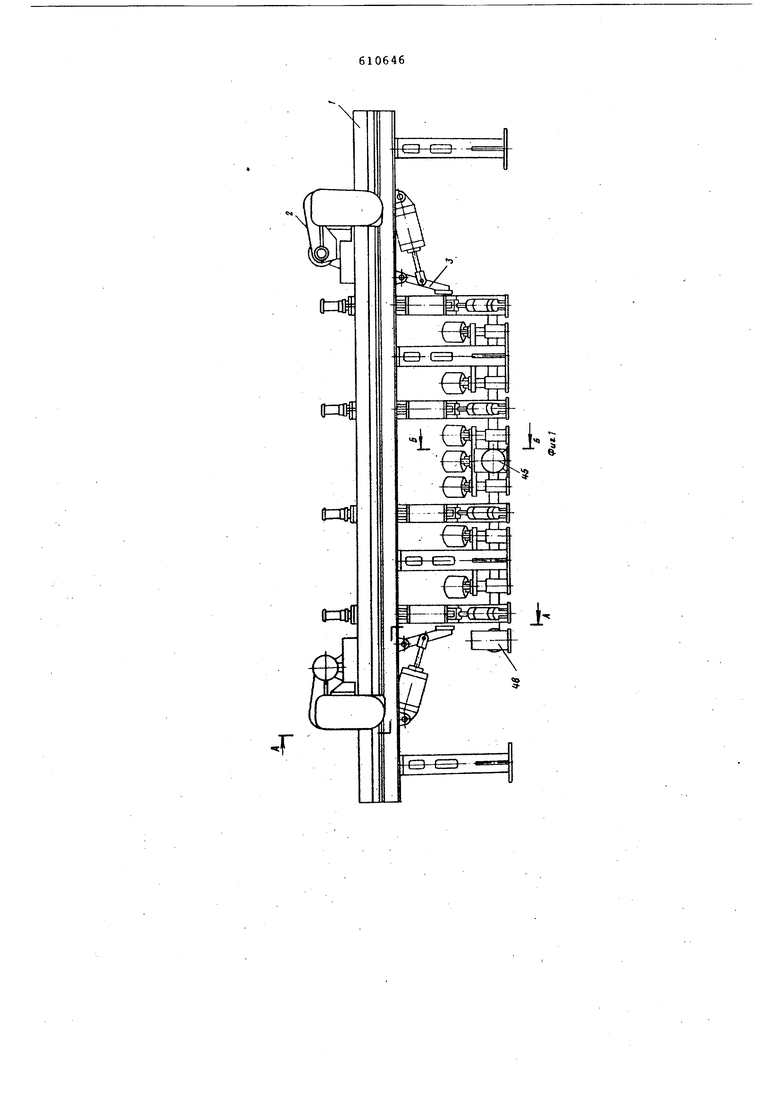
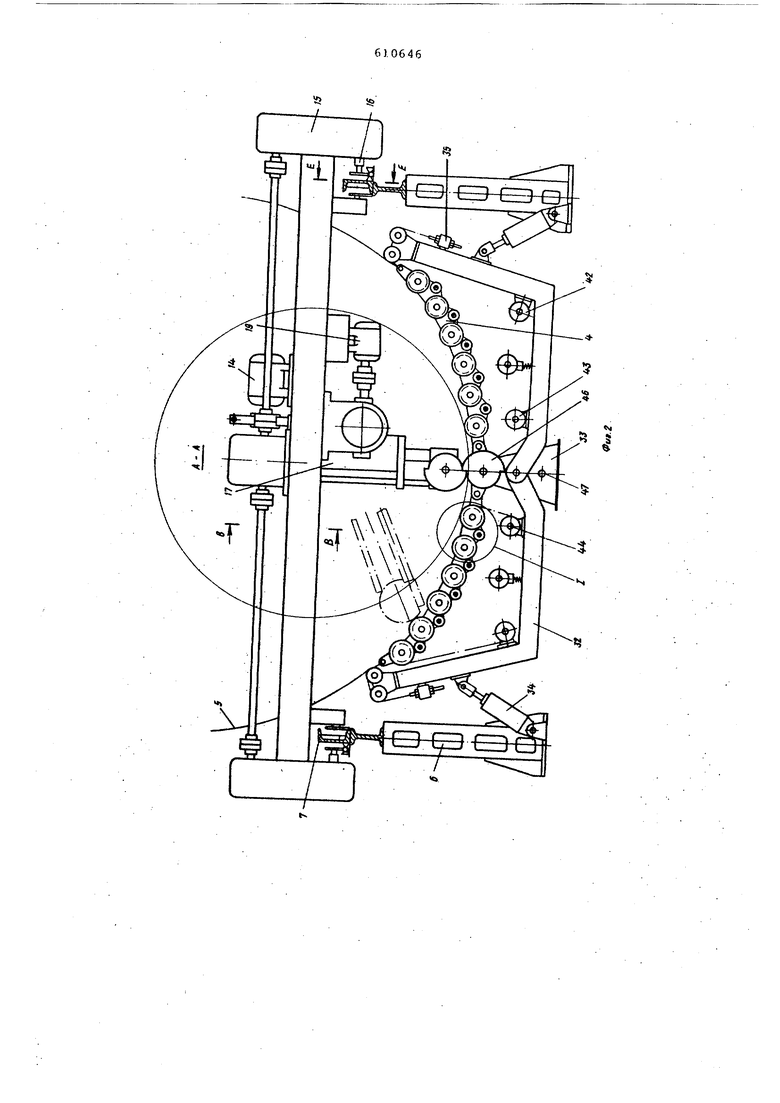
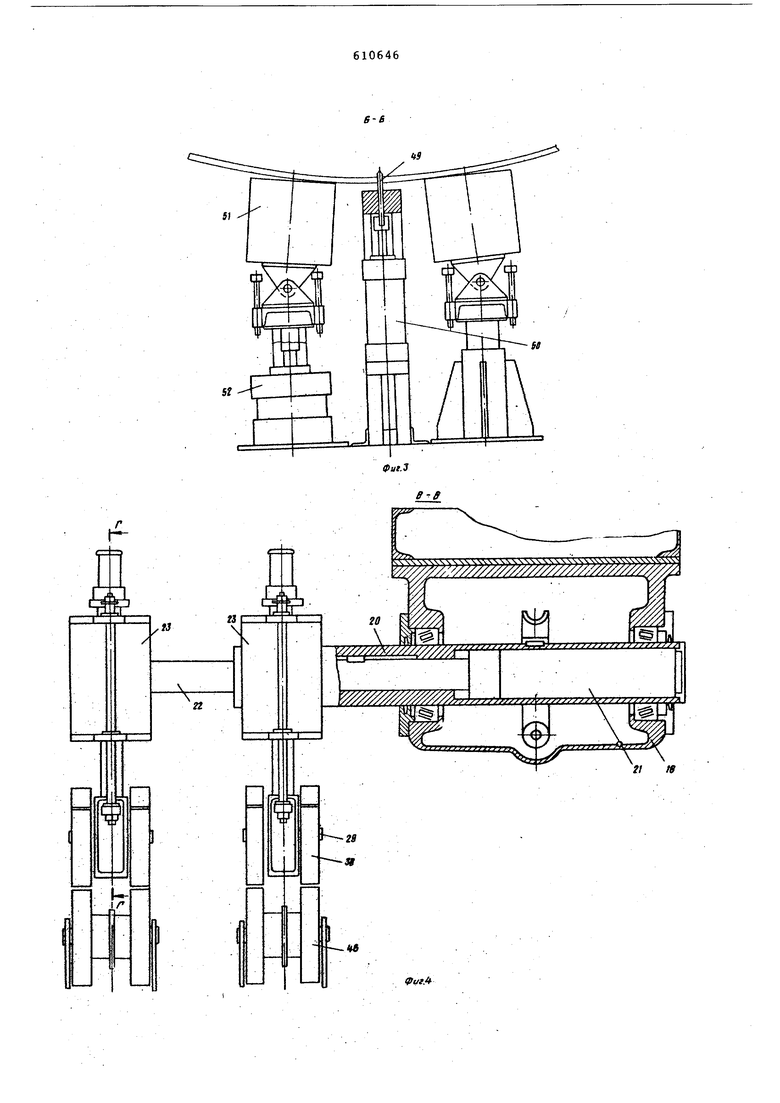
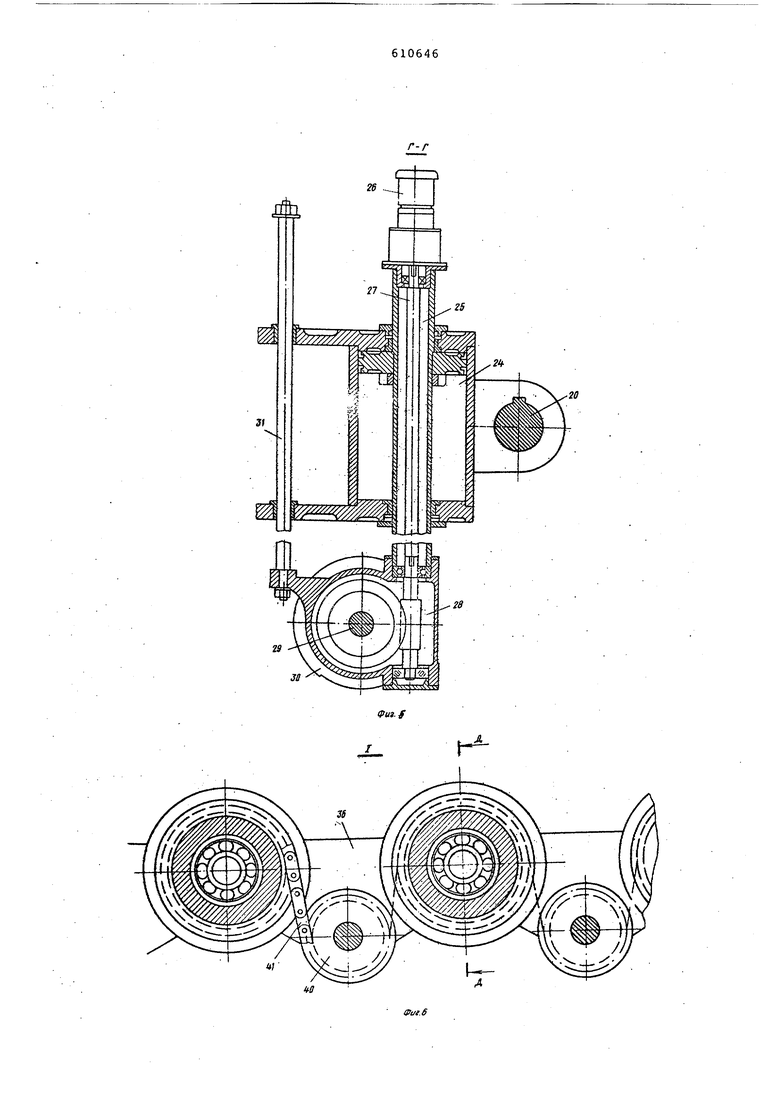
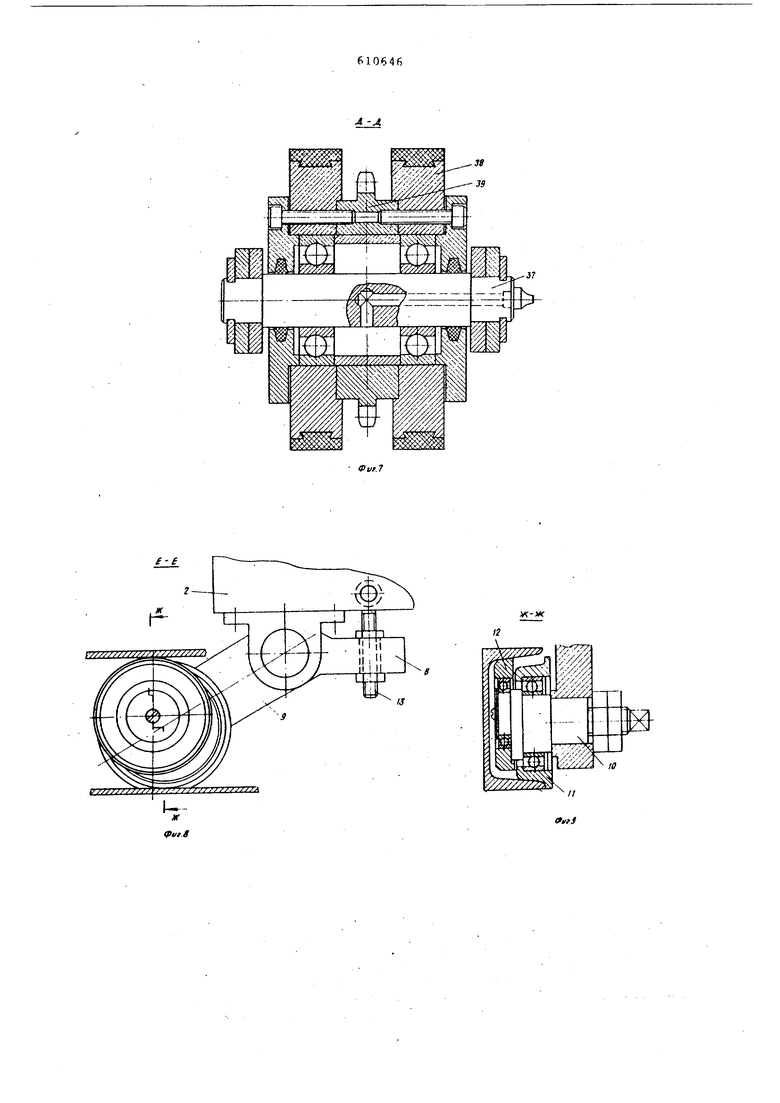
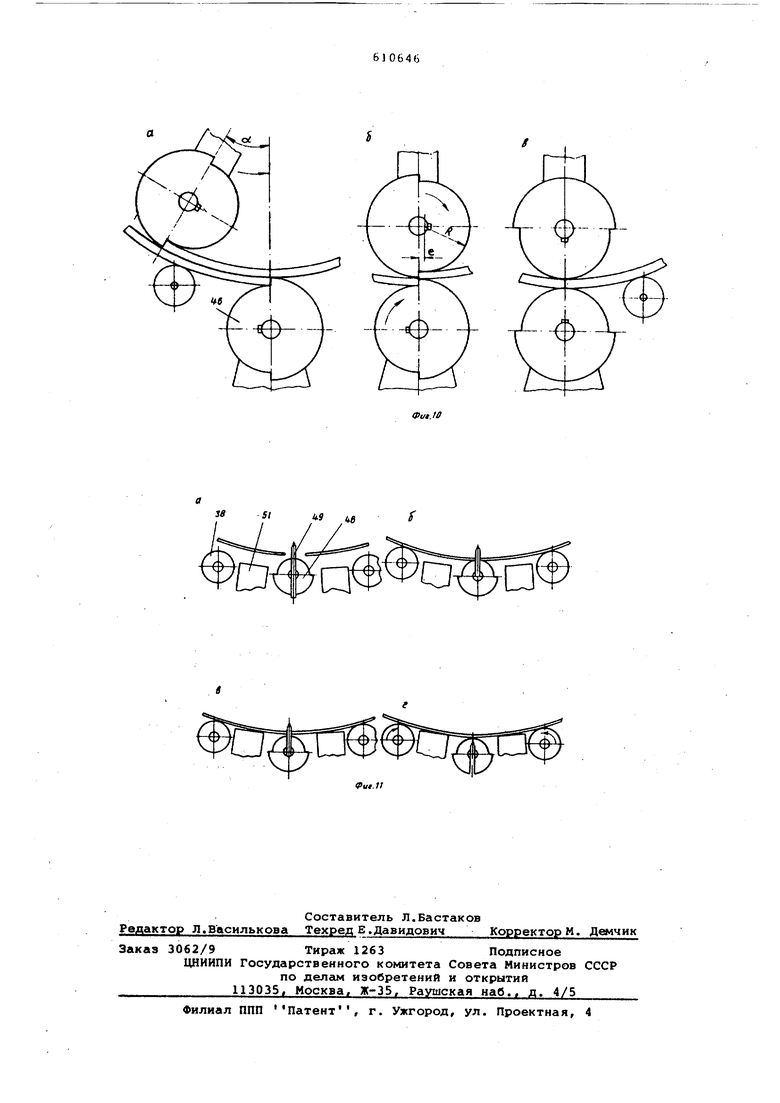
(54) СТЕНД дая СБОРКИ ОБЕЧАЕК С ПРОДОЛЬНА ШВОМ ших диаметрах может быть недостаточным усилие сведения кромок что приведет к неточности и плохому качеству сборки стыков обечайки. В предлагаемом стенде с целью пов.ыЬ1ения точности совмещения кромок при сборке обечаек с недовальцованными и перевальцованньами кромками на основании закреплены приводные электромагниты для поддерживания кромок, и стойки Иа которых установлены шарнирно соеди венные между собой рамы, а на общем валу смонтированы приводные эксцентриковые кулачки для совмещения продольных кромок, снабженные подвижными клиньями, фиксирующими зазор между кромками, при этом роликоопоры смонтированы на рамах и выполнены в виде шар нирно соединенных между собой опор, Каждая из которых содержит два обреэиненных катка и ведомую звездочку, смон тированные на одной оси, причем на рамах закреплены ведущие звездочки, взаг Имодействующие с ведомыми звездочками а на приводных тележках смонтированы вьщвйжные поворотные консоли с приводмыми эксцентриковыми кулачками и шарнирно -установлены двуплечие рычаги, н сущие блок колес для перемещения по направляющим. Такое конструктивное выполнение ро ликоопор в виде гибких гирлянд и приводных Тележек с механизмами совмещения продольных кромок обечайки позвол ет повысить -точности совмещения кромок при сборке обечаек с перевальцованным и недовальцованными кромками. На фиг. 1 изображен предлагаемый ртенд для сборки обечаек с продольным швом, общий вид; на фиг. 2 - разрез по А-А на фиг. 1;на фиг. 3 - разрез по Б-Б на фиг. I; на фиг. 4 - разрез по В-В на фиг. 2; на фиг. 5 - разрез по Г-Г . 4 на фиг. б - узел I на фиг. 2; на фиг. 7 - разрез по Д-Д на фиг. 6; на фиг. 8 - разрез по Е-Е на фиг. 2; .на Фиг. 9 - разрез по Ж-Ж на фиг. 8; на фиг.10 - последовательность сборки обечайки с перевальдованньвли кромка;ми внахлестку на фиг. 11 последовательность сборки обечайки с недовальцованньпли кромками в зазор. Стенд состоит из основания 1, на котором установлены две торцовые приводные тележки 2 с механизмом 3 вырав нивания торцовых кромок, а эстакады размещены роликоопоры 4 для поддержания обечайки 5, Основание представляет собой четыре опоры 6, попарно связанные с помощ двутавров, на каждом из которых закре лена швеллер-Направляющая 7, служащая опорным рельсом для перемещения торцовых тележек 2.. Каждая тележка опирается на четыре колесно-рычажные системы 8, которые взаимодействуют с направляющими 7. Одна колёсно-рычажная система состоит из двуплечего рычага 9 (фиг. 8), оси 10 с эксцентриковыми шейками, колеса 11 с ребордами, колеса 12 безребордного и ушкового болта 13 с крепежом. Привод передвижения тележки осуществляется от электропривода 14 через реуктор 15 и зубчатую пару шестерня-рейка 16 . Каждая тележка снабжена ловоротновндвижной консолью 17, выполненной в виде червячного редуктора 18 с электроприводом 19 поворота и специальным консольным валом 20 фиг, 4).Внутри консольного вала 20 имеется полость 8 виде плунжерного гидроцилиндра 21 со штоком 22., На консольном валу 20 и штоке 22 закреплено по одному верхнему механизму 23 совмещения продольных кромок. Каждый механизм совмещения состоит из специального пневмоцилнндра 24 (фиг.4) с полым штоком 25, где на одном конце закреплен электропривод 26 с промежуточным валом 27, а на другом - редукторная головка 28 с червячной парой и двумя консольными валами 29. На последних закреплено по эксцентриковому кулачку. 30, а для предотвращения возможного пр1оворачивания редукторной головки 28 вокруг оси штока 25 служит направляющая штанга 31. Роликоопоры 4 смонтированы на рамах 32, подвешенных к стойкам 33 с возможностью качания от гидроприводов 34. На рамах 32 ;через регуляторы 35 натяжения подвешены роликоопоры в виде,шарнирно соединенных опор 36 (фиг. 6,7), между которыми на осях 37 и на подшипниках насажены п зиводные обрезиненные катки 38, последние сдвоены через ведомую звездочку 39 (фиг.7). Внутри каждой опоры между соседними катками закреплены отклоняющие ролики 40 для лучшего обхвата звездочек цепью 41, Для натяжения приводной цепи 41 на раме установлено натяжное устройство 42. Привод осуществляется через ведущую звездочку 43 и карданные валы 44 от электропривода 45. По оси симметрии стенда на стойках 33 установлены нижние эксцентриковые кулачки 46 совмещения продольных кромок, ПРИВОД поворота их производится через общий вал 47 от электропривода 48. Между стойками 33 по оси симметрии стенда установлены подвижные клинья ,49 (фиг, 3) , вводимые в зазор между кромками обечайки 5 при сборке недовальцованных обечаек. Подъем и опускание клиньев 49 производится от пневмоциЛИНдров 50. Симметрично относитв:1ьно оси стенда в ряд установлены приводные электромагниты 51 со свободной ориентацией поп рек продольной оси обечайки. Подъем и опускание производится от пневмоцилинцра 52. Работа стенда осуществляется по сле дующим двум вариантам. Первый вариант. ОбечаПка на сборку подается со сведенными внахлестку продольными кромками (перевальцовка кромок) . Второй вариант. Обечайка на сборку подается с разведенными продольными кромками в зазор (недовальцовка кромок) Первый вариант сборки. Обечайку 5 цеховым краном устанавливают сверху на обрезиненные катки 38 и производят гидроприводами 34 регулировку обхвата обечайки снизу, чтобы роликоопора привяла точную форму собираемой обечайки. Обрезиненными катками 38 (фиг. 7) ориентируют обечайку стыком вниз так, чтобы нижняя кромка обечайки 5 уперлась в выступь) (справа или слева) кулач ков 46, установленных выступами по ос симметрии остенда (фиг. 100.). Затем осуществляют выравнивание тор цов обечайки по длине. Для этого тележ ки 2 перемещают по направляющим 7 до упора в торцы обечайки 5 механизмов 3 выравнивания и поджимают пневмоцилиндрами упоры механизмов выравнивания. При этом выступающие торцы обечайки перемещаются (сдвигаются) до тех пор,. пока обе крсмки одного и того же торца не окажутся в одной плоскости. После выравнивания торцов, в зависимости от длины обечайки, вьщвигают во внутрь обечайки 5 поворотно-вьвдвижные консоли 17 или одну из них (в зави симости от длины обечайки), после чего эксцентриковыми кулачками 30 верхних механизмов 23 совмещения захватывают верхнюю кромку, поджимают к внутренней поверхности обечайки 5 и производят по ворот консолей 17 на угол оС до совмещения кромок (фиг, 10(5) , Далее поворачивают одновременно вер ние кулачки 30 (с эксцентриситетом ё и радиусом и ) и нижние кулачки 46, соединяют кромки, ликвидируя перепад и Tto Диаметру (фиг. 10в ). После соединения кромок подводят к; ним электр 1агниты 51, пневмоцилиндрами 52 включают последние и переключают действие пневмоцилиндров 52 вниз, обес печивая удержание кромок и прижатие их к обрезиненным каткам 38 фиксация крЬ ок и обечайки с соблюдением ;формы). Пот еж убирают конссзли 17 с механизг ла14Я 23 совмещения путем подъема пос1педних пневмоцилиндром 24 и откатыва кием тележек 2 от обечайки S. Затем осуществляют прихватку стыка с внутренней части обечайки непосредствённо по шву, так как ничто не м«яа,ет подходу к стьпсу. После прихватки электромагниты 51 выключаются, обечайку снимают вверх краном и передают на стенд сварки продольного стыка. Второй вариант сборки. Обечайку 5 устанавливают цеховым краном сверху на обрезиненные катки 38, предварительно повернув ее стыком вниз по оси симметрии стенда (фиг. Ни). Для п)едотвращения сборки кромок обечайки внахлестку в зазор между кромками вводят подвижные клинья 49 от де ствия пневмоцилиндров 50 (фиг. 11 О. ) . Под действием собственного веса обечайки 5 кромки ее сходятся до упора в клинья 49. Затем к кромкам подводят электромагниты 51 пневмоцилиндрами 52, включают электромагниты и переключают действие пневмоцилиндров вниз, обеспечивая прижатие кромок к каткам 38 и нижним кулачкам 46, образуя фо)му обечайки по низу в диаметр, т.е. ликвидируется перепад кромок по диаметру (фиг. 116 ). Потом осуществляют выравнивание торцов обечайки по длине. Эту операцию производят точно также, как и в первом варианте. После выравнивания торцов обечайки клинья 49 убирают вниз от действия пневмоцилиндров 50, и зазор между .кромками ;1иквидируется, так как .обечайка за счет собственного веса скользит своей поверхностью по каткам. Если этого усилия недостаточно, то включают вращение обрезиненных катков навстречу к оси симметрии стенда (стыка). После .стыковки кромок обечайки 5 тележки 2 откатывают от торцов обечайки и производят прихватку стыка изнутри обечайки. Далее электромагниты 51 выключают, обечайку снимают вверх краном и передают на стенд продольного стыка. Использование изобретения позволяет за счет роликоопор, смонтированных на рамах, осуществлять сборку с большим диапазоном Диаметров с исключением деформации формы и повысить качество сборки стыка обечайки. Экономическая эффективность от внедрения изобретения составит около 5 тыс. Формула изобретения СтеНд для сборки обечаек с продольным швом, содержащий основание с направляющими, в которых установлены приводные тележки с механизмами выравнивания торцовых кромок, а также ролико опоры о т л и ч а ю щ и и с я тем, . что, с целью, повышения точности совмещения кромок при сборке обечаек с нёдовальцованными и перевальцованными кромками, на основании закреплены приводные электрсянагниты для поддерживания кромсж, и стойки, на ;которых уставов-, лены шарнирно соединенные между собой рамы, а на. общий валу смонтированы приводные эксцентриковые кулачки для совмещения продольных KpoMok, снабженные подвижяьлот клиньями,фиксирующими зазор
между кромками, при этом роликоопоры смонтированы на рамах и выполнены в виде шарнирно соединенных между собой опор, каждая изкоторых содержит два обрезиненных катка и ведомую звездочку,, смонтированные на одной оси, причем на рамах закреплены ведущие звездочки.
взаимодействующие с ведомыми звездочками, а на приводных тележках смонтированы выдвижные поворотные консоли с приводными эксцентриковыми кулачками и шарнирно установлены двуплечие рычаги, несущие блок колес для перемещения по направляющим.
5f
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки внутренних продольных швов обечаек | 1980 |
|
SU893495A1 |
| Устройство для сборки под сварку продольных стыков обечаек | 1981 |
|
SU946872A1 |
| Устройство для выравнивания торцовых кромок собираемых обечаек | 1987 |
|
SU1581544A1 |
| СТЕНД ДЛЯ СБОРКИ ОБЕЧАЕК С ПРОДОЛЬНЫМ ШВОМ | 1970 |
|
SU271477A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Роликовый стенд для сборки под сварку обечаек цилиндрического корпуса друг с другом и обечайки цилиндрического корпуса с днищем | 2015 |
|
RU2609600C1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Стенд для сборки под сварку | 1986 |
|
SU1425018A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ под СВАРКУ | 1972 |
|
SU332990A1 |
| Стенд для сборки кольцевых стыков обечаек | 1985 |
|
SU1296346A1 |
/(// / ////// /т
fAfjfl
г t9
за
f-e
38SI4J
