1
Изобретение относится к сварке пластмасс, а именно к оборудованию для полуавтоматической сварки укрепненных заготовок из рукавных пленок.
По основному авт. св. № 914291 известно устройство для непрерывного соединения 5 рукавных полимерных пленок, содержащее смонтированные на станине механизм размотки пленок, приспособление для их разделения, выполненное в виде консольно закрепленных на станине и расположенных ,о друг над другом пластин, в зазорах между которыми смонтированы с возможностью перемещения в направлении, перпендикулярном направлению движения пленок,механизмы для их сварки, а в зоне крепления пластин к станине после механизмов сварки по 15 ходу движения пленок установлены механизмы для резки пленок, а также механизм намотки сваренных пленок. Механизм намотки в известном устройстве выполнен в виде промежуточного разравнивающего валка и приводного вала, связанного с электродвигателем 1.
Недостатком известного устройства является невозможность обеспечения постоянной скорости намотки пакета пленок из-за
увеличения диаметра наматываемого рулона. Для обеспечения высокого качества сварных соединений это требует постоянного изменения температурных параметров сварки. Однако инерционность тепловых процессов не позволяет получать сварные соединения высокого качества.
Целью изобретения является повышение качества сварного соединения за счет обеспечения постоянной скорости перемещения пленок.
Указанная цель достигается тем, что в устройстве для непрерывного соединения рукавных полимерных пленок механизм намотки снабжен тахогенератором, кинематически связанным с промежуточным валком и электрически через тиристорный преобразователь - с электродвигателем приводного вала.
Такое выполнение устройства обеспечивает постоянную скорость сварки и высокое качество сварных соединений.
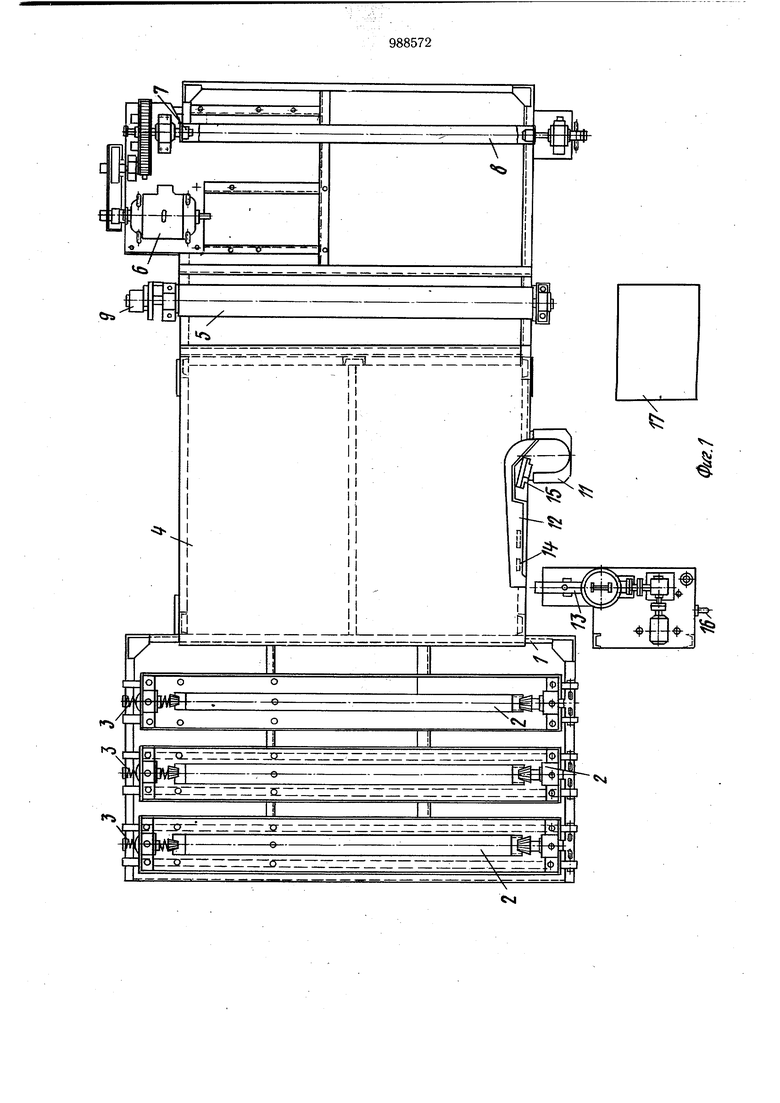
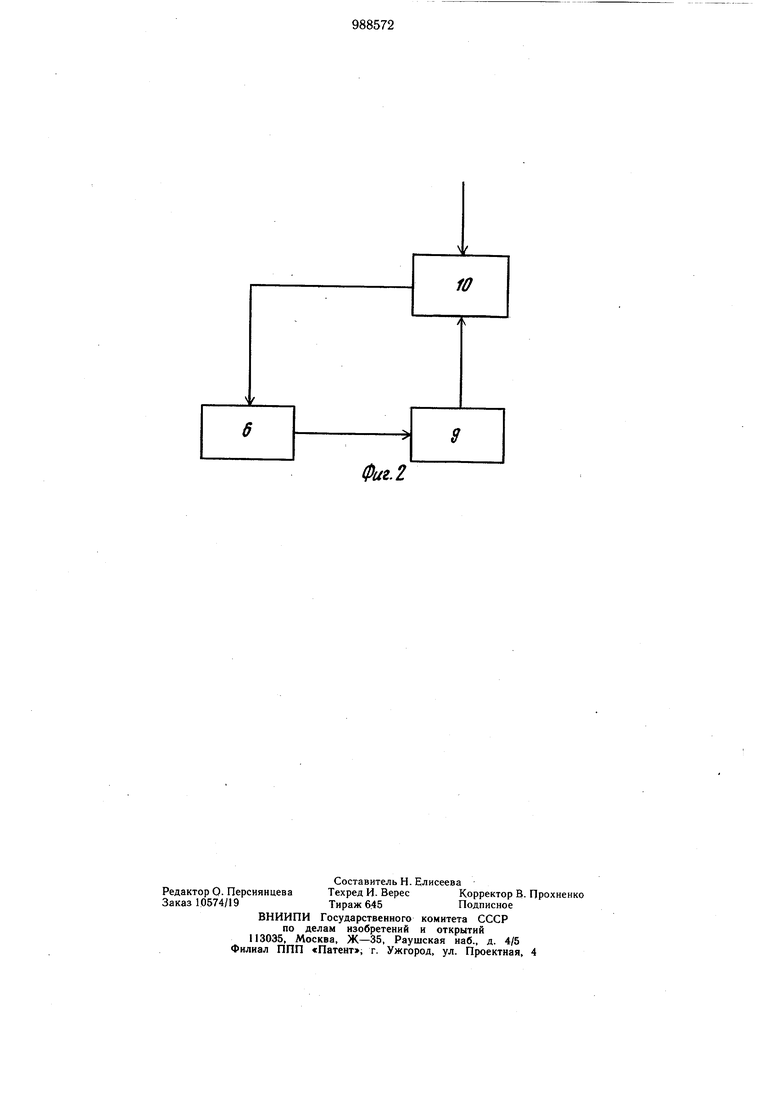
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - электрическая блок-схема электропривода механизма намотки.
Устройство для непрерывного соединения рукавных полимерных пленок содержит смонтированные на станине 1 механизм размотки 2 с тормозами 3, стол 4, механизм намотки, включающий промежуточный валок 5 и приводной от электродвигателя 6 вал 7, на котором закреплена оправка 8 для намотки сваренного пакета пленок. С промежуточным валком кинематически соединен тахогенератор 9, который через тиристорный преобразователь 10 электрически соединен с электродвигателем 6. Между механизмами намотки и размотки на станине смонтировано разделительное приспособление 11, выполненное из консольно закрепленных друг над другом пластин 12, в зазорах между которыми установлены сопла сварочного экструдера 13 и механизмы 14 для прикатки швов. У основания пластин разделительного приспособления закреплены ножи 15 для разрезки рукавных пленок после их сварки. Сварочный экструдер посредством винтовой тяги 16 может церемещаться вдоль своей продольной оси, перпендикулярно направлению движения пленок. Управление устройством в процессе сварки осуществляется дистанционно с пульта управления 17.
Устройство работает следующим образом.
Рулоны с рукавной пленкой устанавливают на механизме размотки 2. Концы пленок протягивают над столом 4 таким образом, чтобы пластины 12 разделительного приспособления 11 проходили внутри рукавов. При дальнейшем протягивании пленок ножами 15 рукава разрезают по складкам, и весь пакет разрезанных пленок закрепляют на оправке 8 намоточного механизма. После этого начинают процесс.сварки в автоматическом режиме. В зазор между пластинами 12 посредством винтовой тяги 16 подводятся сопла подготовленного к работе сварочного экструдера 13. С пульта управления 17 одновременно включаются сварочный экструдер и электродвигатель 6 механизма намотки. Нагретая в экструдере выще температуры перехода в вязкотекучее состояние термопластичная присадка подается между свариваемыми поверхностями рукавных пленок. Механизм намотки протягивает пленки механизмами 14 для прикатки щвов, которые
создают сварочное давление. После сварки рукавные пленки разрезаются ножами 15, и все они, сваренные между собой, наматываются механизмом намотки в один рулон, ширина которого не превышает рулона руказной пленки перед сваркой. В процессе сварки диаметр рукава сваренного полотнища постоянно увеличивается, что при постоянной скорости вращения оправки 8 приводит к увеличению скорости перемещения пленок и соответственно скорости
вращения промежуточного валка 5, с которым контактируют пленки. При этом кинематически связанный с промежуточным валком тахогенератор вырабатывает электрический сигнал, поступающий на тиристорный
преобразователь, где сравнивается с заданным сигналом. Величина напряжения, поступающего через тиристорный преобразователь на обмотки электродвигателя постоянного тока, зависит от величины результирующего электрического сигнала. Причем
при увеличении сигнала (при увеличении частоты вращения промежуточного валка) величина напряжения питания электродвигателя уменьшается, что приводит к уменьшению скорости вращения его якоря.
Предлагаемое устройство обеспечивает постоянную скорость перемещения пленок в процессе сварки и стабильное качество сварных соединений полимерных пленок.
Формула изобретения
Устройство для непрерывного соединения рукавных полимерных пленок по авт. св. № 914291, отличающееся тем, что, с целью повышения качества сварного соединения за счет обеспечения постоянной скорости перемещения пленок, механизм намотки снабжен тахогенератором, кинематически гшязанным с промежуточным валком и электрически через тиристорный преобразователь - с электродвигателем приводного вала.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 914291, кл. В 29 С 27/02, 1980 (прототип).
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного соединения рукавных полимерных пленок | 1981 |
|
SU982936A1 |
| Устройство для непрерывного соединения рукавных полимерных пленок | 1980 |
|
SU990540A2 |
| Устройство для сварки полимерных материалов | 1981 |
|
SU1006252A1 |
| Установка для изготовления мешочков из термопластичной двухслойной пленки | 1976 |
|
SU573362A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНКИ ДЛЯ СВАРКИ ПАКЕТОВ | 1996 |
|
RU2111121C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| Устройство для разделения слипшихся слоев рукавных полимерных пленок | 1979 |
|
SU789278A1 |
| Способ сварки термопластичных пленок инфракрасным излучением | 1979 |
|
SU1004127A1 |
| Способ покрытия стальных труб термопластичным полимерным материалом и устройство для его осуществления | 1981 |
|
SU1153819A3 |
| Установка для непрерывного изготовления гибких рукавов из ленточного полимерного материала | 1985 |
|
SU1248842A1 |