Изобретение относится к сварке пластмасс, а именно к оборудованию для сварки полимерных пленок.
По основнс 4у авт.св. № 914291 известно устройство для непреровного соединения рукавных полимерных пленок, содержащее смонтированшлё на станине механизм размотки пленок, включающий рулонодержатели, приспособление для их разделения, мехаг низмы для сварки, резки и намотки пленок, причем приспособление для разделения пленок выполнено в виде консольно закрепленных на станине и расположенных друг над другом пластин в зазорах между которыми смонтированы с возможностью перемещения в направлений, перпендикулярном направлению движения пленок, механизмы для их сварки, а механизмы для резки пленок установлены после механизмов для сварки по ходу движения пленок в зоне крепления пластин к станине tl3Недостаток известного устройства заключается в том, что оно не может обеспечить совмещение кромок„ укладываемых друг на друга пленок потому, что хотя пленки одной ширины наматываются в рулоны на рулонодержатели постоянной длины, они практически
всегда бывают смещены на различные расстояния вдоль рулонодержателей поэтому при изготовлении полотнищ из этих пленок ширина полотнища бу- дет колебаться.
Целью изобретения является обеспечение постоянной ширины сваренного полотнища.
Указанная цель достигается тем, что в устройстве для непрерывного соединения рукавных полимерньйс пленок механизм размотки материала снабжен закрепленными на станине перпендикулярно направлению движения материсша направляющими с установленны,ми в них подвижньми каретками, на которых смонтированы рулонодержатели.
Такое выполнение устройства поз воляет получить постоянную ширину сваренного полотнища.
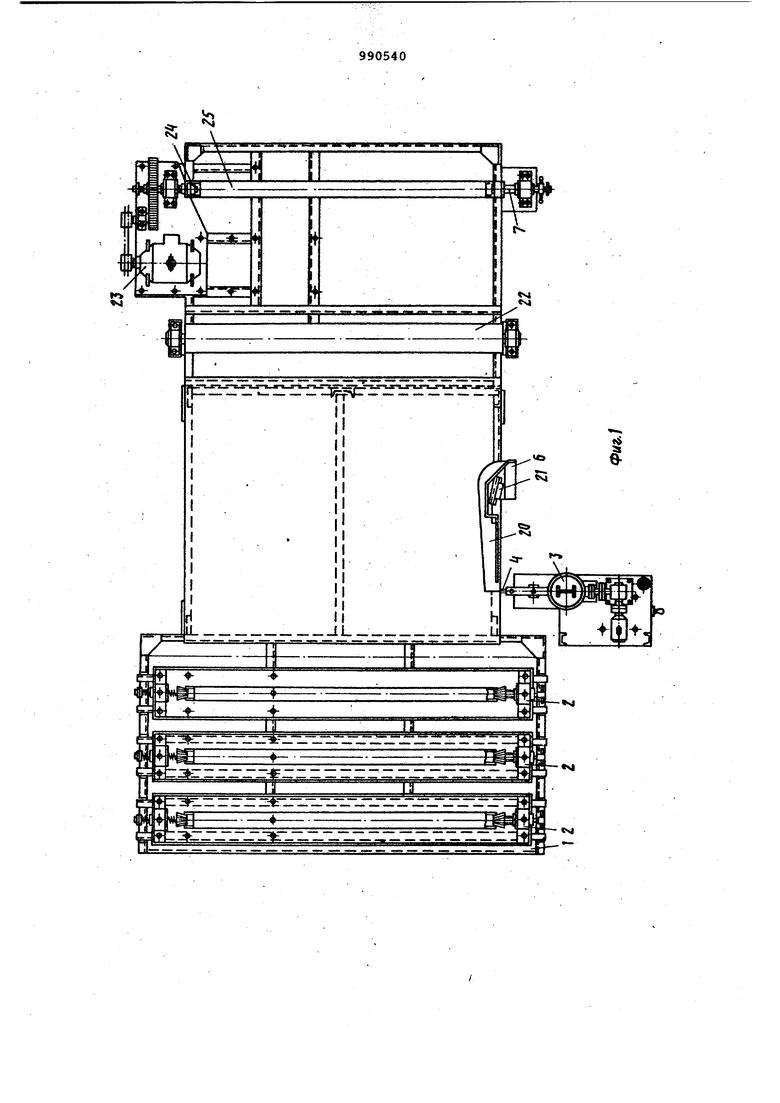
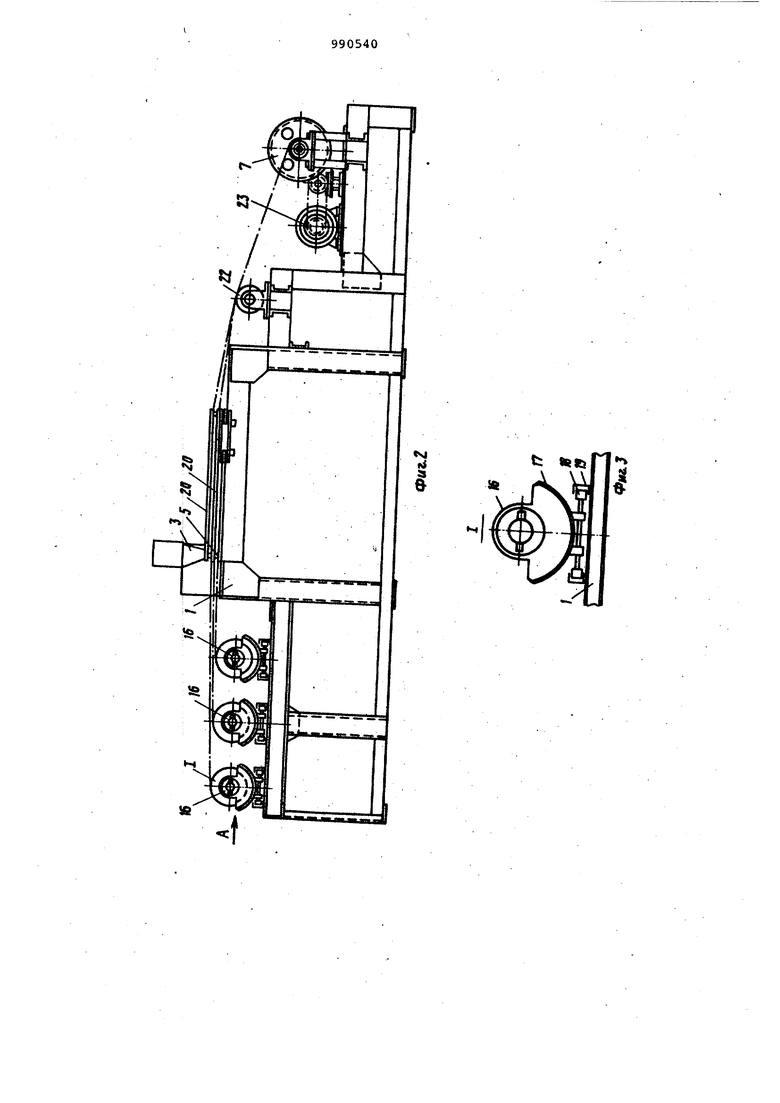
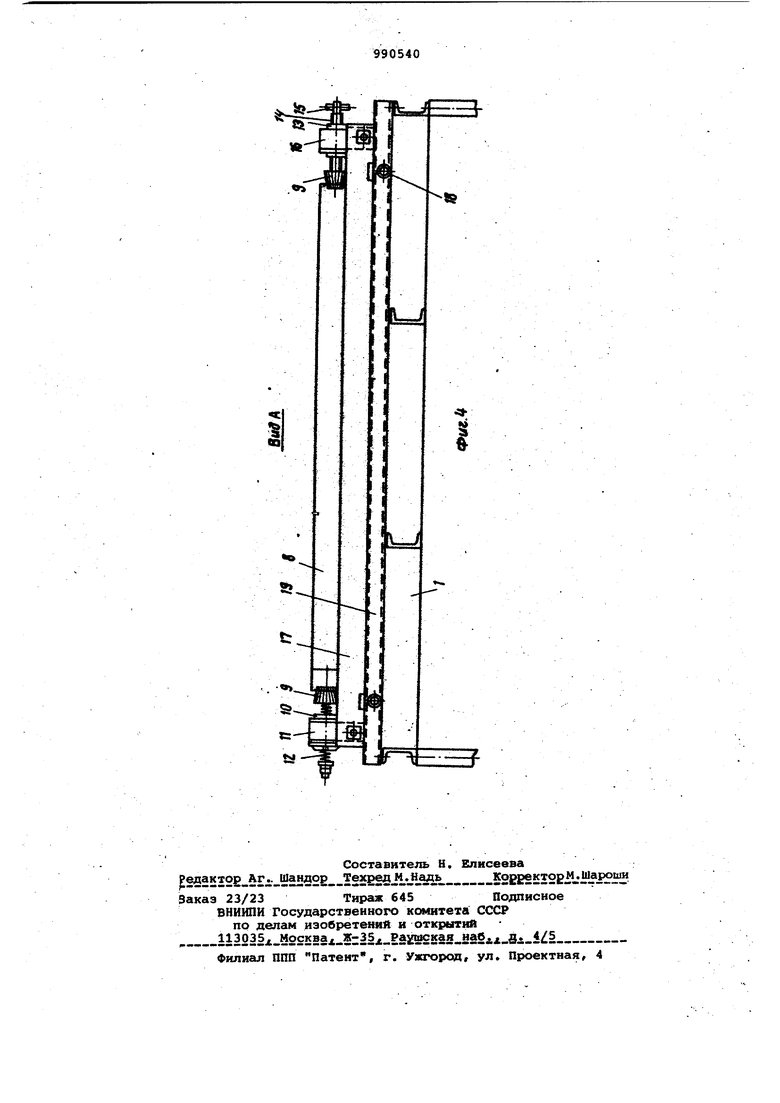
На фиг.1 изображено предлагаемое устройство, план; на фиг.2 - то же; вид сбоку; на фиг.З - узел 1 на фиг.2,- на фиг.4 - вид А на фиг.2.
Устройство для непрерывного соединения рукавных полимерных пленок содержит станину 1, на которой смонтированы механизм 2 размотки пленок, механизмы сварки, включгиощие экструдер 3 со сварочными головкгмй 4,
прикатывающие ролики 5, приспособление 6 для разделения пленок и меха- , ниэм 7 намотки.
Механизм 2 размотки пленок включает рулонодержателн 8, каждый из которых установлен между прижимными конусами 9. Прижимной конус 9 с одной стороны рулонодержателя 8 связан с валом 10, проходящим через опору 11, и с тормозом 12, а с другой стороны - с валом 13, имеющим резьбовое отверстие 14 для прохождения винтового прижима 15 и установленным в опоре 16. Опоры 11 и 16 закреплены на каретке 17, которая снабжена винтовыми опорами 18, перемещающимися в направляющей рамке 19.
Приспособление 6 для разделения пленок выполнено в виде пакета консольно установленных с зазором друг над другом пластин 20, между которыми размещены прикатывающие ролики 5 и сварочная головка 4 экструдера 3, подвижная в направлении, перпендикулярном направлению движения пленок
У основания консольных пластин закреплены механизмы для резки плено в виде ножей 21. Перед механизмом намотки установлен выравнивающий валок 22. Механизм намотки.включает првод 23, неподвижный и прижимной цанговые зажимы 24, на которых закрепле .на трубчатая оправка 25.
Устройство работает следующим образом.
Рулоны срукавной полимерной плен-кой на рулонодержателях 8 устанавливаются между прижимными кбнусами 9 механизма 2 размотки. Полиэтиленовые пленки разматываются и пропускаются через приспособление б для их разделения таким образом, чтобы пластины 20 проходили внутри полимерных рукаJBOB, которые после прохождения приспособления б, разрезаются по складке ножами 21.Концы полиэтиленовых пленок закрепляются на трубчатой оправке 25 механизма 7 намотки.
Сварочньай экструдер 3 разогревается до требуемой температуры и его головки 4 вводятся между свариваемыми пленками. После этого дистанционно с пульта управления (не показан) одновременно включается сварочный экструдер 3 и привод 23 механизма намотки. Дальнейший процесс сварки осуществляется в автоматическом рв жиме.
Расположение рулонодержателей механизма размотки на каретках, перемедагадихся перпендикулярно направлению движения свариваемых пленок, позволяет устанавливать их с постоянной шириной нахлестки, что исключает перерасход полимерного материала, повышает качество сваренных укрупненных полотнищ, имеющих постоянную ширину.
Формула изобретения
Устройство для непрерывного соединения рукавных полимерных пленок по авт.св. № 914291, отличающееся тем, что, с целью обеспечения постоянной ширины сваренного полотнища, механизм размотки материала снабжен закрепленными на станине перпендикулярно направлению движения материала направляющими с уставновленными в них подвижными каретками, на которых смонтированы 15улонодержатели.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 914291, кл. В 29 С 27/02, 28.07.80 (прототип).
S3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного соединения рукавных полимерных пленок | 1981 |
|
SU982936A1 |
| Устройство для непрерывного соединения рукавных полимерных пленок | 1981 |
|
SU988572A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1980 |
|
SU952639A1 |
| Установка для непрерывного соединения полимерных пленок | 1987 |
|
SU1512800A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОВРОВ ИЗ РУЛОННЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2095244C1 |
| Устройство для сварки полимерных материалов | 1986 |
|
SU1369911A1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1988 |
|
SU1570946A1 |
| Устройство для расфасовки и упаковки продуктов | 1981 |
|
SU969599A1 |
| СОСТАВ ДЛЯ НАНЕСЕНИЯ ФТОРПОЛИМЕРНОГО ПОКРЫТИЯ НА ПОЛИИМИДНУЮ ПЛЕНКУ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СОСТАВА НА ПОЛИИМИДНУЮ ПЛЕНКУ | 2011 |
|
RU2503691C2 |