(54) УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ИЗДЕЛИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
| КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ И СООТВЕТСТВУЮЩИЙ СПОСОБ ОТЛИВКИ | 2020 |
|
RU2800555C1 |
| Установка непрерывного литья | 1980 |
|
SU933199A1 |
| Устройство для горизонтального непрерывного литья | 1980 |
|
SU921671A1 |
| Способ определения фронта кристаллизации слитка при непрерывном горизонтальном литье и установка для его осуществления | 1983 |
|
SU1125094A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1983 |
|
SU1802460A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |

1
Изобретение относится к металлургии и касается непрерывного литья изделий в горизонтальные кристаллизаторы.
Известны установки, содержащие горизонтальный кристаллизатор и состыкованный с его задней стенкой металлоприемник с литниковыми отверстиями в его передней стенке для заливки металла в кристаллизатор, или установки желобообразного (лоткового) типа с открытой сверху литейной полостью, которая может быть частично закрыта верхней стенкой с возможностью ее регулирования в продольном направлении кристаллизатора 1 и 2.
Наиболее близкой к изобретению по техническому существу является установка с горизонтальным кристаллизатором лоткового типа, включающая металлоприемник, выполненный из огнеупорного материала, состыкованный своей передней стенкой с кристаллизатором. В передней стенке металлоприемника выполнены литниковые отверстия круглого или прямоугольного сечения для подачи жидкого металла в литейную полость под уровень металла в ней при установившемся процессе. Металл вытекает из отверстий под действием металлостатического напора, определяемого разностью уровней жидкого металла в металлоприемнике и литейной полости. Диаметр отверстий выбирается исходя из сечения отливаемого изделия и скорости литья. В начальный период литья вслед за движущейся заправкой формируется фронт затвердевания, имеющий в данном случае наклонную поверхность. В установившемся процессе потоки металла, выходящие из литниковых отверстий и направленные вдоль оси отверстий, проходят через жидкую часть заготовки и воздействуют на фронт затвердевания 2.
Однако жидкий металл, поступая в литейную полость из отверстий, нарушает равномерность фронта затвердевания. Тран15 зитные струи свежего, более нагретого, чем в лунке, жидкого металла, находящегося под определенным гидростатическим давлением, замедляют затвердевание слитка в местах их прохождения внутри жидкой фазы. Эти места расположены напротив отверстий, примерно на пересечении оси литниковых каналов с фронтом затвердевания. Поэтому твердая корочка имеет разную толщину по ширине слитка на одном и том же расстоянии от передней стенки металлоприемника. Это приводит к нестабильности процесса литья: обрывам отливки, короблению, вынужденным остановкам при вытягивании.
Кроме того, по сечению изделия получается неоднородная структура, отмечается крупнозернистость в районе движения струи, повышается окисленность металла и наличие посторонних включений в этих местах.
Цель изобретения - обеспечение стабильности процесса литья и повышение качества изделий.
Поставленная цель достигается тем, что установка для непрерывного литья изделий, содержащая горизонтальный кристаллизатор и состыкованный с его задней стенкой металлоприемник с литниковыми отверстиями в его передней стенке для подачи металла в кристаллизатор, установка снабжена перегородкой, установленной в полости кристаллизатора перед литниковыми отверстиями на расстоянии 0,4-3,0 высоты отверстия, с перекрытием его на 0,5-1,2 высоты отверстия.
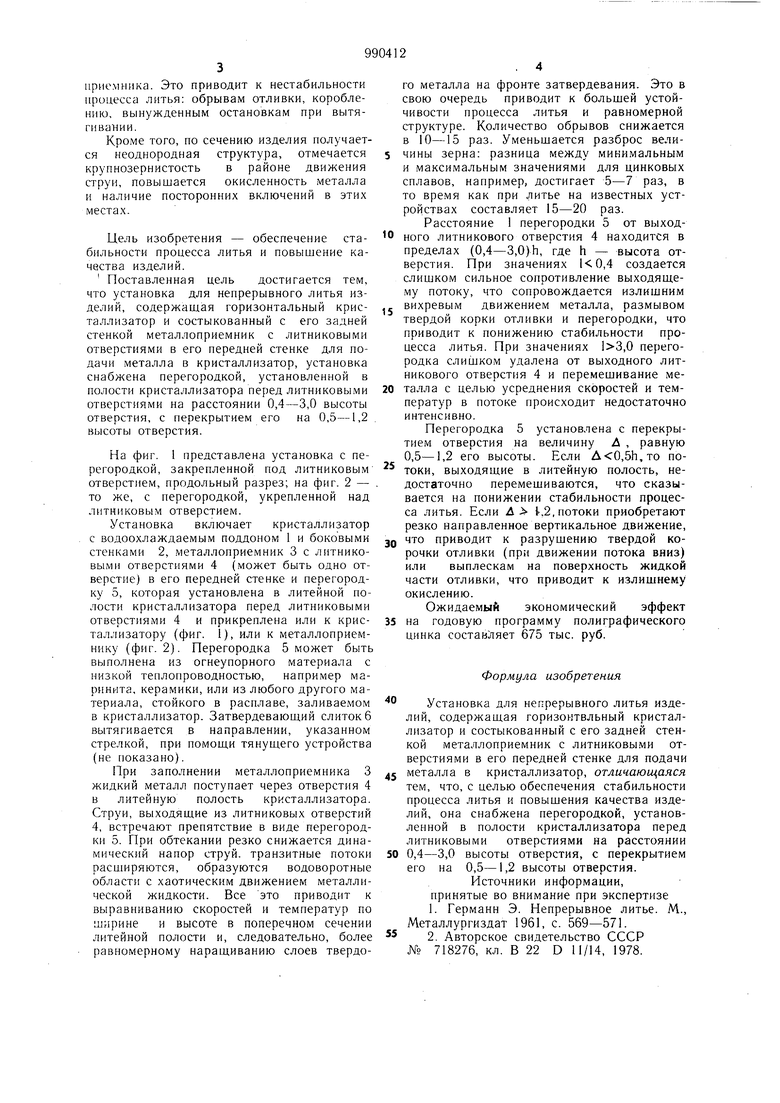
На фиг. 1 представлена установка с перегородкой, закрепленной под литниковым отверстием, продольный разрез; на фиг. 2 - то же, с перегородкой, укрепленной над литииковым отверстием.
Установка включает кристаллизатор с водоохлаждаемым поддоном 1 и боковыми стенками 2, .металлоприемник 3 с литниковыми отверстиями 4 (может быть одно отверстие) в его передней стенке и перегородку 5, которая установлена в литейной полости кристаллизатора перед литниковыми отверстиями 4 и прикреплена или к кристаллизатору (фиг. 1), или к металлоприемнику (фиг. 2). Перегородка 5 может быть выполнена из огнеупорного материала с низкой теплопроводностью, например маринита, керамики, или из любого другого материала, стойкого в расплаве, заливаемом в кристаллизатор. Затвердевающий слиток 6 вытягивается в направлении, указанном стрелкой, при помощи тянущего устройства (не показано).
При заполнении металлоприемника 3 жидкий металл поступает через отверстия 4 в литейную полость кристаллизатора. Струи, выходящие из литниковых отверстий 4, встречают препятствие в виде перегородки 5. При обтекании резко снижается динамический напор струй, транзитные потоки расширяются, образуются водоворотные области с хаотическим движением металлической жидкости. Все это приводит к выравниванию скоростей и температур по ширине и высоте в поперечном сечении литейной полости и, следовательно, более равномерному наращиванию слоев твердоГО металла на фронте затвердевания. Это в свою очередь приводит к большей устойчивости процесса литья и равномерной структуре. Количество обрывов снижается в 10-15 раз. Уменьшается разброс величины зерна: разница между минимальным и .максимальным значениями для цинковых сплавов, например, достигает 5-7 раз, в то время как при литье на известных устройствах составляет 15-20 раз.
Расстояние 1 перегородки 5 от выходного литникового отверстия 4 находится в пределах (0,4-3,0)h, где h - высота отверстия. При значениях ,4 создается слишком сильное сопротивление выходящему потоку, что сопровождается излишним вихревым движением металла, размывом твердой корки отливки и перегородки, что приводит к понижению стабильности процесса литья. При значениях ,0 перегородка слишком удалена от выходного литникового отверстия 4 и перемешивание металла с целью усреднения скоростей и температур в потоке происходит недостаточно интенсивно.
Перегородка 5 установлена с перекрытием отверстия на величину А , равную 0,5-1,2 его высоты. Если ,5Ь,то потоки, выходящие в литейную полость, недостаточно перемешиваются, что сказывается на понижении стабильности процесса литья. Если Л t-,2, потоки приобретают резко направленное вертикальное движение,
Q что приводит к разрушению твердой корочки отливки (при движении потока вниз) или выплескам на поверхность жидкой части отливки, что приводит к излишнему окислению.
Ожидаемый экономический эффект
5 на годовую программу полиграфического цинка составляет 675 тыс. руб.
Формула изобретения
Установка для непрерывного литья изделий, содержащая горизонтвльный кристаллизатор и состыкованный с его задней стенкой металлоприемник с литниковыми отверстиями в его передней стенке для подачи
металла в кристаллизатор, отличающаяся тем, что, с целью обеспечения стабильности процесса литья и повыщения качества изделий, она снабжена перегородкой, установленной в полости кристаллизатора перед литниковыми отверстиями на расстоянии
0,4-3,0 высоты отверстия, с перекрытием его на 0,5-1,2 высоты отверстия.
Источники информации, принятые во внимание при экспертизе 1. Германн Э. Непрерывное литье. М., Металлургиздат 1961, с. 569-571.
б Z
JХ
V///////////////////////////7.
//7.
У //////////7///7/ЛУ//
ФЫ1.1
