Изобретение относится к обработке металлов давлением и касается штампов для изготовления поковок с боковыми патрубками типа корпусов трубопроводной арматуры, которые могут быть использованы в энергетическом, химическом, нефтяном и некоторых других отраслях машиностроения.
Целью изобретения является повышение производительности штампа 1л снижение трудоемкости изготовления поковок.
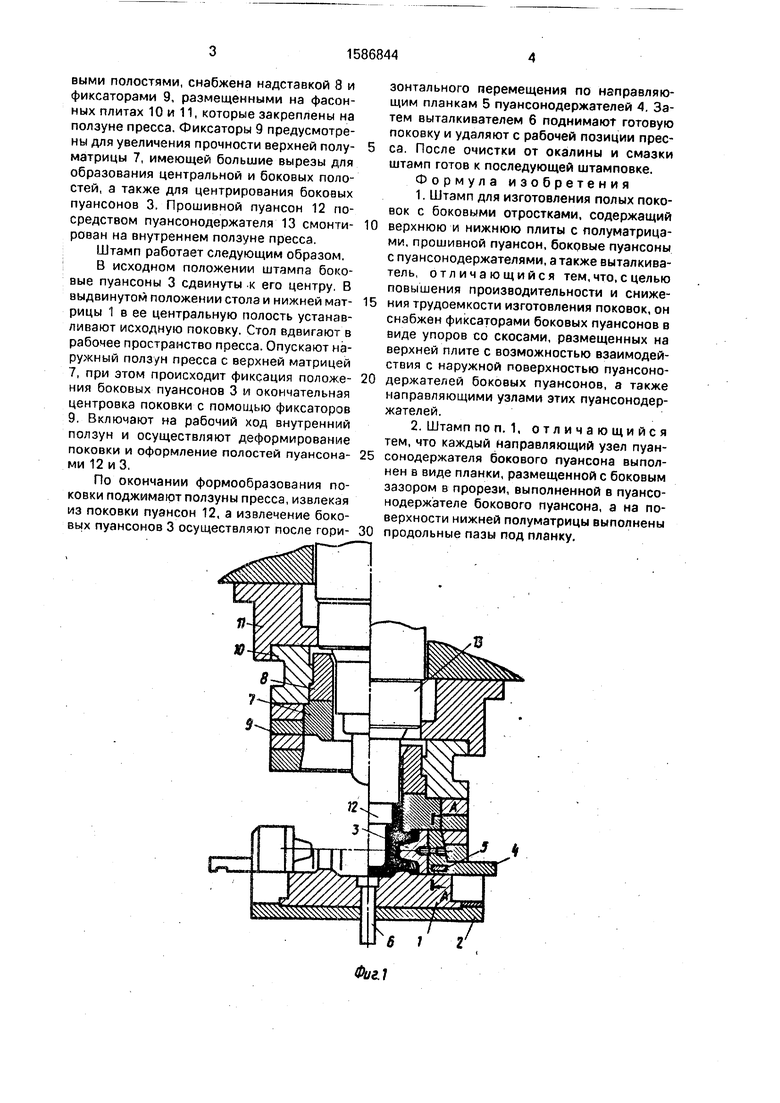
На фиг. 1 представлен штамп, в исходном положении (левая половина) и конечном рабочем положении (правая половина), общий вид; на фиг. 2 - сечение А-А на фиг. 1 (правая половина).
Штамп содержит нижнюю полуматрицу 1, установленную на нижней плите 2, которая выполнена с возможностью размещения на столе пресса. Нижняя полуматрица имеет боковые радиальные полости, в которых размещены боковые пуансоны 3, укреп- ленные в пуансонодержателе 4. В поверхности боковой полости нижней полуматрицы 1 выполнены продольные прямоугольные пазы, а в пуансонодержателе 4 - поперечная прорезь.
В прорези каждого пу а неон о держателя укреплена направляющая планка 5, которая выполнена с возможностью размещения в пазу нижней полуматрицы. Также предусмотрен нижний выталкиватель 6 поковки, установленный в центральном отверстии, выполненном в нижней полуматрице 1.
Верхняя полуматрица 7 выполнена с центральным отверстием и рабочими бокося сх
Оч
00
Is
выми полостями, снабжена надставкой 8 и фиксаторами 9, размещенными на фасонных плитах 10 и 11, которые закреплены на ползуне пресса. Фиксаторы 9 предусмотрены для увеличения прочности верхней полу- матрицы 7, имеющей большие вырезы для образования центральной и боковых полостей, а также для центрирования боковых пуансонов 3. Прошивной пуансон 12 посредством пуансонодержателя 13 смонти- рован на внутреннем ползуне пресса.
Штамп работает следующим образом. : В исходном положении штампа боковые пуансоны 3 сдвинуты -к его центру. В выдвинутом положении стола и нижней мат- рицы 1 в ее центральную полость устанавливают исходную поковку. Стол вдвигают в рабочее пространство пресса. Опускают наружный ползун пресса с верхней матрицей 7, при этом происходит фиксация положе- ния боковых пуансонов 3 и окончательная центровка поковки с помощью фиксаторов 9. Включают на рабочий ход внутренний ползун и осуществляют деформирование поковки и оформление полостей пуансона- ми 12 иЗ.
По окончании формообразования поковки поджимают ползуны пресса, извлекая из поковки пуансон 12, а извлечение боко- вь1х пуансонов 3 осуществляют после гори-
зонтального перемещения по направляющим планкам 5 пуансонодержателей 4. Затем выталкивателем 6 поднимают готовую поковку и удаляют с рабочей позиции пресса. После очистки от окалины и смазки штамп готов к последующей штамповке. Формула изобретения 1. Штамп для изготовления полых поковок с боковыми отростками, содержащий верхнюю и нижнюю плиты с полуматрицами, прошивной пуансон, боковые пуансоны с пуансонодержателями, атакже выталкиватель, отличающийся тем, что. с целью повышения производительности и снижения трудоемкости изготовления поковок, он снабжен фиксаторами боковых пуансонов в виде упоров со скосами, размещенных на верхней плите с возможностью взаимодействия с наружной поверхностью пуансонодержателей боковых пуансонов, а также направляющими узлами этих пуансонодержателей.
2. Штамп поп. 1. отличающийся тем. что каждый направляющий узел пуансонодержателя бокового пуансона выполнен в виде планки, размещенной с боковым зазором в прорези, выполненной в пуансо- нодержателе бокового пуансона, а на поверхности нижней полуматрицы выполнены продольные пазы под планку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021067C1 |
| Устройство для штамповки полых изделий | 1991 |
|
SU1821284A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С ДВУМЯ БОКОВЫМИ ПАТРУБКАМИ | 1991 |
|
RU2021066C1 |
| Штамп для выдавливания изделий | 1985 |
|
SU1278098A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| ГОРЯЧЕШТАМПОВОЧНЫЙ ПРЕСС ТРОЙНОГО ДЕЙСТВИЯ | 2009 |
|
RU2411102C1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Устройство для объемного деформирования | 1984 |
|
SU1196093A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Комбинированный штамп для обрезки облоя,прошивки и раздачи поковок | 1979 |
|
SU869928A1 |

Изобретение относится к обработке металлов давлением, в частности к штампам для изготовления поковок с боковыми отростками. Цель изобретения - повышение производительности и снижение трудоемкости изготовления поковок. Штамп содержит верхнюю и нижнюю плиты с полуматрицами, прошивной пуансон, боковые пуансоны, узлы поперечного перемещения пуансонодержателей боковых пуансонов, их фиксаторы, размещенные на верхней плите, а также выталкиватель. При опускании верхней плиты фиксаторы воздействуют на пуансонодержатели и центрируют боковые пуансоны относительно деформируемой заготовки, после чего происходит формовка поковки. Извлечение боковых пуансонов из поковки производят после поперечного перемещения их пуансонодержателей. 1 з.п. ф-лы, 2 ил.
Фиг.2
| Сторожев М.В | |||
| и др | |||
| Технология ковки и горячей штамповки известных металлов и сплавов | |||
| - М;: Высшая школа, 1967, с | |||
| Экономайзер | 0 |
|
SU94A1 |
| рис | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
