(Л
О5 00
со
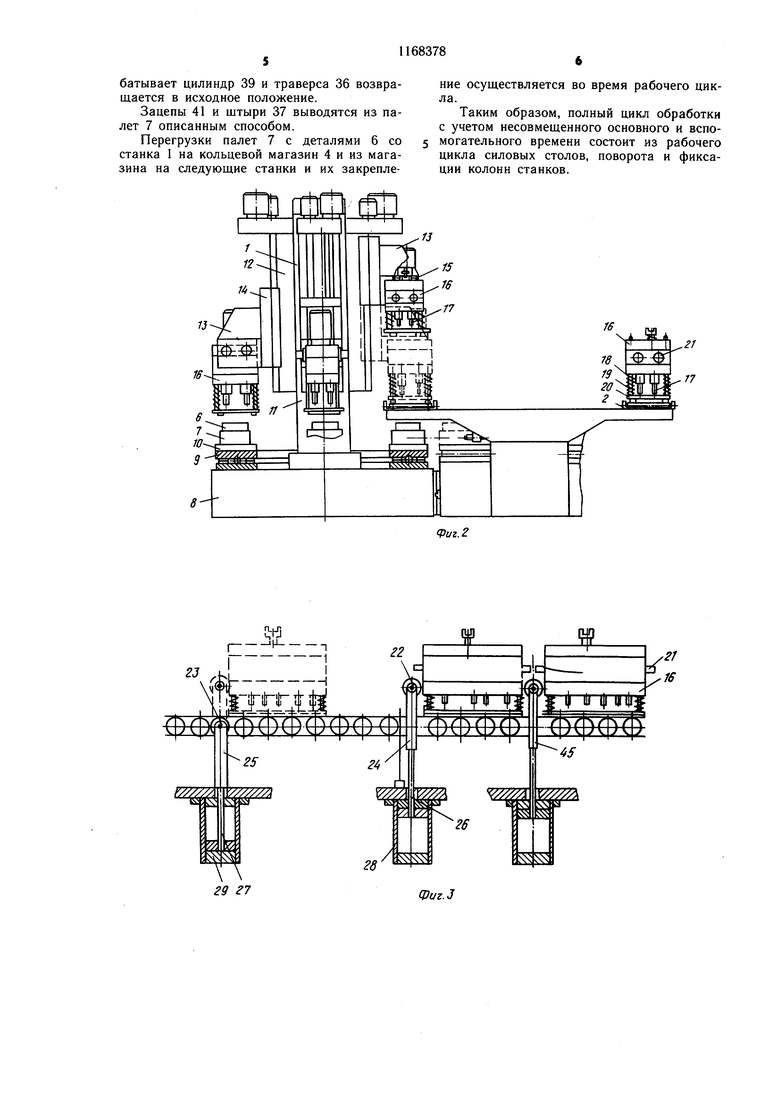
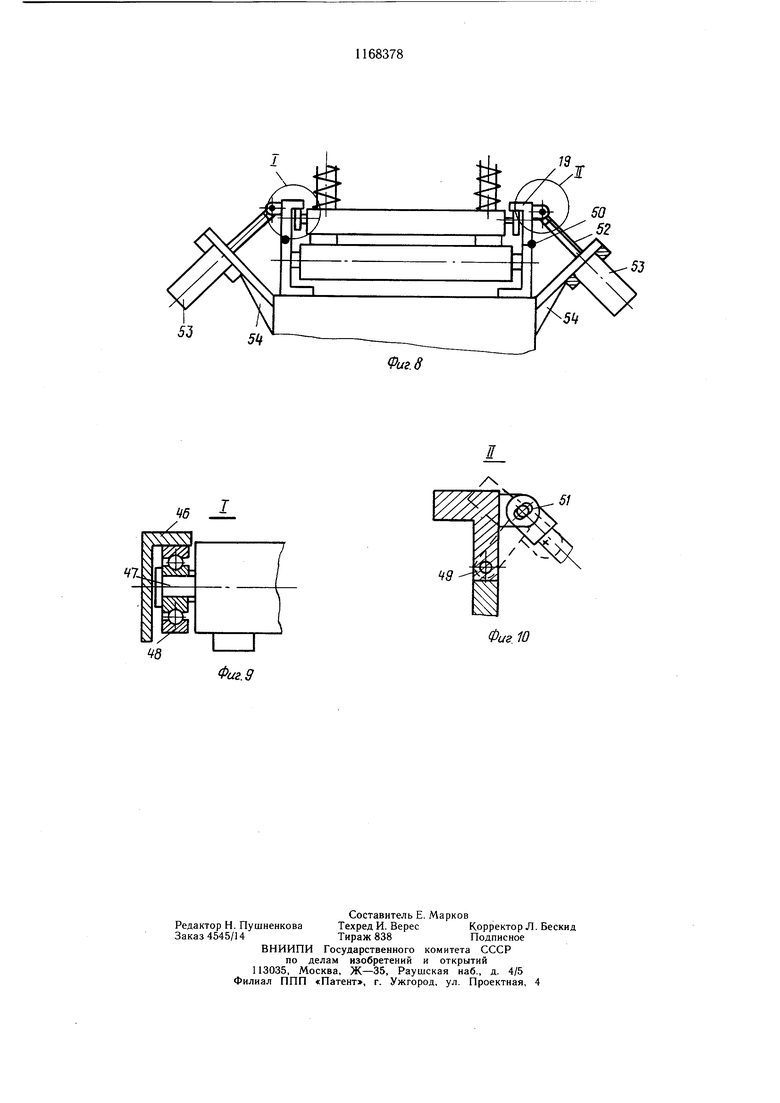
00 Изобретение относится к станкостроению, в частности к обработке на металлорежуш,их станках с автоматической сменой режущего инструмента. Целью изобретения является упрондение конструкции и повышение производительности путем исключения специальных перегрузочных устройств многошниндельных коробок с линии транспортировки и хранения на станок. На фиг. 1 показана предлагаемая линия, общий вид; на. фиг. 2 - станок с рольгангом, на фиг. 3 - упоры транспортера; на фиг. 4 - устройство перегрузки палет с деталями; на фиг. 5 - вид А на фиг. 4; на фиг. 6 - вид Б на фиг. 4; на фиг. 7 - вид полого штыря с зацепом (в увеличенном масштабе); на фиг. 8 - вид опрокидываюн;ейся секции направляющей рольганга; на фиг. 9 - узел I на фиг. 8; на фиг. 10 - узел II на фиг. 8. Линия состоит из идентичных но конструкции вертикальных агрегатных станков 1, горизонтально-замкнутого рольганга 2 с приводными роликами 3, кольцевого магазина 4 и устройства 5 для перегрузки деталей 6 на налётах 7. На станине 8 станка 1 смонтированы кольцевой стол 9 с нриспособлениями 10, новоротная колонна 11 с силовыми столами 12на каждой грани и приводными бабками 13на подвижных платформах 14 силовых столов 12. В рабочих позициях станков 1 на привалочных плоскостях приводных бабок 13 и их центрирующих элементах 15 зафиксированы и закреплены шпиндельные коробки 16 с инструментом 17. Свободные шпиндельные коробки 16 с инструментом 17 установлены на скалках 18 с пружинами 19. Скалки 18 закреплены на кондукторных плитах, которые выполнены в виде палет 20 и размещены на рольганге 2. На торцах шпиндельных коробок 16 установлены платики 21, причем высота нлатиков несколько больше радиуса роликов 22 и 23 выдвижных упоров 24 и 25, которые размещены на щтоках 26 и 27 гидроцилиндров 28 и 29, смонтированных ниже нриводных роликов 3, рольгангов 2 в позиции смены многошпиндельных коробок 16 на станках 1. На кольцевом магазине 4, равнорасположенном относительно центров кольцевых столов 9 станков 1, размещены палеты 7 с деталями 6, обработанными на предыдупхем станке и ожидающими обработки на следующем станке. Конструкция кольцевого магазина 4 аналогична конструкциям кольцевых столов 9 станков 1. На внутренней части станины 30 кольцевого магазина 4 закреплено устройство 31 для перегрузки деталей 6 с палетами 7, состоящее из нанравляющей 32, каретки 33 с приводом в виде гидроцилиндра 34, размещенной на каретке 33 на скалках 35 траверсы 36 с полыми штырями 37. Траверса 36 соединена со штоком 38 гидроцилиндра 39 В полых штырях 37 установлены пружины 40 и выполнены байонетные пазы, в которых помещены зацепы 41, а на торце палет 7 закреплены Г-образные планки 42. Кольцевые столы снабжены упорами 43 и 44. Ниже приводных роликов 3 рольганга 2 в позиции, предшествующей позиции смены шпиндельных коробок 16, установлен выдвижной упор 45. Кроме того, рольганг 2 снабжен направляющими 46, а на кондукторных плитах-палетах 20 на каждой их стороне на осях 47 размещены подшипники 48. Нричем направляющие 46 в позиции смены многошпиндельных коробок на станках 1 имеют откидывающиеся секции 49, установленные на осях 50 и соединенные осью 51 со штоком 52 гидроцилиндров 53, размещенных на кронштейнах 54. Обработка деталей на станках линии и автоматическая смена многощпиндельных коробок производится следующим образом. Кольцевой стол 9 станка 1 осуществляет поворот на шаг зависящий от числа позиций с приспособлениями 10, и фиксируется. Затем начинается цикл обработки деталей на станке. Силовые столы 12 на всех позициях, кроме позиции над рольганго.м 2, осуществляют быстрый подвод щпиндельных коробок 16 с инструментом 17, рабочий ход и быстрый отвод в исходное положение. При начале рабочего хода включается вращение инструмента 17. Обработка может производится на каждом станке одновременно в трех позициях. После окончания рабочего цикла силовых столов 12 осуществляется поворот на один шаг кольцевого стола 9 с приспособлениями 10. Во время обработки при необходимости осуществляется поиск очередных многощпиндельных коробок для замены работающих. Поиск производится непрерывным продвижением свободных шпиндельных коробок 16 с кондукторными плитами-палета.ми 20 по рольгангу 2 с приводными роликами 3. При подходе необходимой шпиндельной коробки 16 к позиции смены у одного из станков 1 линии производится считывание кода. Срабатывает гидроцилиндр 28 и выдвигает упор 24 с роликом 22 перед необходимой шпиндельной коробкой 16. Необходимая многошпиндельная коробка 16 останавливается, а за ней выдвигается упор 45, который отсекает движущиеся следом щпиндельные коробки 16. Шпиндельные коробки, находящиеся впереди упора 24, продолжают двигаться и тем самым освобождают место для установки отработавщей многощпиндельной коробки на рольганге 2.
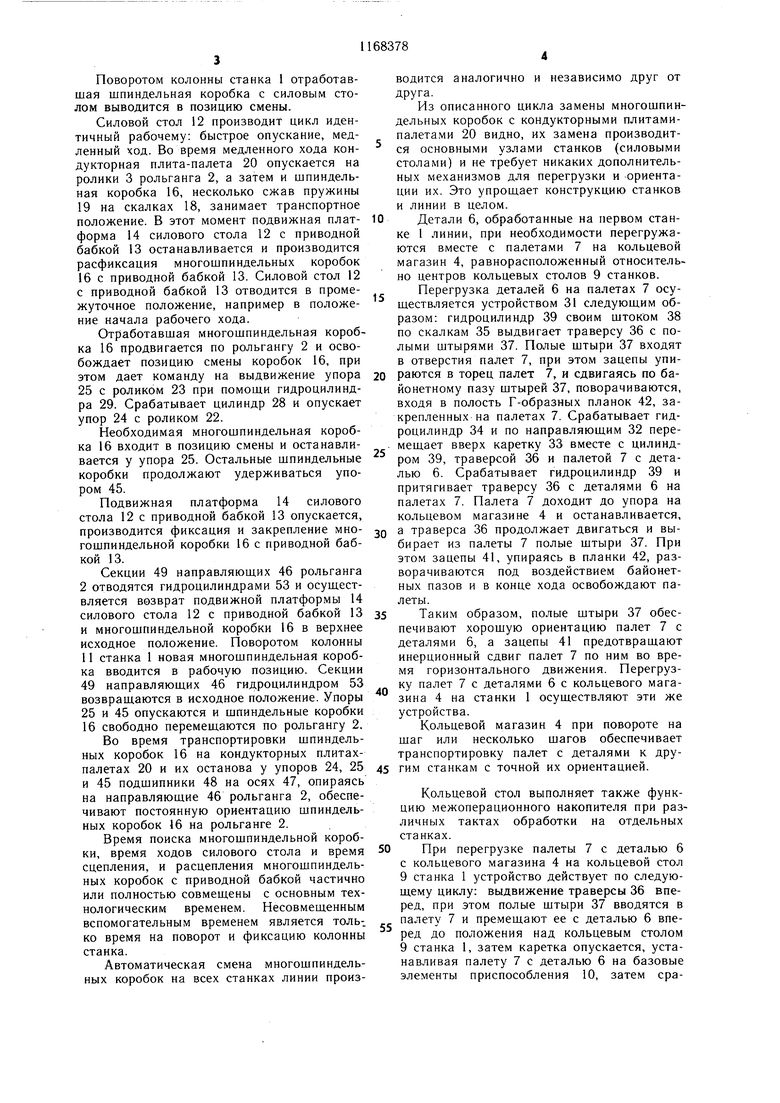
Поворотом колонны станка 1 отработавшая шпиндельная коробка с силовым столом выводится в позицию смены.
Силовой стол 12 производит цикл идентичный рабочему: быстрое опускание, медленный ход. Во время медленного хода коидукторная плита-палета 20 опускается на ролики 3 рольганга 2, а затем и шпиндельная коробка 16, несколько сжав пружины 19 на скалках 18, занимает транспортное положение. В этот момент подвижная платформа 14 силового стола 12 с приводной бабкой 13 останавливается и производится расфиксация многошпиндельных коробок 16 с приводной бабкой 13. Силовой стол 12 с приводной бабкой 13 отводится в промежуточное положение, например в положение начала рабочего хода.
Отработавшая многошпиндельная коробка 16 продвигается по рольгангу 2 и освобождает позицию смены коробок 16, при этом дает команду на выдвижение упора 25 с роликом 23 при помоши гидроцилиндра 29. Срабатывает цилиндр 28 и опускает упор 24 с роликом 22.
Необходимая многошпиндельная коробка 16 входит в позицию смены и останавливается у упора 25. Остальные шпиндельные коробки продолжают удерживаться упором 45.
Подвижная платформа 14 силового стола 12 с приводной бабкой 13 опускается, производится фиксация и закрепление многошпиндельной коробки 16 с приводной бабкой 13.
Секции 49 направляюших 46 рольганга 2 отводятся гидроцилиндрами 53 и осуществляется возврат подвижной платформы 14 силового стола 12 с приводной бабкой 13 и многошпиндельной коробки 16 в верхнее исходное положение. Поворотом колонны 11 станка 1 новая многошпиндельная коробка вводится в рабочую позицию. Секции 49 направляюших 46 гидроцилиндром 53 возвращаются в исходное положение. Упоры 25 и 45 опускаются и шпиндельные коробки 16 свободно перемещаются по рольгангу 2.
Во время транспортировки шпиндельных коробок 16 на кондукторных плитахпалетах 20 и их останова у упоров 24, 25 и 45 подшипники 48 на осях 47, опираясь на направляющие 46 рольганга 2, обеспечивают постоянную ориентацию шпиндельных коробок 16 на рольганге 2.
Время поиска многошпиндельной коробки, время ходов силового стола и время сцепления, и расцепления многошпиндельных коробок с приводной бабкой частично или полностью совмещены с основным технологическим временем. Несовмещенным вспомогательным временем является толь-, ко время на поворот и фиксацию колонны станка.
Автоматическая смена многошпиндельных коробок на всех станках линии производится аналогично и независимо друг от друга.
Из описанного цикла замены многошпиндельных коробок с кондукторными плитаминалетами 20 видно, их замена производится основными узлами станков (силовыми столами) и не требует никаких дополнительных механизмов для перегрузки и ориентации их. Это упрощает конструкцию станков и линии в целом.
Детали 6, обработанные на первом станке 1 линии, при необходимости перегружаются вместе с налетами 7 на кольцевой магазин 4, равнорасположенный относительно центров кольцевых столов 9 станков.
Перегрузка деталей 6 на налетах 7 осуществляется устройством 31 следующим образом: гидроцилиндр 39 своим штоком 38 по скалкам 35 выдвигает траверсу 36 с полыми штырями 37. Полые штыри 37 входят в отверстия палет 7, при этом зацепы упираются в торец палет 7, и сдвигаясь по байонетному пазу штырей 37, поворачиваются, входя в полость Г-образных планок 42, закрепленных на налетах 7. Срабатывает гидроцилиндр 34 и по направляющим 32 перемещает вверх каретку 33 вместе с цилиндром 39, траверсой 36 и палетой 7 с деталью 6. Срабатывает гидроцилиндр 39 и притягивает траверсу 36 с деталями 6 на палетах 7. Палета 7 доходит до упора на кольцевом магазине 4 и останавливается, а траверса 36 продолжает двигаться и выбирает из палеты 7 полые штыри 37. При этом зацепы 41, упираясь в планки 42, разворачиваются под воздействием байонетных пазов и в конце хода освобождают палеты.
Таким образом, полые штыри 37 обеспечивают хорошую ориентацию палет 7 с деталями 6, а зацепы 41 предотвращают инерционный сдвиг палет 7 по ним во время горизонтального движения. Перегрузку палет 7 с деталями 6 с кольцевого магазина 4 на станки 1 осуществляют эти же устройства.
Кольцевой магазин 4 при повороте на шаг или несколько шагов обеспечивает транспортировку палет с деталями к другим станкам с точной их ориентацией.
Кольцевой стол выполняет также функцию межоперационного накопителя при различных тактах обработки на отдельных станках.
При перегрузке палеты 7 с деталью 6 с кольцевого магазина 4 на кольцевой стол 9 станка 1 устройство действует по следующему циклу: выдвижение траверсы 36 вперед, при этом полые штыри 37 вводятся в палету 7 и премещают ее с деталью 6 вперед до положения над кольцевым столом 9 станка 1, затем каретка опускается, устанавливая палету 7 с деталью 6 на базовые элементы приспособления 10, затем ерабатывает цилиндр 39 и траверса 36 возвращается в исходное положение.
Зацепы 41 и штыри 37 выводятся из палет 7 описанным способом.
Перегрузки палет 7 с деталями 6 со станка 1 на кольцевой магазин 4 и из магазина на следующие станки и их закрепле
ние осуществляется во время рабочего цикла.
Таким образом, полный цикл обработки с учетом несовмещенного основного и вспомогательного времени состоит из рабочего цикла силовых столов, поворота и фиксации колонн станков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1123835A1 |
| Агрегатный станок | 1984 |
|
SU1220716A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Металлорежущий станок с автоматической сменой многошпиндельных коробок | 1986 |
|
SU1505747A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1977 |
|
SU659355A1 |
| Агрегатный станок с автоматической сменой шпиндельных инструментальных коробок | 1975 |
|
SU602341A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Агрегатный станок с автоматической сменой шпиндельных коробок | 1979 |
|
SU781016A1 |


ПЕРЕНАЛАЖИВАЕМАЯ АВТОМАТИЗИРОВАННАЯ ЛИНИЯ, содержащая станки, на поворотной колонне которых размещены силовые узлы с устройствами для закрепления сменных .многошпиндельных коробок с кондукторными плитами, приспособления для зажима заготовок, установленные на кольцевых столах, обхватывающих поворотные колонны, транспортер для перемещения многошпиндельных коробок и магазин со сменными приспособлениями, отличающаяся тем, что, с целью упрощения конструкции и повышения производительности, кондукторные плиты многощпиндельных коробок выполнены в виде палет, при этом в позиции смены многошпиндельные коробки размещены на транспортере соосно силовым узлам и приспособлениям для зажима заготовок, причем щаг размещения последних на кольцевом столе равен щагу размещения сменных приспособлений в магазине.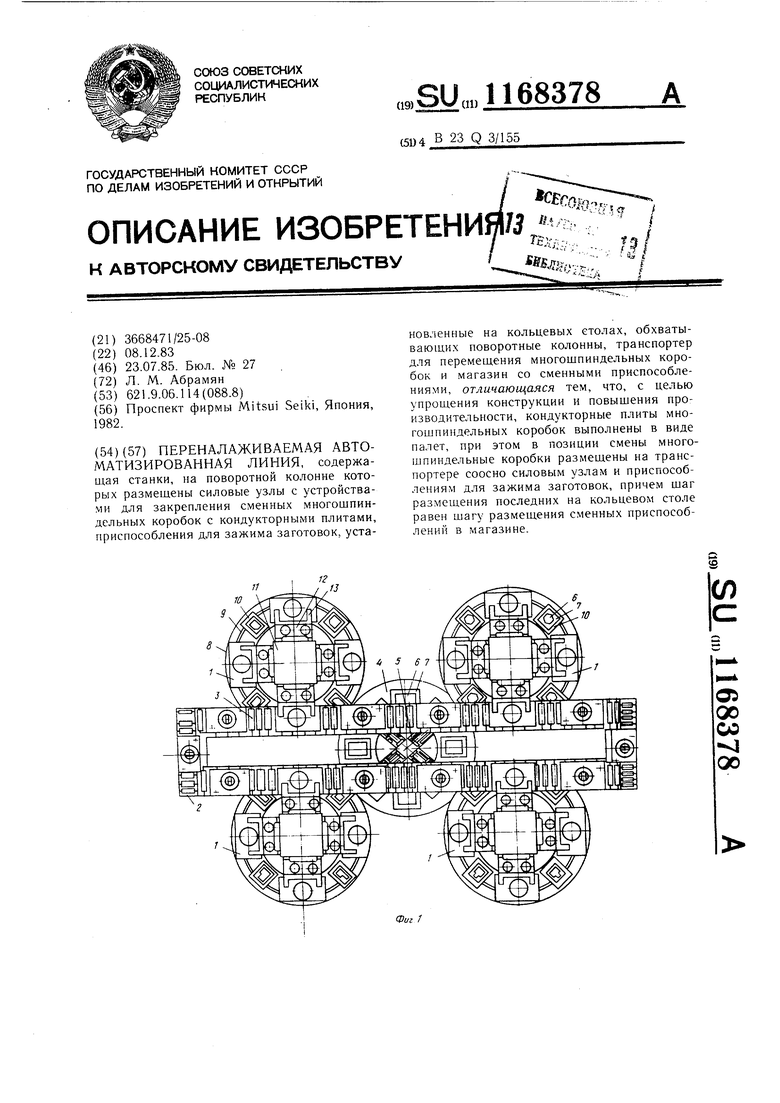
вс/дЛ
Г 35
Фиг. 5
(pf/z.ff
Buffff
I
f6
/
ч i t л j V
цг
61
49
Фиг 10
| Проспект фирмы /v itsui Seiki, Япония, 1982. |
