1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении осесимметричных поковок.
Известен штамп для изготовления осесимметричных поковок, содержащий верхнюю плиту с закрепленной на ней посредством тяг подпружиненной зажимной обоймой, нижнюю плиту с держателями полуматриц и механизмами закрытия прлуматриц, симметрично расположенными по боковым сторонам держателей Т.
Недостатками известного штампа является то, что при штамповке на нем у поковок имеет место боковой облой, а также невысокое качество получаемых поковок.
Целью изобретения является устранение бокового облоя и повышение качества получаемых поковок.
Указанная цель достигается тем, что в штампе для изготовления осесйм- метричных поковок, содержащем верхнюю плиту с закрепленной на ней посредством тяг подпружиненной зажимной обоймой, НИЖНЮЮплиту с держателями полуматриц и механизмами закрытия полуматриц, симметрично расположенными по боковым сторонам держателей, зажимная обойма выполнена в виде кольца с конической внутренней поверхностью и с фигурной наружной поверхностью, имеющей фланец и отвер10стия в верхней части и наклонные пазы, при этом зажимная обойма снабжена расположенными на наружной поверхности в нижней части поворотным коль-цом с закрепленными на нем планка15ми в виде клина и пружинами, закрепленными другими концами на обойме, а верхняя плита снабжена подпружиненными крюками, размещенными с возможностью взаимодействия с зажимной
20 обоймой.
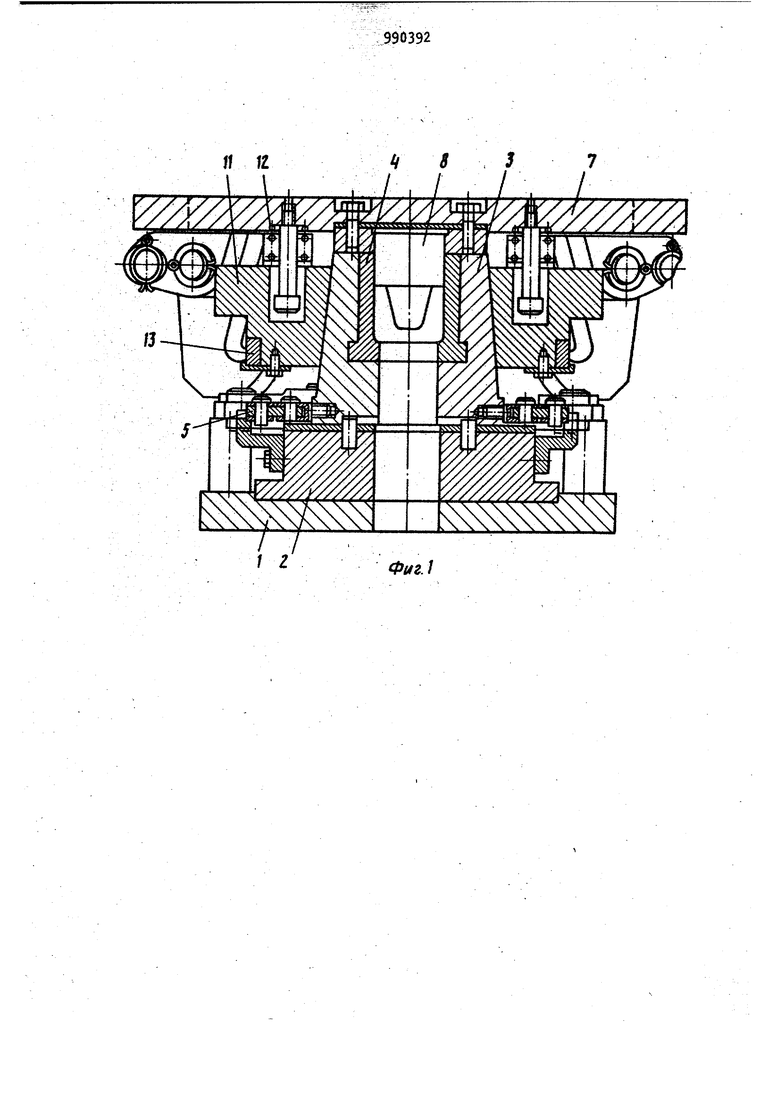
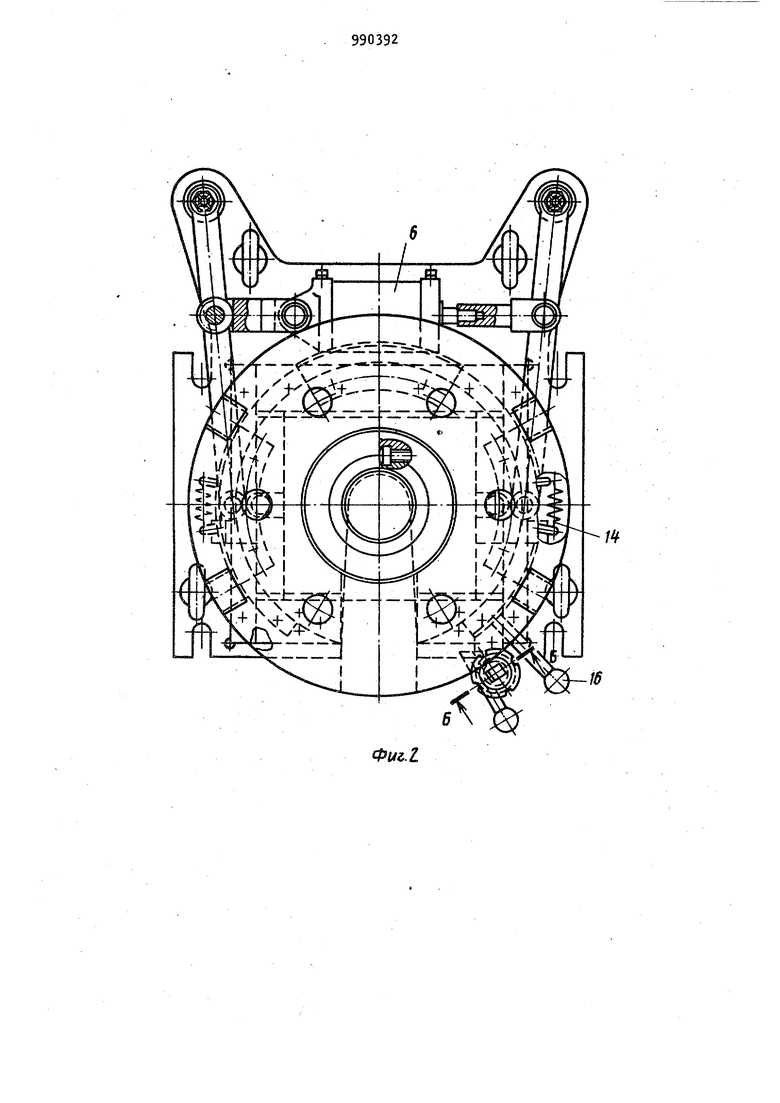
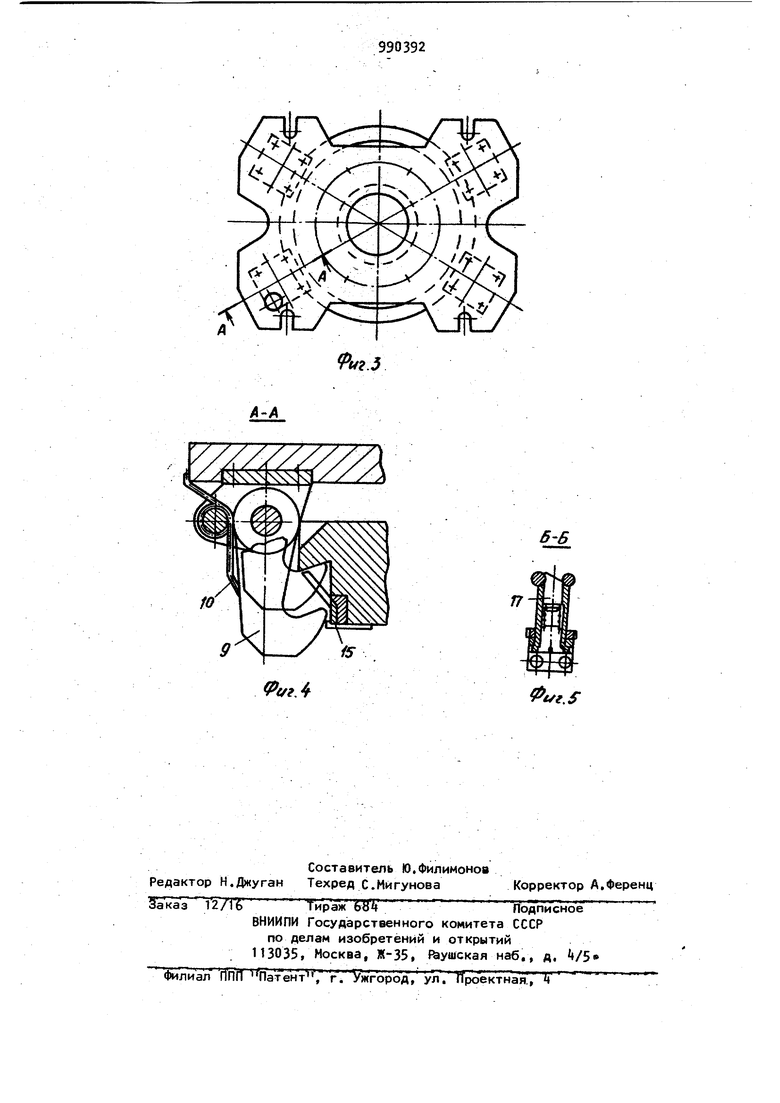
На фиг. 1 изображен предлагаемый разрез; на фиг. 2 - то же, вид снизу{ на фиг. 3 - то же, вид сверху} на на фиг. - разрез А-А на фиг. 3; на фиг, 5 - разрез Б-Б на фиг. 2. Штамп для изготовления осасимметричных поковок содержит нижнюю плиту 1, на которой.жестко закреплен корпус 2, являющийся опорной поверхностью для ползунов 3 в которых закреплены полуматрицы k, рычажная система 5 и пневмоцилиндр 6. На верхней плите,7 закреплен пуансон 8, а через крюки 9 с пружинами 10 - зажимная обойма 11 с пружинами 12, На обойме 11 снизу смонтированы кольцо 13 пру жины 14, которые одним концом связаны с кольцом 13| а другим - с обоймой 11, планки 15 и рукоятка 16 с фи сатором 17, - Работает штамп следующим образом. .8 исходном положении ползуны 3 с полуматрицами k отведены соответствен но в крайние левое и правое положения. Заготовка устанавливается в вер тикальном положении, Пнеймоцилиндр 6 через рычажную систему 5 закрывает ползуны 3 с полуматрицами 4, Вклю чается пресс. При ходе пйлзуна пресса вниз пуансон 8 и зажимная обойма 11 вместе с верхней плитой 7 опускаются. Зажимная обойма 11 запирает ползуны 3 с полуматрицами 4 и при дальнейшем ходе ползуна пресса вниз происходит штамповка детали пуансоном 8 и вывод крюков 9 из контакта с планками 15, которые под действием пружины14 вместе с кольцом 13 поворачиваются, выводя таким образом из зацепления крюки 9 с зажимной обоймой 11, При ходе ползуна пресса вверх для осуществления последующих ударов зажимная обойма 11 остается в нижнем положении, не давая возможность распорному усилию раздвинуть пЬлуматрицы t и образовать боковой облой. После трех - четырех ударов пресса, когда штамповка детали окончена, поворотом вручную рукоятки 16 и фиксацией ее на фиксатор 17 планки 15 с кольцом 13 отводятся и дают возмож99ность крюкам 9 захватить зажимную обойму 11 и раскрыть штамп. Дальше включается пневмоцилиндр 6 на раскрытие полуматриц 4 и происходит выталкивание отштампованной поковки. Процесс повторяется. Пружины 12 выполняют роль амортизатора для устранения вертикального перемещения зажимной обоймы 11 по ползунам 3 во время удара пуансона 8. Поковки, получаемые на предлагаемом штампе, в отличие от известного получаются без бокового облоя высокого качества. формула изобретения Штамп дп/1 изготовления осесимметричных поковок, содержащий верхнюю плиту с закрепленной на ней посредством тяг подпружиненной зажимной обоймой, нижнюю плиту с держателями полуматриц и механизмами закрытия полуматр Рщ, симметрично расположенными ПО боковым сторонам держателей, отли чающийся тем, что, с целью устранения бокового облоя и повышения качества получаемых поковок, зажимная обойма выполнена в виде Кольца с конической внутренней поверхностью и с фигурной наружной поверхностью, имеющей фланец и отверстие в верхней части и наклонные пазы, при этом зажимная обойма снабжена расположенными на наружной поверхности в нижней части поворотным кольцом с закрепленными на нем планками в виде клина и пружинами, закреплен-, ными другими концами на обойме, а верхняя плита снабжена подпружиненными крюками, размещенными с возможностью взаимодействия с зажимной обоймой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. В 21 J 13/02, 1976 (прототип). II IZ Ф1/г.1
%Z5
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1988 |
|
SU1678491A1 |
| Штамп для изготовления полых поковок с боковыми отростками | 1988 |
|
SU1586844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
VfA
u.S
