(54) УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ РЕЗКИ ТОРЦОВ ТРУБ

| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ ТРУБ | 1994 |
|
RU2089366C1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Устройство для фасонной резки труб | 1986 |
|
SU1388217A1 |
| Устройство для резки обечек | 1975 |
|
SU524632A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1992 |
|
RU2028903C1 |
| Устройство для фасонной резки труб | 1989 |
|
SU1680455A1 |
| Установка для обработки цилиндрических изделий | 1990 |
|
SU1773656A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ НЕПОВОРОТНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2053065C1 |
| Стенд для сборки обечаек с продольным швом | 1976 |
|
SU610646A1 |
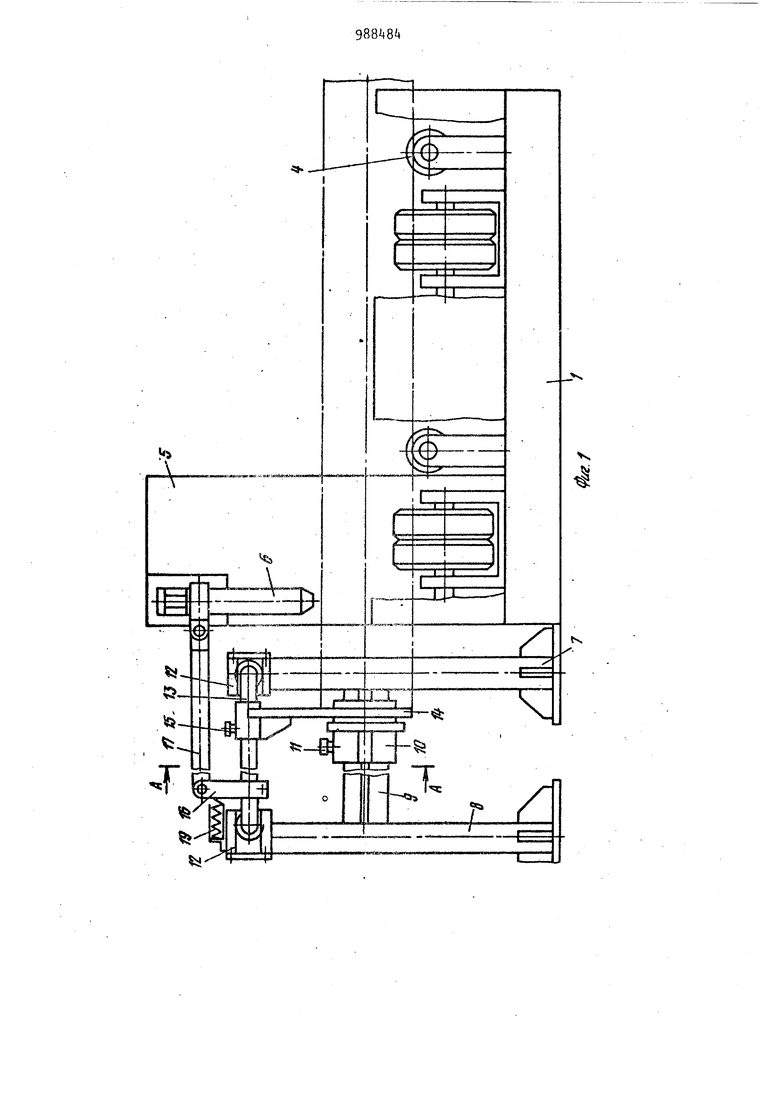
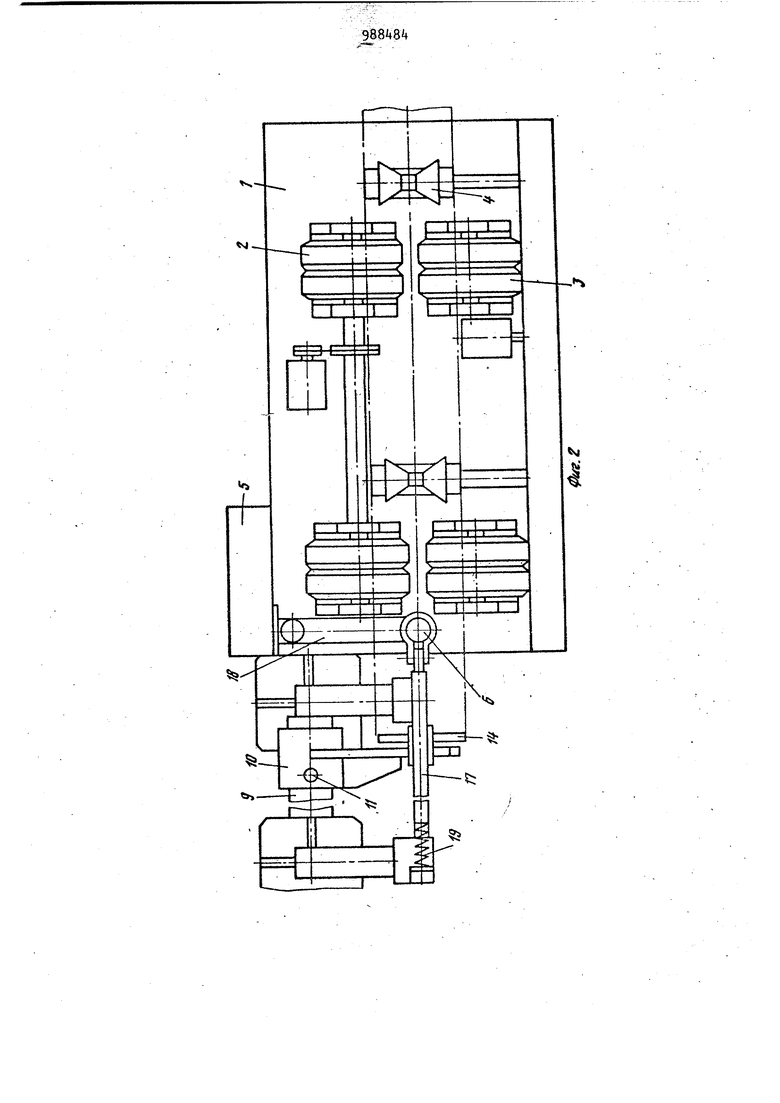
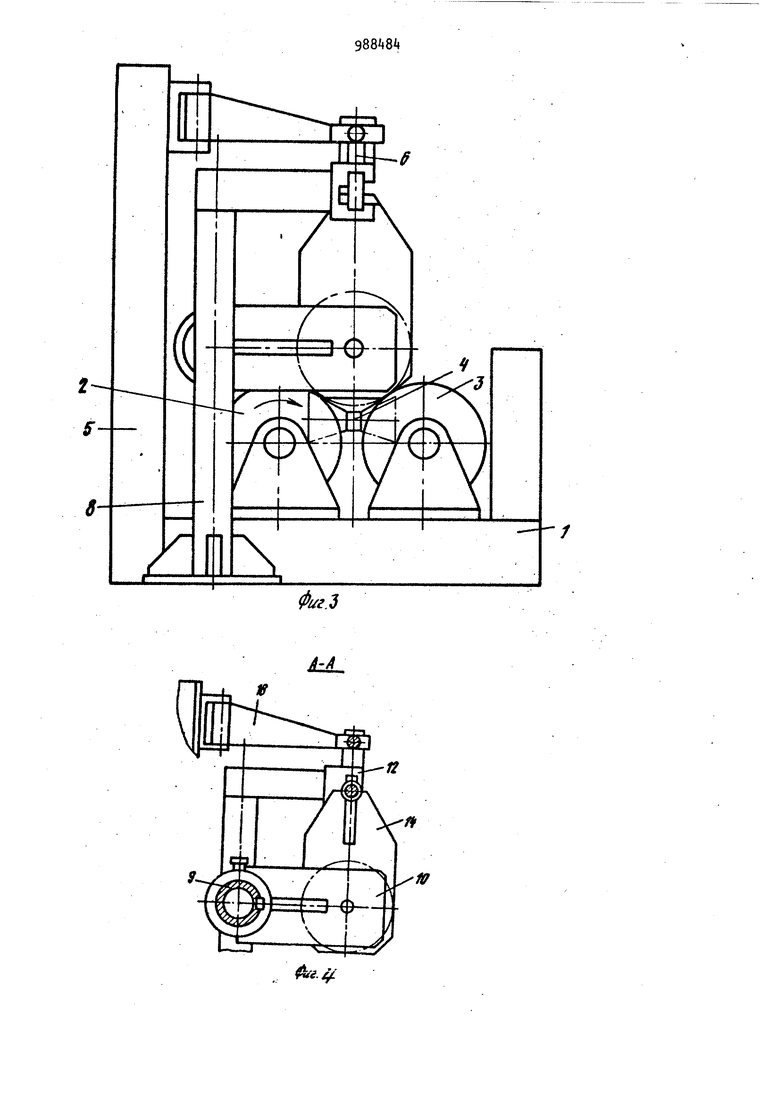
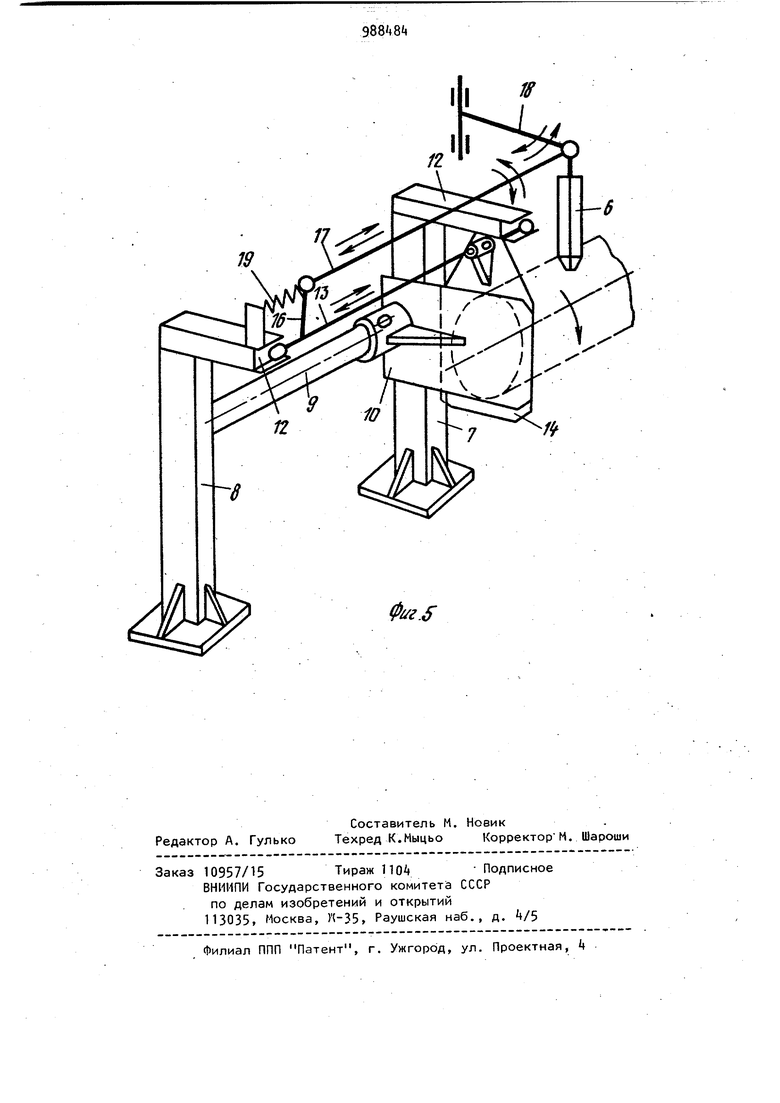
Изобретение относится к машиностроению и может быть использовано в химическфй, нефтяной и других отраслях промшыленности, например для изготовления сосудов и металлоконст рукций из труб. Известен стенд для резки трубы на обечайки, содержащий приводную и холостные роликоопоры,тележку с резаком и механизм упора со струбциной flj . Наличие струбцины, рычага и шара с обоймой свидетельствует о том, что трубу перед резанием на обечайки выс тавляют и закрепляют, а после резания ее йа обечайки оставшуюся .закрепленную обечайку открепляют OTf струбцины и удаляют со стенда. Это требует увеличения подготовительно-заключительного времени на да ную технологическую операцию, и еледовательно ведет к удорожанию изготовления изделия. Особенно этот недостаток заметен при крупносерийном и массовом производстве. Попытка изготовить стенд без устройств для закрепления вращаемой относительно своей оси трубы не имеет успеха по той причине, что образующийся в результате плазменной резки торец обечайки неровен, чаще всего получается в виде спирали с уступом. Поэтому торец обечайки для последую1дей его сварки, например, с торцом крышки, необходимо подвергнуть механической обработке. Эта механическая операция требует как дополнительных материальных затрат, так и затрат времени, что соответственно отрицательно сказывается на таких экономических показателях, как себестоимость изготовления, продукции и производительность труда. Известно также устройство для тепловой резки труб, содержащее смонтированные на раме приводные и холостые роликоопоры и узел обеспечения перпендикулярности торца обечайки ее продольном оси, связанный с резаком 2 J. Недостаток этого устройства заключается в наличии контрольного шаблона, входящего в узел обеспечения перпендикулярности торца обечайки ее продольной оси, который ус танавливают перед резкой на трубе и закрепляют, а после окончания резки трубы раскрепляют и снимают, на что естетственно, требуются дополнитель ные затраты времени, характеризуемо как подготовительно-заключительное время, что ведет к снижению произво дительности труда и повышению себес тоимости изготавливаемой продукции. Целью изобретения является повыш, ние производительности. Поставленная цель достигается тем, что устройство для резки торцо ;труб, содержащее смонтированные на раме приводные и холостые роликоопо ры и узел обеспечения перпендикуляр ности торца обечайки ее продольной оси, связанный с резаком, снабжено закрепленными на раме двумя связанными между собой балкой стойками с пазами, в которых смонтирована направляющая, а узел обеспечения перпендикулярности торца обечайки ее продольной оси выполнен в виде двух пластин, одна из которых смонтирована на упомянутой балке с возможностью поступательного перемещения вдоль продольной оси трубы и фиксации на заданную длину обечайки, а другая установлена на указанной направляющей, при этом устройство снаб жено закрепленным на направляющей ры чагом с тягой, шарнирно соединенной с рычагом, а резак закреплен на упо мянутой тяге, причем тяга подпружинена к одной из стоек. На фиг, 1 изображено устройство для резки труб, общий вид; на фиг,2 то же, вид сверху; на фиг, 3 - вид на устройство со стороны узла обеспечения перпендикулярности на фиг, 4 - разрез Л-А на фиг.1; на фиг. 5 устройство в аксонометрии. Устройство содержит раму 1, на .которой установлены приводные роликоопоры 2, холостые роликоопоры 3 и рольганг . Сбоку к раме 1 присоединена траверса 5 с реза+сом 6. Рядо с рамой на фундаменте установлены и закреплены стойки 7 и 8, объединенные балкой 9, которая несет пластину 10. Пластина соединена с балкой с возможностью поступательного движения относительно нее и жесткой фиксации (стопорения) ее от поступательного перемещения винтом 11 при окончательной настройке на определенную длину отрезаемой обечайки, К верхним торцам стоек 7 и 8 присоединены кронштейны 12, в пазах которых на роликах размещена направляющая 13, несущая пластину It, которая стопорится относительно направляющей 13 винтом 15. На направляющей 13 неподвижно закреплен рычаг 16, соединенный шарнирно посредством тяги 17 с резаком 6, который шарнирно посредством кронштейна 18 крепится на траверсе 5- На рычаг 1б действует пружина сжатия 19 и при отсутствии обечайки пластина 14 под действием этой пружины находится в крайнем правом положении, Резку труб на обечайки на устройстве осуществляют следующим образом. Трубу кладут на рольганг 4 и подают в направлении к стойке 7- Торец трубы, дойдя до пластины k, поджимает его к неподвижной пластине 10, преодолевая сопротивление пружины 19После остановки трубы рольганг 4 опускают. Труба ложится на роликоопоры 2 и 3, осуществляют вращение ее относительно продольной оси при помощи приводных 2 и холостых 3 роликоопор и разрезание на обечайки. При продольных перемещениях трубы следящая пластина 14 под действием пружины 19 в контакте с торцом трубы сообщает эти перемещения через рычаги 16 и тяги 17 резаку 6, который может перемещаться вдоль оси трубы с помощью шарнирной подвески на траверсе 5. Это обеспечивает ровный и точный рез, соответствующий поверхности торца трубы, который прилегает к следящей пластине 14, Использование предлагаемого устройства позволяет повысить производительность резки за счет сокращения времени на установку и крепление контрольного шаблона с обеспечением при этом необходимой точности реза, исключающей дополнительную механическую обработку торцов заготовок. Формула изобретения Устройство для тепловой резки торцов труб, содержащее смонтированные на раме приводные и холостые роликоопоры и узел обеспечения перпендикулярности торца обечайки ее продоль ной оси, связанный с резаком, отличающееся тем, что, с целью повышения производительности, устройство снабжено закрепленными на раме двумя связанными между собой балкой стойками с пазами, в которых смонтирована направляющая, а узел обеспечения .перпендикулярности торца обечайки ее продольной оси выполнен в виде двух пластин, одна из которых смонтирована на упомянутой балке с возможностью поступательного перемещения вдоль продольной оси трубы и фиксации на заданную длину, обечайки, а другая установлена на указанной направляющей, при этом устройство снабжено закрепленным на направляющей рычагом с тягой, шарнирно соединенной с рычагом, а резак закреплен на упомянутой тяге, причем тяга подпружинена к одной из стоек. Источники информации, принятые во внимание при экспертизе . 1. Авторское свидетельство СССР Н- З-НбО, кл. В 23 К 7/0, 1968. 2. Патент США № k}ltBk67, кл. 266-57, 1979 (прототип).
sl
V
4s.
Ю
.S
