(54) ПРОМЕЖУТОЧНЫЙ КОВШ МНОГОРУЧЬЕВОЙ МАШИНЫ НЕПРЕК.ШНОГО ЛИТЬЯ МЕТАЛЛОВ
1
Изобретение относится к металлур- гии, конкретнее к непрерывной разливке стали. ,
Известен промежуточный ковш многоручьевой машины непрерывного литья металла, содержащий футерованный корпус, полость которого образована боковыми и продольными стенками, расположенными по обе стороны оси, проходящей через центры выпускных отверстий, и ударной площадкой, выполненной в футеровке днища в месте заливки металла в промежуточный ковш. Ударная площадка имеет криволинейную поверхность для уменьшения загрязнения металла частицами шлака 1.
Недостаток известного ковша состоит в том, что в нем создается неравномерный теплоперенос в металле по отношению к различным вьшускным отверстиям промежуточного ковша. По конструктивным причинам, обусловленным взаимной ориентацией сталеразливочного и промежуточного ковшей на машине, место заливки металла в промежуточный ковш может находиться не по его центру, т.е. асимметрично его выпускным отверстиям. Перемещение металла, заливаемого в промежуточный ковш, от места заливки в обоих продольных направлениях ковша сопряжено с изменением его теплосодержания на участке перемещения. В связи с этим к более удаленным выпускным отверстиям поступают объемы металла с меньшей д-емпературой.
К моменту наполнения ковша до рабочего уровня ядро объема металла с более высокой температурой сосредото10чено вокруг центра заливки металла/ в результате чего истекаемые из различных выпускных отверстий объемы металла имеют различные свойства, что вызывает нестабильность процесса литья на различных ручьях, необхо15димость корректировки режимов литья на каждом из ручьев, частое затягивание выпускных отверстий крайних ручьев машины и ухудшение по этой
20 причине на них качества металла.
Известен промежуточный ковш многоручьевой машины непрерывного литья, в футеровке днища которого выполнена ударная площадка, образованная одной
25 горизонтальной гранью и двумя вертикальными 2 .
Наиболее близким к изобретению по технической сущности является промежуточный ковш 2 .
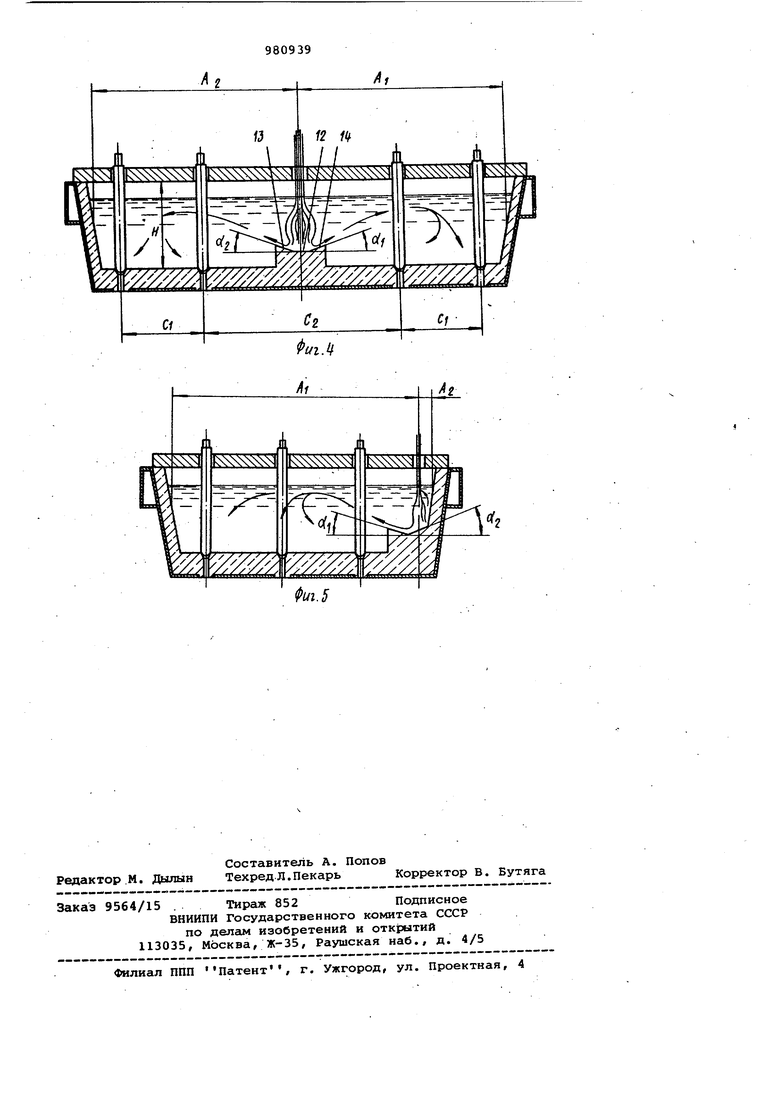
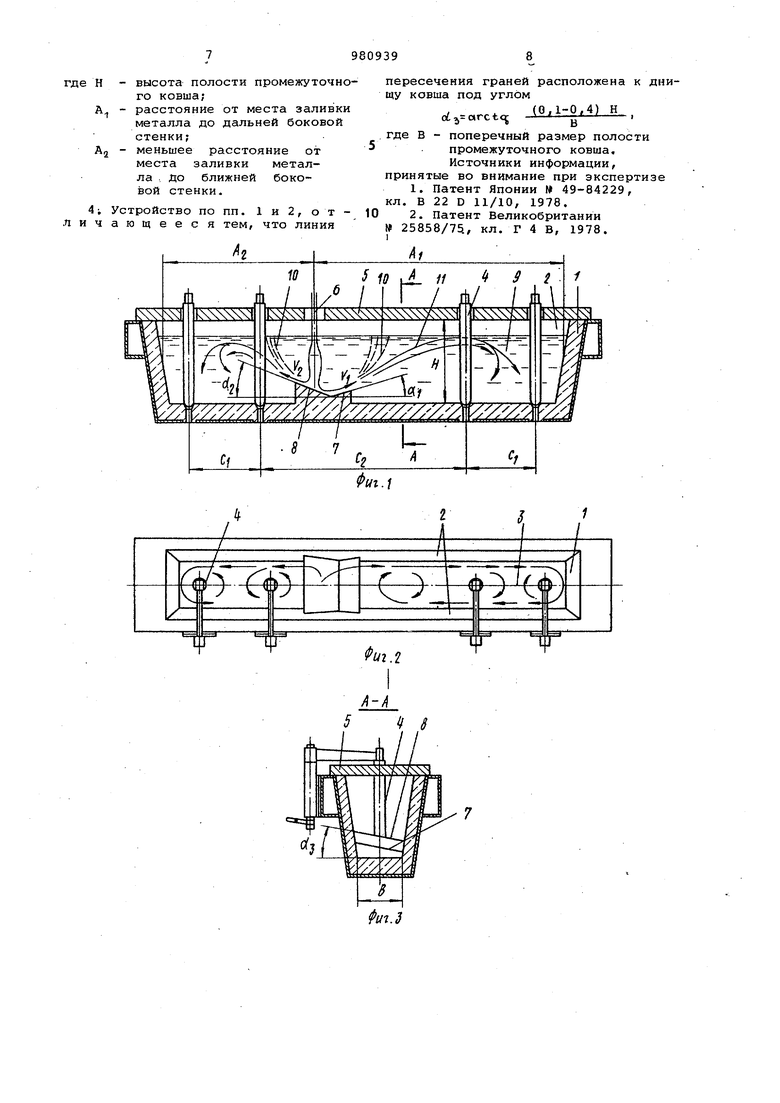
30 В этом ковше обеспечивается более благоприятная картина движения жидко го металла, но тем не менее не устра нены недостатки, описанные выше для предыдущего ковша, при количестве выпускных отверстий, большем двух, и несимметричной заливке металла в ков Цель .изобретения - повышение стабильности процесса разливки на машине, улучшение качества разливного ме талла. 1 Цель достигается тем, что в промежуточном ковше, содержащем футерованный корпус, полость которого образована боковыми и продольными стен ками, расположенными по обе стороны оси, проходящей через центры ввзпускных отверстий, и ударной площадкой, выполненной в футеровке днища в мест заливки металла в промежуточный ковш ударная площадка образована по крайней мере двумя гранями, наклоненными друг к другу, пересекающимися меж ду собой, причем линия их пересечени перпендикулярна оси, проходящей чере центгял выпускных отверстий, линия : пересечения граней расположена под углом к днищу ковша, при несимметрич ном подводе металла грань, расположе ная со стороны большей 1асти полости промежуточного ковша, наклонена под углом oC,.c.ret (,8) Н , А -t а другая грань наклонена к днищу ков ша под углом ct,, (2-1,4) Н , где Н - высота полости промежуточно го ковша; А - расстояние от места заливки металла до дальней боковой стенки; Ag - расстояние от ecтa заливки металла до ближней боковой стенки. При этом линия пересечения граней расположена к днищу ковша под углом ( Н , Б где В - поперечный разрез полости промежуточного ковша. На фиг. 1 изображен ковш 4-ручь.еврй машины непрерывного литья с несимметричной заливкой металла, продбльный разрез; на фиг. 2 - промежуточный ковш 4-ручьевой машины непреЕивного литья, вид в плане (без крыш ки); на фиг. 3 - промежуточный ковш 4-ручьевой машины непрерывного литья поперечный разрез А-А на фиг. 1; на фиг. 4 - промежуточный ковш 4-ручьевой машины непрерывного литья с симметричной заливкой металла; на фиг, 5 - промежуточный ковш б-ручьево9 машины непрерывного литья. Промежуточный ковш (фиг. 1,2,и 3) содержит футерованный корпус, полость Которого образована боковыми стенками 1 и продольными стенками 2, расположенными по обе стороны оси 3, проходящей через центры выпускных отверстий. Количество выпускных отверстий соответствует количеству ручьев машины. Межцентровые расстояния С, С. Перекрытие выпускных отверстий осуществляется стопорными блоками 4. Сверху ковш закрыт КЕЯЛШКОЙ 5 с отверстием для струи б заливаемого металла. В месте падения струи б в футеровке выполнена ударная площадка из огнеупоров с высокими противоэрозионными характеристиками.В соответствии с изобретением ударная площадка образована двумя наклонными гранями 7 i и 8, расположенными под углами к горизонтали d, сСу. Центр струи металла 6 совмещен с серединой грани 7. Верх этой грани поднят над днищем на h. Высота полости промежуточного ковша Н. Предлагаемое выполнение ударной площадки позволяет осуществить благоприятную картину циркуляции металла в промежуточном ковше, обеспечивающую с момента заполнения ковша непрерывное перемешивание объемов металла, а также конвективные потоки, равномерные по отношению к крайним выпускным отверстиям. При ударе струи о наклонную грань поток металла расчленяется и движется с различными скоростями V и Vg в обоих продольных направлениях ковша, причем скорость V больше скорости V-j. Благодаря этому с начала заполнения к крайним выпускным отверстиям поступают объемы -металла равных температур. При повышении уровня циркуляция металла в обоих направлениях происходит по криволинейным траекториям 9, обеспечивающим теплоперенос .ко всем четырем выпуск ffiJM отверстиям. Положительным фактором движения металла при этом является всплывание окисных включений по траекториям 10. Поперечный наклон граней 7 и 8 под углом к горизонтали dj позволяет получить перемешивание металла в горизонтальной плоскости по траекториям 11 Кроме выравнивания температуры по объему это перемещение также способствует очищению металла от неметаллических включений. Возникающие при круговые вихреобразованияв горизонтальной плоскости из-за центростремительных сил собирают эти включения, укрупняют их и, таким образом, способствуют их всплыванию. Представленная картина движения потоков металла в предлагаемом ковше проверяется экспериментально на модели. В качестве натуры выбирают промежуточный ковш 4-ручьевой машины непрерывного литья заготовок сечением 250x320 мм из сталеразливочного ковша емкостью 100 т. Емкость промежуточного ковша 25 т, Н - 800 мм, С - 1300 мм; Сз - 2500 мм. Модель промежуточного ковша изготавливают из прозрачного оргстекла в маоатабе 1:5. В ка;честве рабочей жидкости испол зуется вода. Движение воды моделирует движение жидкого металла. Выполняют критерии подобия истечения (Фрунда), на основании равенства которых (для натуры и модели) определяются расходы жидкости, скорости движения на входе . Равенство критериев гидродинамического подобия движущихся жидкостей (в натуре и модели) выполняется при ; условии автомодельности - соблюдается равенство произведений критерие давления (Эйлера) и скорости (Рейноль дса) . Процесс перенсхза тепла моделируется массопереносом. Граничные условия выполняются при менением растворимых стенок (из затвердевшей поваренной соли) и введением раствора поваренной соли. Степени конценграции раствора определяются , исходя из колебаний .температур металла в натуре. С целью определения характера дви жения, его параметров вводимые потоки жидкости подкрашиваются. Движение жидкости регистрируется фиксированной киносъемкой. В результате проведенных экспериментов установлена качественная и количественная картина скоростных и тепловых параметров движения метал ла в промежуточном ковше, подтвержда ющая описанную. Для конкретного промежуточного ковша рекомендованы следующие значения параметров предложен ной конструкции (при п 200 мм)t , . Промежуточный ковш при симметричной заливке в негр металла (фиг. 4) содержит бойную площадку, включающую горизонтальную грань 12 и с обеих ее сторон наклонные грани 13 и 14, наклоненные к горизонтальной под углами dz. Другой вариант заливки металла в ковш (с одного его края) возникает в случае многоручьевой машины с числом ручьев (например, б и 8), при которо применение единого на все ручьи промежуточного ковша становится нецелесообразным по ряду конструктивных и эксплуатационных причин. В этом случае ударная площадка прилегает к одной из боковых стенок промежуточного ковша (фиг. 5). Проведенные эксперименты и анализ для конкретных промышленных машин с учетом приведенных вариантов осуществления предложения позволяют выявить соотношения между элементами предлагаемой конструкции, при которых обеспечиваются наилучшие результаты с точки зрения поставленной проблемы: ot,-«rct ; 1гЗ-1,8 Н . ,,.., (0,1-0,4) Н oL - arc .og В Технико-экономическая эффективность предлржения достигается повышением надежности процесса литья за счет стабилизации по всем ручьям свойств разливаемого металла, улучшения качества за счет устанения нег металлических включений и неоднородности, уменьшения вынужденных перерыВов процесса литья в результате заТягиваний выпускных отверстий промежуточного ковша. Формула изобретения 1« Промежуточный ковш многоручьевой машины непрерывного литья металлов , содержащий футерованный корпус, полость которого образована боковыми и продоЛьн1: и|и стенками, {расположенными по обе стороны от оси, проходящей через центры вьшускных отверстий, и ударной плетдадксй, выполненной в футеровке днища ковша в месте заливки металла в промежуточный ковш, отличающийся тем, что, с целью повышения стабильности процесса литья и качества разливаемого металла, ударная площадка образована по-меньшей мере двумя гранями, подключенными одна к другой и пересекающимися между собой, причем линия их пересечения перпендикулярна оси, проходящей через центры выпускных отверстий. 2.Устройство по п. 1,отличающееся тем, что линия пересечения граней расположена под углом к днищу ковша. 3.Устройство по п. 1, о т л и чающее ся тем, что при несимметричном подводе металла грань, расположенная со стороны большей части полости промежуточного ковша, наклонена к днищу ковша под углом d,arct, (1гЗ-1,е) Н , а другая грань наклонена к днищу ковша под углом где Н - высота полости промежуточного ковша; А - расстояние от места заливки металла до дальней боковой стенки; АЗ - меньшее расстояние от места заливки металла До ближней боковой стенки. . „ 4; Устройство по пп. 1 И 2, О Т личающееся тем, что линия пересечения граней расположена к днищу ковша под углом х (0,1-014) Н cj .где В - поперечный размер полости промежуточного ковша, Источники информации, принятые во внимание при экспертизе Патент Японии 49-84229, кл. В 22 D 11/10, 1978. 10 2. Патент Великобритании 25858/75, кл. Г 4 В, 1978.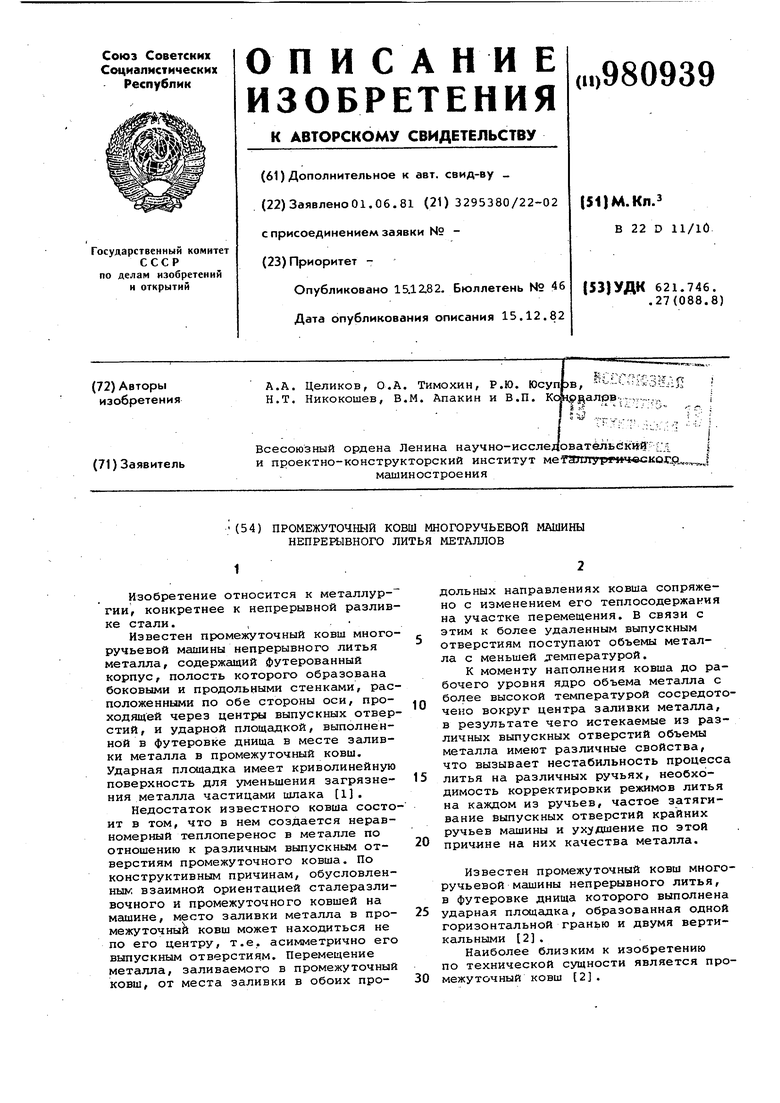
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный ковш многоручьевой машины непрерывного литья металла | 1981 |
|
SU988448A1 |
| Промежуточный ковш многоручьевой машины непрерывного литья металла | 2022 |
|
RU2785732C1 |
| Промежуточный ковш многоручьевой машины непрерывного литья заготовок | 1990 |
|
SU1729686A1 |
| Промежуточный ковш многоручьевой машины непрерывного литья заготовок | 1988 |
|
SU1560375A1 |
| Промежуточная емкость | 1989 |
|
SU1688974A1 |
| Промежуточный ковш многоручьевой машины непрерывного литья металла | 1981 |
|
SU954159A1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| РАЙОН РАЗЛИВКИ МЕТАЛЛА | 2004 |
|
RU2265498C1 |
| СПОСОБ НЕПРЕРЫВНОГО МНОГОРУЧЬЕВОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР И ТЯНУЩЕЕ УСТРОЙСТВО ДЛЯ ЭТОЙ УСТАНОВКИ | 1999 |
|
RU2161546C1 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКИХ СЛИТКОВ ИЗ АНТИФРИКЦИОННЫХ СПЛАВОВ | 2005 |
|
RU2291759C1 |