(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОГС ГОРИЗОНТАЛЬНОГО ЛИТЬЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Устройство для непрерывного горизонтального литья | 1980 |
|
SU950492A1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| Машина непрерывного литья заготовок | 1980 |
|
SU899248A1 |
| Способ непрерывного горизонтального литья металлов | 1982 |
|
SU1088206A1 |
| Устройство для непрерывного горизонтального литья | 1981 |
|
SU996075A1 |
| Способ непрерывного горизонтального литья чугуна и установка для его осуществления | 1983 |
|
SU1118477A1 |
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| Устройство для автоматического управления режимом работы кристаллизатора | 1984 |
|
SU1214317A1 |
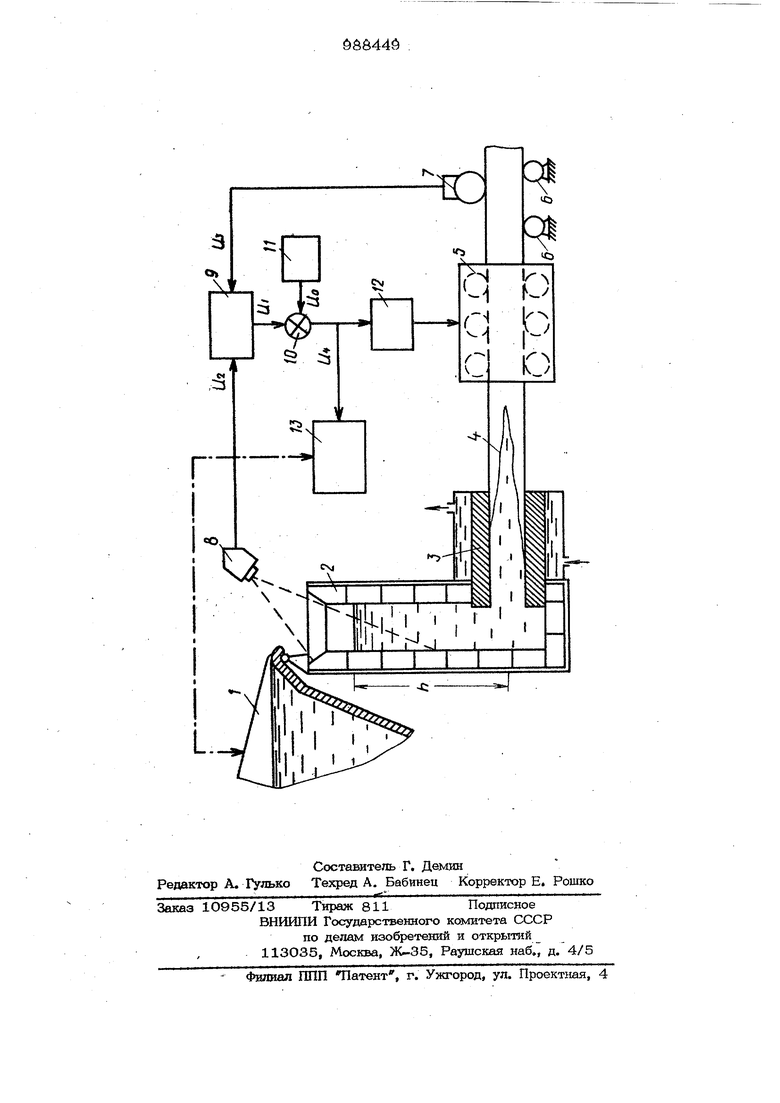
Изофетение относится к питейному нронзБодству, а более конкретно к полу- ченшо слитков на машинах непрерывного горизонтального литья. Известен способ управления процессом непрерьтного яитъя, предусматривающий прекращение разливки металла в случае : прорыва оболочки слитка в зоне вторичног охлаждения. Способ основан на применении датчиков прорыва металла на слитка, сигналы которых используют для управления приводом тянущей клети и подачей расплава в кристаллизатор l3 Недостаток этого способа заключает - ся в том, что датчик прорыва однократуного использования. Наиболее близким по технической сущности к изобретению является способ управления, при котором состояние боковой поверхности слитка в зоне наиболее веро- ЯТНО1ЧЭ прорьша его оболочки контролирует ся с помощью специального датчика. Процесс литья прерывают, как только выходной сипнал датчика достигнет величннь соответствующей жидкому состоянию металла f 2 . Недостаток известного способа управ ления состоит в том, что он существенно снижает производительность процессе. Это связано с тем, что при аварийных ситуациях датчик прорыва, выполненный в виде кожуха, окружающего слиток на выходе кристаллизатора, попадает в atyssy действия струи расплава, часто повреао- , дающей не только кожух прибора, но и его чувствительный элем«1т. После аварийной снтуаюга процесс литья приходится прерывать на время, необходимое для замены датчика. Цель изобретения - повьшение прояаводительности процесса непрерывного гори- зонтальнохх литья. Поставленная цепь достигается тем, что согласно способ управления процессом непрерывного горизонтального яитья. включающему изменение режимов движения слитка, измерение скорости его перемещения и подачу расплава в металлоприемник во время остановок слитка, измеряют отношение скорости изменения уровня расплава в металлоприемшпсе к скорости перемещения слитка, при отклонении его от заданного значения переходят к режиму обратного перемещения слитка в кристаллизатор и возобновляют периодическое вытягивание слитка из кристаллизатора, заданную величину отнощенна скорости изменения уровня расплава в металяоприемнике к скорости перемещения слитка принимают равным 5 9l где S-f - площадь поперечно го сечеюш слитка; - площадь поверхности расплава в металлоприемннке; . ПЛОТНОСТЬ металла в слитке плотно- сть расплава. В основу преялагаемого способа управ ления процессом непрерывного горизонтального литья положен .контроль отаоше- ния массы расплава, удаляемого из мета лоприемника, к приращению массы слитка в единицу .времени. Если прорыва оболочки нет, то по закону сохранения массы скорость приращения массы слитка VS f равна массовому расходу расплава из металлоприемника liS 2 (здесь обозначены Vскоростьдвижения слитка; - скорость изменения уровня расплава в металпонриемнике). Поэтому выполнение равенств Jil Il5l. V .- . является показателем нормального хода разливки, а его нарущение - признаком аварийной ситуашш. На чертеже приведена схема, поясняю щая предлагаемый споооб. Под сливным носком разливочного ковща 1 установлен ме таллоприемниу 2 с горизонтальным кристаллизатором 3. За зоной вторичного охлаждения слитка 4 размещены тянущая клеть 5, рольганг 6 и датчик 7 скорости движения слитка. Выход датчика 7 и выход измерителя 8 скорости изменении уровня расплава в металпоприемнике соединены со входами функционального преобразователя 9, которого подключен ко входу элемен сравнения. Второй вход элемента сравнения соединен с задатчиком li а вьссод - с блоком 12 управления приводом валков тянущей клети 5 и блоком 13 управления приводом поворота ковща. Пример Рассматривают улравлемяе процессом непрерывногчз гориаон- ального литья при следующих условиях: диаметр слитка cl.j Ю см; ;дааметр еталлоприемника ч 15 см; плотность металла в слитке P 7 г/см; плот ность расплава р 6,85 скорость вытягивания слитка V « 2 см/с j скорость обратного хода YQ -i Ю см/cf коэффициент передачи датчика скорости движения слитка К 1 В. с/см; коэффициент передачи измерителя скорости изменения уровня расплава в металлоприемнике Ку 5 В-с/см., В этом случае отношение И /V , соответствующее нормальному ходу процесса, равно О,46, и на выходе задатчика 11 устанавливают сигнал Up , равньй (КУ/КС ) 0,,3 В, На выходе функционального преобразователя 9 формируется сигнал U , равньй отнощению сигнала U/z. на выходе измерителя 8 скорости изменения уровня к сигналу Uo, на выходе Датчика 7 скорости движения слитка. Ерлн прорьгоа оболочки сяитка нет. То в процессе его вытягивания из кристаллизатора уровень в метаплоприемнике снижается со скоростью bj,, 0,92 см/с и на вход элемента сравнения Ю nocTynai. ет сигнал ,г«. Поскольку Uj UQ на выходе элемента сравнения 10 сигнала нет и процесс разливки идет в заданном режиме, т.е. периоды движения слитка чередуются с паузами, а во время пауз расплав доливается в металлоприеа щик. Допустим, что во время вытягивания слитка на кристаллизатора происходит прорыв его оболочки и образовьтается отверстие сечением 1 см . Тогда скорость Ь снижения уровня в металлоприемнике возрастает до величины, определяемой текущкм напором fl . TiaK, например,. при ii 1м параметр f) увеличивается до 3,45 см/с, отнощение /V возрастает до 1,72, а сигнал 0 до 8,6 В, На выходе элемента сравнения появляется отрицательное напряжение U f (Цз-и)0 , вследствие чего привод тянущей клети реверсируется и слиток перемещается в кристаллизатор. Кроме того, в блоке 13 срабатывает элемент, запрещающий подачу расплава в металлоприемник из ковща 1. Во время обратного хода.поврежденё ного слитка со скоростью V(7 Ю см/с имеем: скорость подъема уровня распла- ва в металполрие ушикё Q 1,95 см/с{ 0/j « 9,75 В; 10 В; О,97б В Вшоду того, что Up7 Ш на входы блоков управления 12 и 13 воздействует поло жительаый.сигнал обратный ход слитка продолжается. Как только поврежденный участок его псшерхности входит в кристаллизатор и поток расплава через место прорьша прекращается, скорость подъема уровня в метолж приемнике воэ растает до 4,6 см/с. Тогда сигнал /г увеличивается до 23 В, а сигнал U до 2,3 В. Напряжение ид на выходе сравнения Ю исчезает и обратный ход слитка прекращается. По истечении времени паузы вытягива ние слитка в заданном режиме продолжа. ется. Таким образом, предлагаемый способ управления непрерывной разливкой позволя ет автоматически прекратить процесс в прорыва оболочки слитка, ликвидировать аварийную ситуацию и возобиовита| заданный режим работы. За счет устранения вспомогательных щерадий (замены датчиков прорыва) на 5-7% повышается производительность процесса и упрощается эксплуатация оборудования. По предварительным расчётам экономический эффект, ожидаемьШ от saet рения предлагаемого способа управления на одной установке непрерывного горизонтального литья составляет 10-15 тьго. в год. Формула из обретения Способ управления Ардшйеом непре-. рьшного горизонтального литья, включаю щий изменение режимов движения слитка, измерение скорости его перемещезпш и цодачу расплава в металлоприемник во эремя остановок слитка, отличающийся тем, что, с пелью яовышения производительности процесса, дстолнительно измеряют оояошениескорости изменения уровня расплава в металлоприемнике к скорости перемещения слитка, при откло нении его от заданного значение переходят к режиму обратнсях) перемещения cnsicrка в кристаллизатор и возобновляют пертю- дическое вытягивание слитка из кристалпи- затора, как только указанное отнощениз скоростей достигнет заданного значения, которое принимают равным S j: / где площадь поперечнс«го сечения оштка; 5я-- площадь поверхности расплава в металлоприемнике; - плотность металла в слитке; fj. плотность распл ша. Ист ушики информации, принятые во вяимание гфи экспертизе С Патент США № 3786856, кд. 164-4, 1&72. 2. Патент США № 3537505, кл. 164-4, 1970.
o
