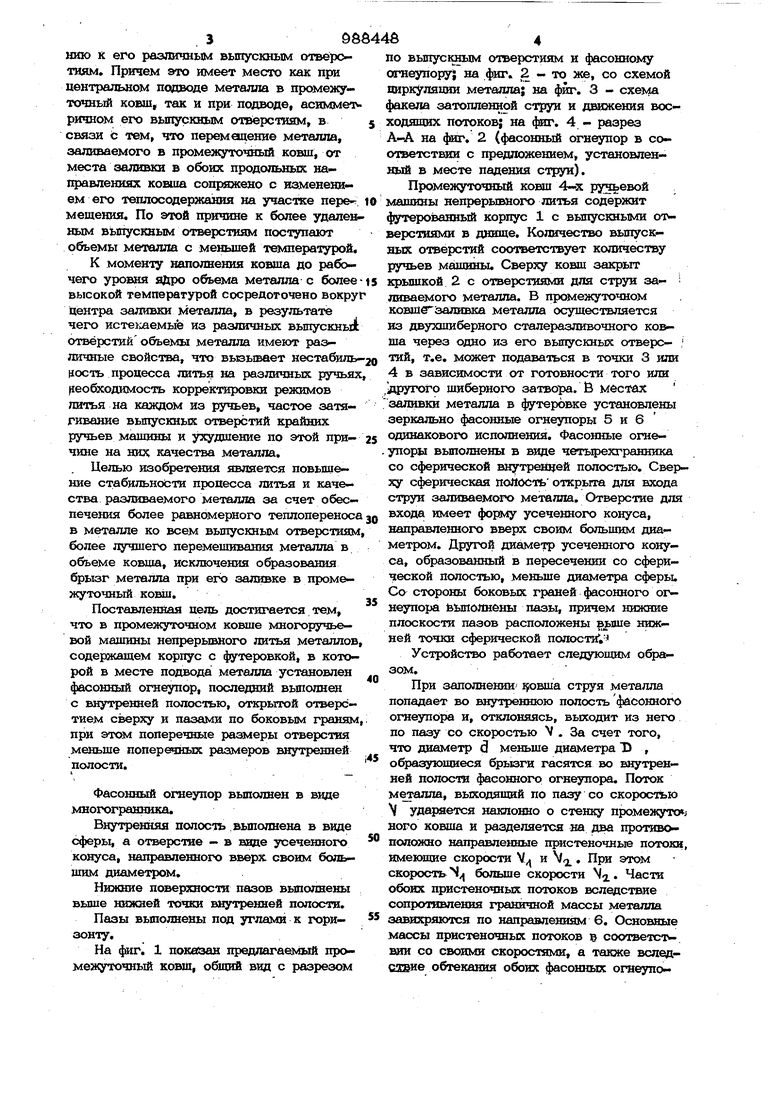
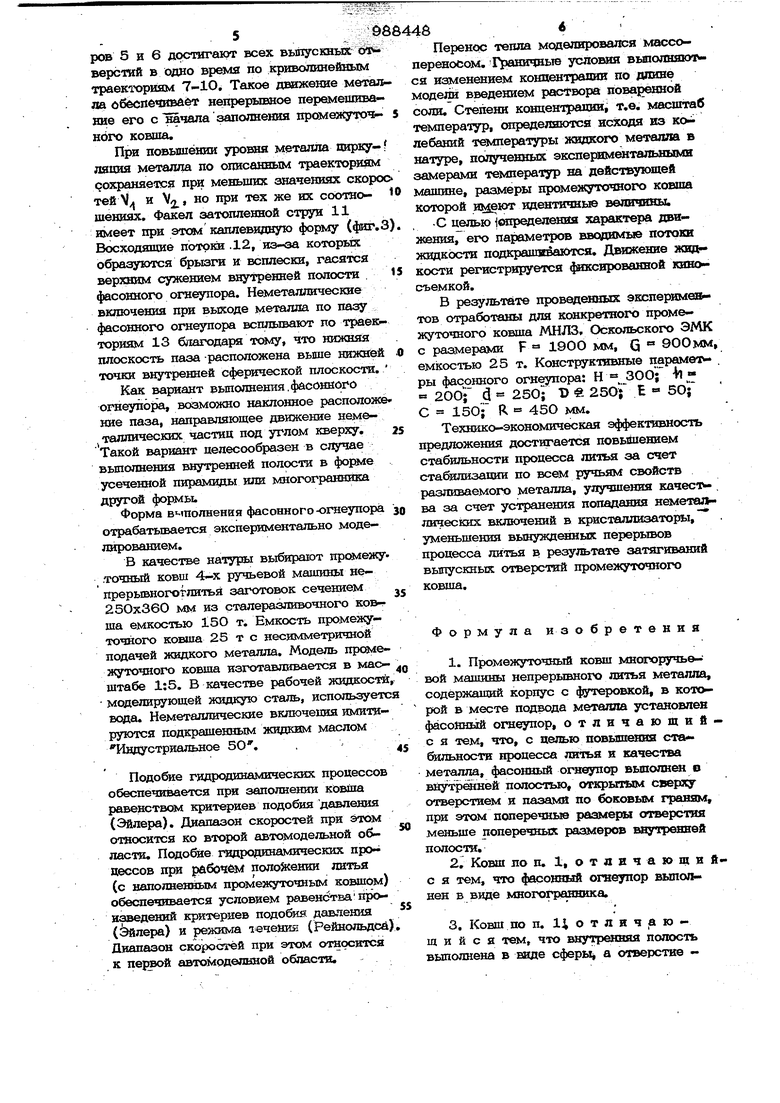
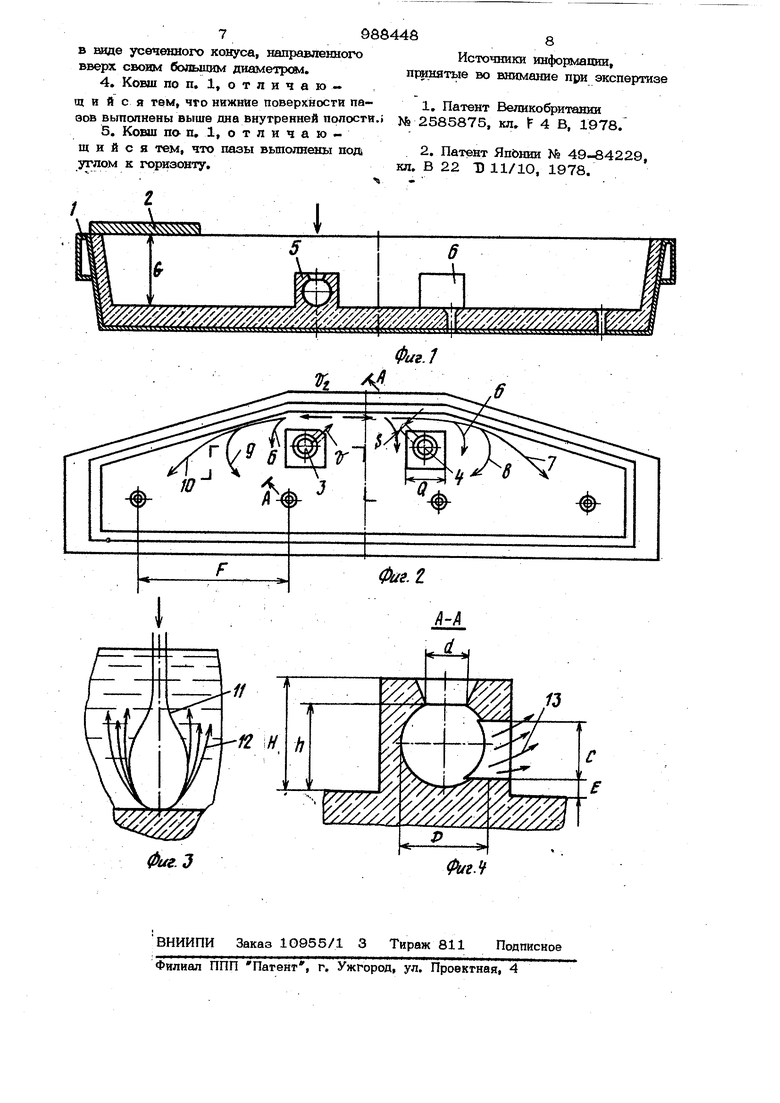
н% авно1Лёрны К тёшюперенос в металла промех ггочного ковша по отнош 39& нию к его различным вьшускным отверотиям. Причем это имеет место как при центральном подводе металла в промежуточный ковШу так и при подводе, асиммет ричном его выпускным отйерстиям, в связи с тем, что перемещение металла, заливаемого в промея тх ч Е1ый ковш, от места заливки в обоих продольных направлениях ковша сопряжено с взменением его теплосодержания на участке пере-г мещения. По этой причине к более удален ным вьшускным отверстиям поступают объемы металла с меныией температурой, К моменту наполнения ковша до рабочего уровня ядро объема металла с более высокой температурой сосредоточено вокру центра заливки металла, в результате чего иcтeliaeмыё из различных вьшускныА отверстий объемы металла имеют раз- личные свойства, что вызывает нестабиль юсть процесса литья на различных ручьях необходимость корректировки режимов литья на каждом из ручьев, частое затягивание вьшускных отверстий крайних ручьев машины и ухудшение по этой при- чине на них качества металла. Целью изобретения является повьше- кие стабильности процесса литья и качества разливаемого металла за счет обеспечения более равномерного теплоперенос в металле ко всем вьшускным отверстиям более лучшего перемешивания металла в объеме ковща, исключения образования брызг металла при его заливке в промежуточный ковш. Поставленная цель достигается тем, что в промежуточном ковше многоручзьевой машины непрерывного литья металлов содержащем корпус с футеровкой, в которой в месте подвода металла установлен фасонный огнеупор, последний вьшолнен с внутренней полостью, открытой отверстием сверху и пазами по боковым граням при этом поперечные размеры отверстия меньше поперечных размеров внутренней полости. Фасонный огнеупор вълолнен в виде многогранника. Внутренняя полос-ш ,вьшолнена в виде сферы, а отверстие - в виде усеченного конуса, направленного вверх своим большим диаметром. Нижкше поверхности пазов въшолнены выше нижней точки внутренней полости. Пазы въшолнены под углами к горизонту. На фиг 1 показан предлагаемый промежуточный ковщ, общий вид с разрезом в4 по выпускным отверстиям и фасонному огнеупору} на фиг. 2 - то же, со схемой 1шрк; ля1шн металла; на фиг. 3 - схема факела затопленной струи и двшкения восходящих потоков; на фиг. 4 - разрез А-А на фиг. 2 (фасонный огнеупор в соотааетствин с предложением, установленный в месте падения струи). Промеи гочный ковш 4-х ручьевой машины непрерывного литья содержит футерованный корпус 1 с вьшускными от верстиями в днище. Количество выпускных отверстий соответствует количеству ручьев машины. Сверху ковш закрыт крышкой 2 с отверстиями для струи заливаемого металла. В промежуточном ковШб заливка металла осуществляется из двухшиберного сталеразливочного ковша через одно из его вьшускных отверс- й ® может подаваться в точки 3 или 4 в зависимости от готовности того или другого шиберного затвора. В Мбстах заливки металла в футеровке установлены зеркально фасонные огнеупоры 5 и 6 оДОНакового исполнения. Фасонные огнеупоры въшолнены в виде четьфехгранника со сферической внутренней полостью. Сверху сферическая поЛйсть открыта для входа струи заливаемогч металла. Отверстие для входа имеет форму усеченного конуса, направленного вверх своим большим диаметром. Другой диаме-гр усеченного конуса, образованный в пересечении со сферической полостью, меньше диаметра сферы. Са стороны боковых граней фасонного огнеупора взьшолнбны пазы, причем нижние плоскоста пазов расположены нижней точки сферической полости, Устройство работает следующим образом. При заполнении j/ oboia струя металла попадает во внутреннюю полость фасонного огнеупора и, отклоняясь, въкодит из него по пазу со скоростью . За счет того, что диаметр d меньше диаметра Т5 , образующиеся брызги гасятся во внутренней полости фасонного огнеупора. Поток металла, выходящий по пазу со скоростью ударяется наклонно о стенку пpoмeжyтo J ного ковша и разделяется на два противоположно направленные пристеночные потоки, имеющие скорости V и . При этом скорость N больше скорости N.. Части обоих пристеночных потоков вследствие сопротивления граничной массы металла завихряются по направлениям 6. Основные массы пристеночнък потоков в cooTBeTcow ВИИ со своими скоростями, а также вследсгвие обтекания обоих фасонных огнеупоров 5 и 6 достигают всех выпускных oiv верс1Ий в одно время по криволинейным траекторшзм 7-10. Такое движение метал ла о6еспеч1Юй непрерывное перемешивание его с 1шчалазаполнения гфомезйуточ нбго ковша. При повышении уровня металла циркуляшш металла по описанным траекториям сохраняемся при меньших значениях скоро тей V и 2. но при тех же их соотношениях. Факел затопленной струи 11 имеет при этхал каплевидную форму (фиг. Восходящие потоки .12, которых обрадуются брызги и всплески, гасятся верхним сужением внутренней полости . фасонного огнеупора. Неметаллические включения при выходе металла по пазу фасонногч) огнеупора всшшвают по траев ториям 13 благодаря , что нижняя плоскость паза -расположена выше нижней точки внутренней сферической плоскости. Как вариант выполнения.фасонного огнеупора, возможно наклонное расположе ние паза, направляюшее движение неметаллических частиц под углом кверху. Такой вариант целесообразен в случае вьшолнения внутренней полости в форме усеченной пирадлиды шш многогранника другой формы. Форма в шолнения фасонного-огнеупора отрабатьшается экспериментально моделированием. В качестве натуры выбирают промежу.точздый ковш 4-х ручьевой машины непрерьюноготлитья заготовок сечением 250x360 мм из сталеразливочного коъ-ша емкостью 15О т. Емкость промежуточного ковша 2S т с несимметричной подачей жидкого металла. Модель промежуточного ковша изготавливается в мае- штабе 1:5. В качестве рабочей жидкости, - моделируюшей жидкую сталь, используетс вода. Неметаллические включения имитируются подкрашенным жидким маслом Индустриальное 50.. Подобие гидродинамических процессов обеспечивается при заполнении ковша равенством критериев подобиядавления (Эйлера). Диапазон скоростей при этом относится ко второй автомодельной области. Подобие Гидродинамических продессов при рабочем положении литья (с наполненным промежуточным ковшом) обеспечивается условием равенствапроизведений критериев подобия давления (Эйлера) и режима 1«челия (Рейнольдсй). Диапазон скоросхёй при этом относится к перовой автомоделвной области. Перенос тепла моделировался масс ьпереносом. Г 1анкчнью условия выполняют ся изменением концентрации по длине модели введением раствора поваренной соли. Степени концентрации, т.е. масштаб температур, определяются исходя из KOi лебаний температуры жхшкого металла в натуре, подученных эксперкм стальными замерами температур на действующей машине, р 1змеры промежуточного ковша которой идентичные величины. С целью (шределешся характера движения, его параметров вводамые потоки жидкости подкрашяваются. Движение жидкости регистрируется фиксированной киносъемкой. В результате проведенных экспериментов отработаны для конкретного промезкуточного ковша МНЛЗ, Оскольского ЭМК с размерами F 1900 мм, Q ЭООмм, емкостью 25 т. Конструктивные ларамвт . ры фасонного огнеупора: Н ЗОО; -И «« 200j d 250; 1 §. 25Oj Е « 50; С 15Of R 450 мм. Технико-экономическая эффективность предложения достигается повышением стабильности процесса литья за счет ста лизапни по всем ручьям свойств разливаемого металла, улучшения качеств , ва за счет устранения попадания неметаллических вкдночений в кристаллизаторы, . уменьшения вынужденных перерьгаов процесса литья в результате затягиваний выпускных отверстий промежуточного ковша. Формула из обретения 1.Промежуточный ковш многоручье- вой машины непрерывного литья металла, содержащий корпус с футеровкой, в которой в месте подвода металла установлен фасонный огаеупор, отлнчающнйс я тем, что, с целью повышения ста бильности процесса литья и качества металла, фасонный огнеупор выполни о внут ретней полостью, открытым сверху отверстием и пазами по боковым гран5зм, при этом поперечные размеры атверсгкя меньше поперечных размеров внутренней олости. 2.Ковш по п. 1, о т д и ч а к щ в йя тем, что фасонный огнеупор выполен в виде многогранника. 3.Ковш по п. 14 о т л и ч а ю и и с я т«л, что внутренняя полость ыполнена в виде сферы а отверстие 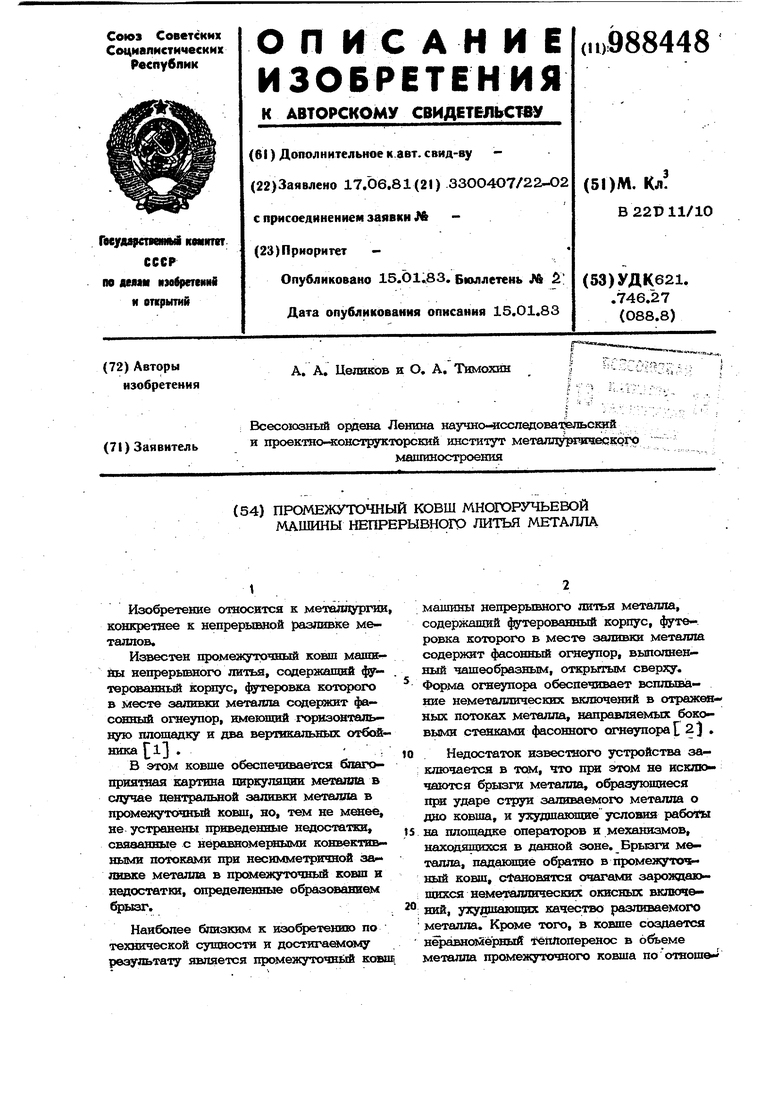
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный ковш многоручьевой машины непрерывного литья металлов | 1981 |
|
SU980939A1 |
| Устройство для защиты металла от вторичного окисления на машине непрерывного литья | 1981 |
|
SU954160A1 |
| Промежуточный ковш многоручьевой машины непрерывного литья металла | 1981 |
|
SU954159A1 |
| ПРИЕМНЫЙ КОЛОДЕЦ (ВАРИАНТЫ) | 2009 |
|
RU2400327C1 |
| Устройство для заливки жидкого металла в кристаллизатор для непрерывного литья заготовок | 1988 |
|
SU1533826A1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1980 |
|
SU1025486A1 |
| Промежуточный ковш многоручьевой машины непрерывного литья металла | 2022 |
|
RU2785732C1 |
| Промежуточный ковш многоручьевой машины непрерывного литья заготовок | 1990 |
|
SU1729686A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2022691C1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
