1
Изобретение относится к области сварки, а именно к способу изготовления сварной двускатной балки.
Известен способ изготовления сварной двускатной балки, при котором производят продольную резку вертикальной стенки двутавровой балки-заготовки по ломанной линии, один элемент балки-заготовки поворачивают относительно другого на 180°, относительно оси, лежащей в плоскости вертикальной стенки и перпендикулярно полкам, и сваривают с другим элементом балки-заготовки 1.
Недостатком известного способа явля,ется то, что двускатная балка получается металлоемкой, также великатрудоемкость ее изготовления, низка несущая способность и надежность, в эксплуатации.
Целью изобретения является снижение металлоемкости и трудоемкости изготовления сварной двускатной балки, повыщение ее несущей способности и надежности в эксплуатации.
Указанная цель достигается тем, что согласно способу изготовления сварной двускатной балки, при котором производят продольную резку вертикальной стенки двутавровой балки-заготовки по ломанной линии, один элемент балки-заготовки поворачивают относительно другого на 180° относительно оси, лежащей в плоскости вертикальной стенки перпендикулярно полкам, и сваривают с другим элементом балки-заготовки, перед резкой вертикальной стенки балки-заготовки скашивают торцы вертикальной стенки, образуя трапецию, продольную резку балки-заготовки производят по ломанной линии от каждого торца под угло.м к продольной оси балки-заготовки, располагая линии реза симметрично относительно поперечной оси балки-заготовки, элемент балки-заготовки с больщей дли15 ной полки режут на две половины по поперечной оси балки-заготовки, каждую из половин поворачивают на 180° в противоположных направлениях относительно оси, расположенной в плоскости вертикальной стенки перпендикулярно полкам балки-заготовки, затем осуществляют сварку каждой половины элемента балки-заготовки между собой, образуя один элемент балки-заготовки, перед сваркой его с другим элементом балки-заготовки.
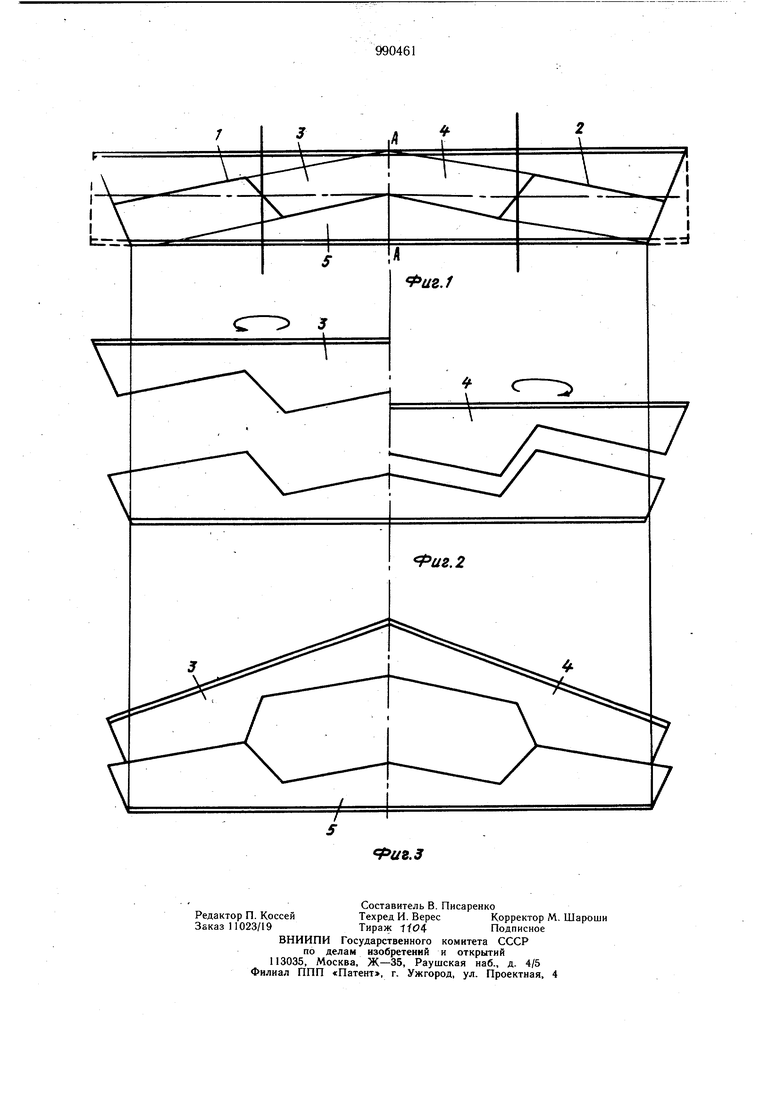
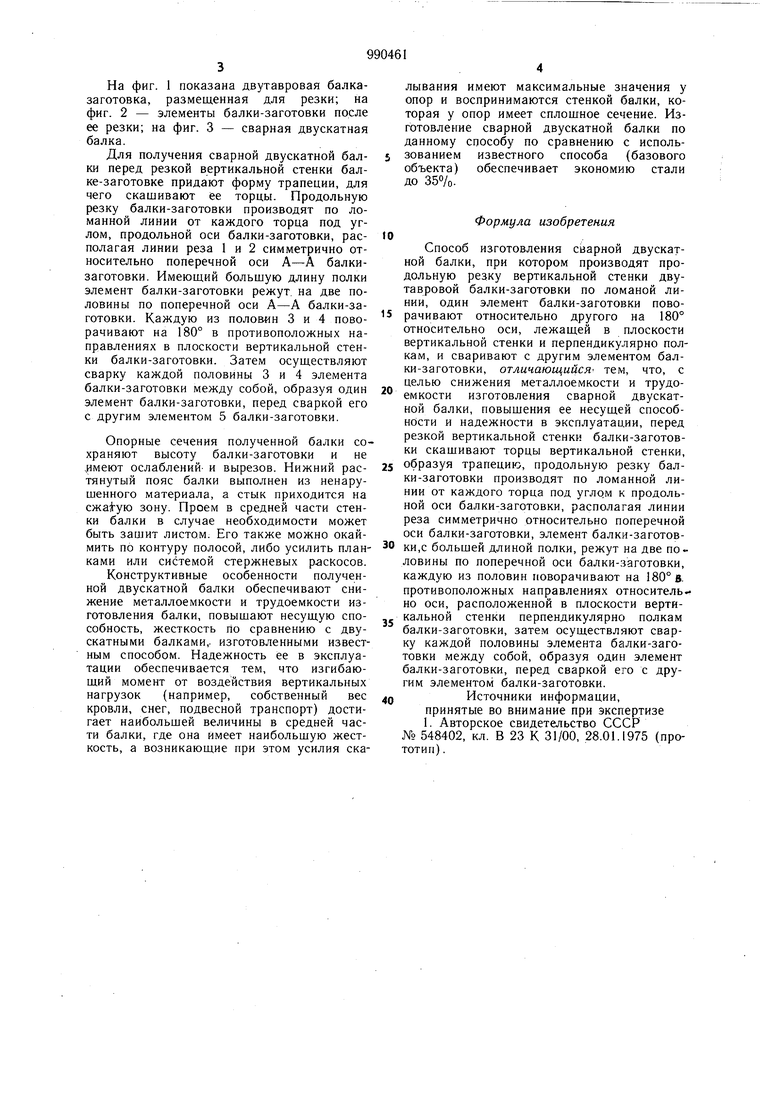
На фиг. 1 показана двутавровая балказаготовка, размещенная для резки; на фиг. 2 - элементы балки-заготовки после ее резки; на фиг. 3 - сварная двускатная балка.
Для получения сварной двускатной балки перед резкой вертикальной стенки балке-заготовке придают форму трапеции, для чего скашивают ее торцы. Продольную резку балки-заготовки производят по ломанной линии от каждого торца под углом, продольной оси балки-заготовки, располагая линии реза 1 и 2 симметрично относительно поперечной оси А-А балкизаготовки. Имеющий больщую длину полки элемент балки-заготовки режут, на две половины по поперечной оси А-А балки-заготовки. Каждую из половин 3 и 4 поворачивают на 180° в противоположных направлениях в плоскости вертикальной стенки балки-заготовки. Затем осуществляют сварку каждой половины 3 и 4 элемента балки-заготовки между собой, образуя один элемент балки-заготовки, перед сваркой его с другим элементом 5 балки-заготовки.
Опорные сечения полученной балки сохраняют высоту балки-заготовки и не .имеют ослаблений- и вырезов. Нижний растянутый пояс балки выполнен из ненарушенного материала, а стык приходится на зону. Проем в средней части стенки балки в случае необходимости может быть зашит листом. Его также можно окаймить по контуру полосой, либо усилить планками или системой стержневых р.аскосов.
Конструктивные особенности полученной двускатной балки обеспечивают снижение металлоемкости и трудоемкости изготовления балки, повышают несущую способность, жесткость по сравнению с двускатными балками,, изготовленными известным способом. Надежность ее в эксплуатации обеспечивается тем, что изгибающий момент от воздействия вертикальных нагрузок (например, собственный вес кровли, снег, подвесной транспорт) достигает наибольшей величины в средней части балки, где она Имеет наибольшую жесткость, а возникающие при этом усилия скалывания имеют максимальные значения у опор и воспринимаются стенкой балки, которая у опор имеет сплошное сечение. Изготовление сварной двускатной балки по данному способу по сравнению с использованием известного способа (базового объекта) обеспечивает экономию стали до 350/0.
Формула изобретения
Способ изготовления сварной двускатной балки, при котором производят продольную резку вертикальной стенки двутавровой балки-заготовки по ломаной линии, один элемент балки-заготовки поворачивают относительно другого на 180° относительно оси, лежащей в плоскости вертикальной стенки и перпендикулярно полкам, и сваривают с другим элементом балки-заготовки, отличающийся тем, что, с целью снижения металлоемкости и трудоемкости изготовления сварной двускатной балки, повышения ее несущей способности и надежности в эксплуатации, перед резкой вертикальной стенки балки-заготовки скашивают торцы вертикальной стенки,
образуя трапецию, продольную резку балки-заготовки производят по ломанной линии от каждого торца под углом к продольной оси балки-заготовки, располагая линии реза симметрично относительно поперечной оси балки-заготовки, элемент балки-заготовки,с большей длиной полки, режут на две половины по поперечной оси балки-заготовки, каждую из половин поворачивают на 180° в. противоположных направлениях относитель но оси, расположенной в плоскости вертикальной стенки перпендикулярно полкам балки-заготовки, затем осуществляют сварку каждой половины элемента балки-заготовки между собой, образуя один элемент балки-заготовки, перед сваркой его с другим элементом балки-заготовки.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 548402, кл. В 23 К 31/00, 28.01.1975 (прототип).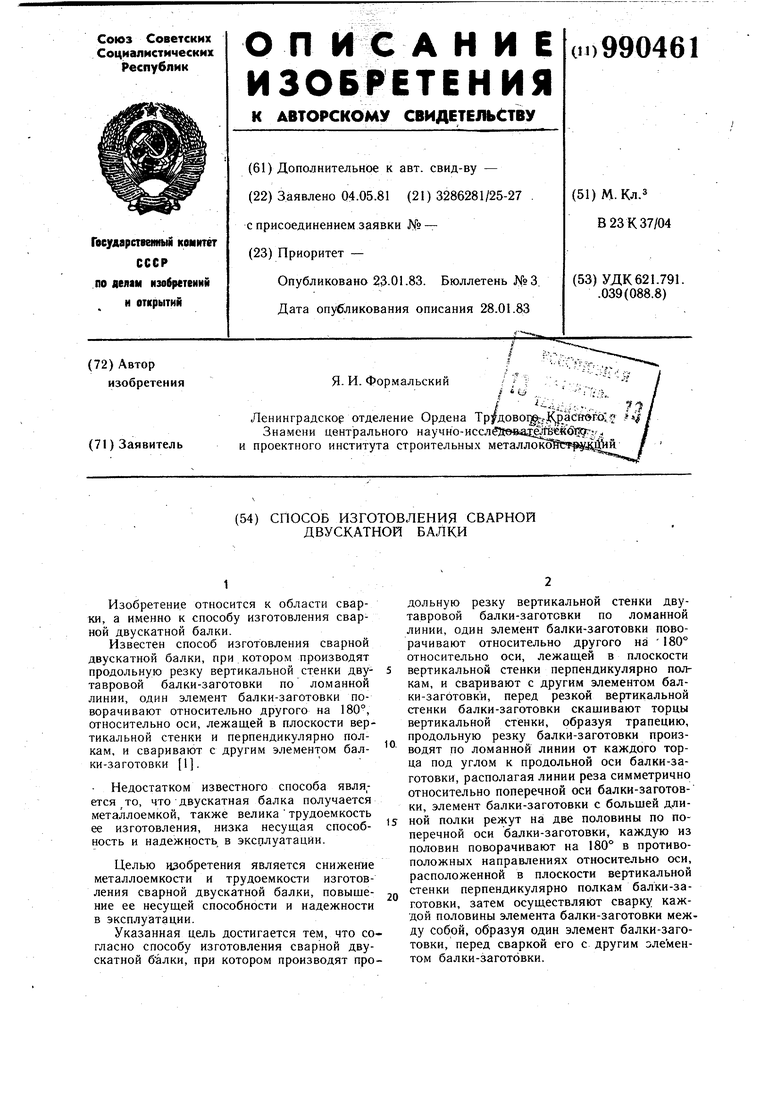
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ АРОЧНОЙ БАЛКИ | 2011 |
|
RU2484214C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1993 |
|
RU2113957C1 |
| Способ изготовления металлической балки с перфорированной стенкой | 1982 |
|
SU1048077A1 |
| Способ изготовления облегченных балок | 1976 |
|
SU616098A1 |
| ДВУТАВРОВЫЙ ГНУТОЗАМКНУТЫЙ ПРОФИЛЬ С ОТГИБАМИ И ВЫКРУЖКАМИ ПОЛОК | 2020 |
|
RU2755179C1 |
| Строительный элемент | 2021 |
|
RU2771568C1 |
| СПОСОБ М.Е.ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ПОЛКАМИ И ПЕРЕМЕННОЙ ПО РАЗВЕРТКЕ СЕЧЕНИЯ ТОЛЩИНОЙ | 1991 |
|
RU2019334C1 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
| Способ изготовления строительного элемента | 2021 |
|
RU2770712C1 |
| СТАЛЕБЕТОННЫЙ КАРКАС МНОГОЭТАЖНОГО ЗДАНИЯ | 2000 |
|
RU2187605C2 |