Изобретение относится к области сварки пластмасс и может быть использовано для сварки и сборки крупногабаритных пленочных полотнищ противофильтра- ционных экранов.
Цель изобретения - повыщение удобства-обслуживания и производительности установки.
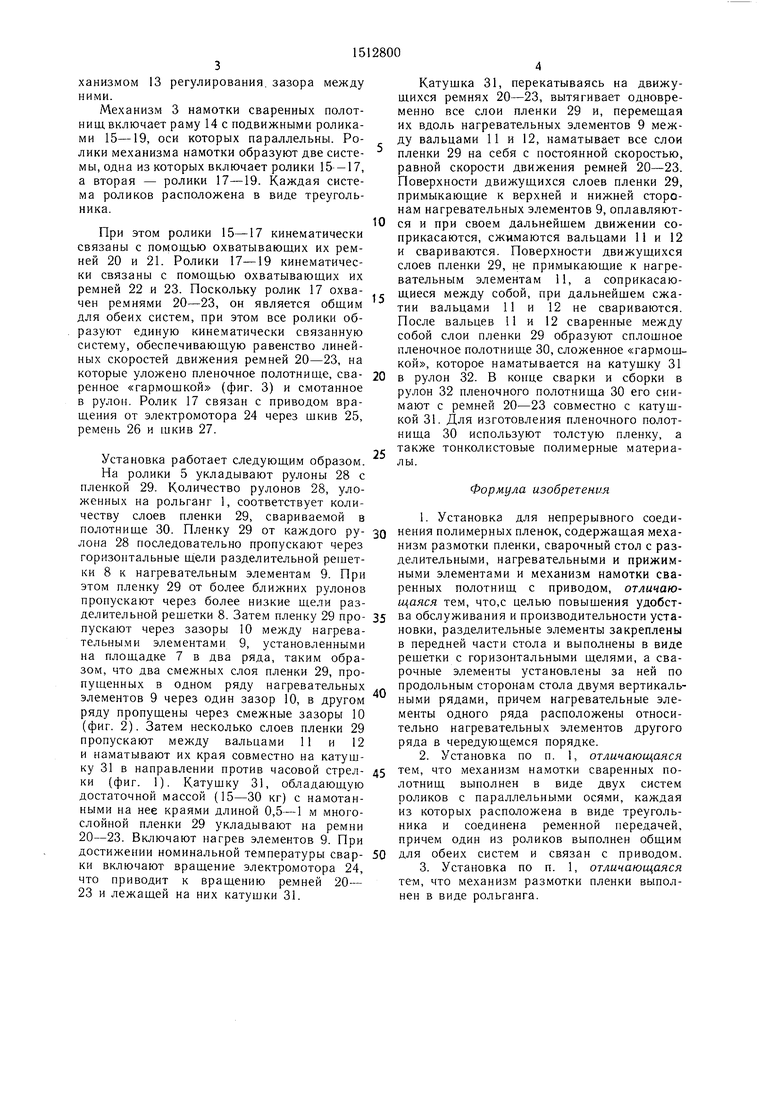
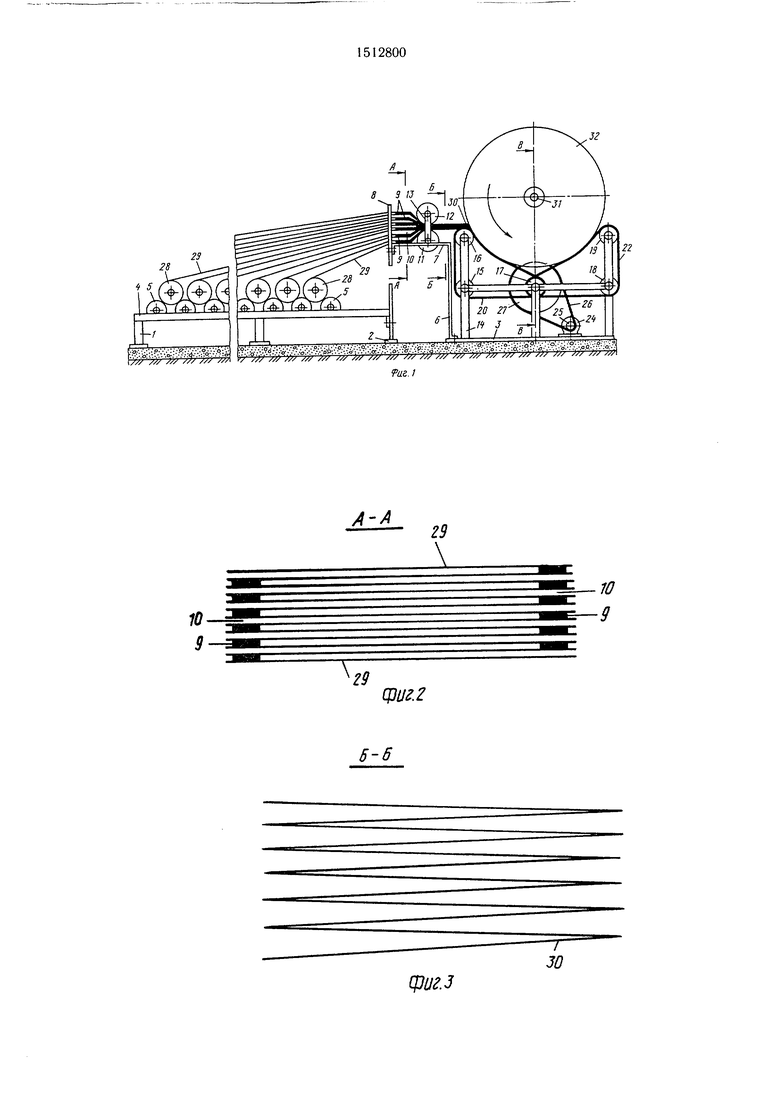
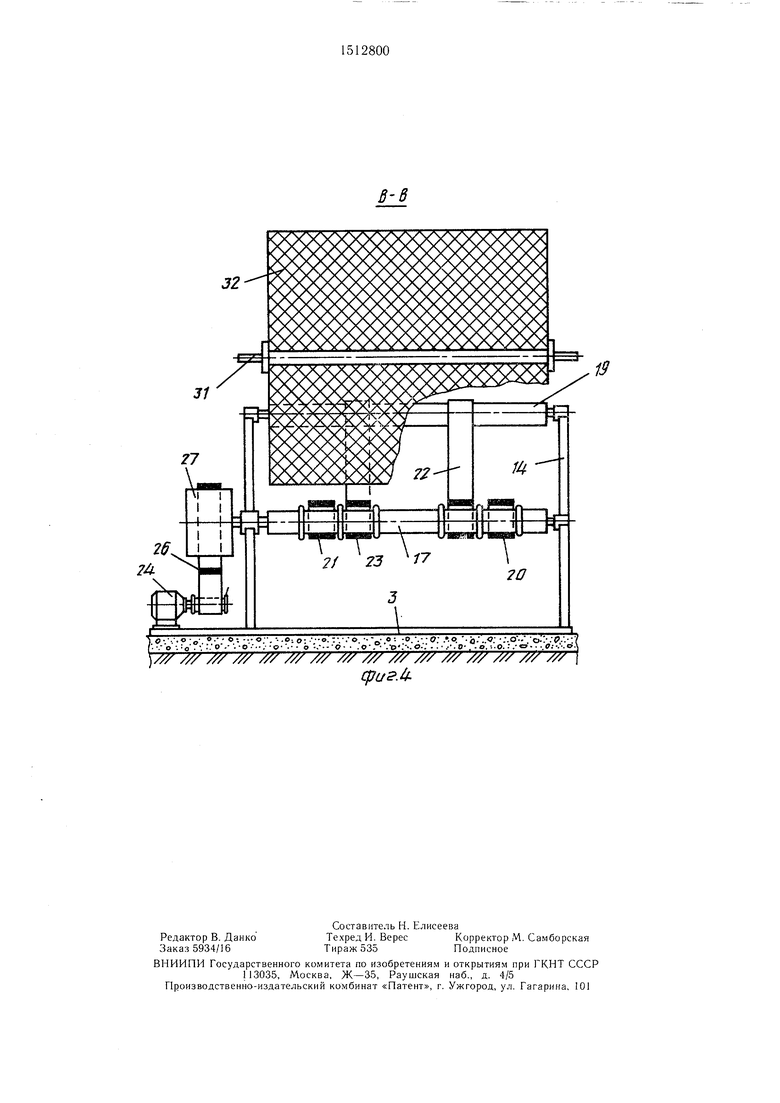
На фиг. 1 изображена установка, вид сбоку; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - се 1ение Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. I.
Установка для непрерывного соединения полимерных пленок содержит механизм размотки пленки, выполненный в виде рольганга 1, сварочный стол 2 и механизм 3 намотки- сваренных полотнищ.
Рольганг 1 содержит раму 4 с роликами 5 для укладки на них рулонов с пленкой (фиг. 1).
Сварочный стол 2 содержит раму 6 с горизонтальной площадкой 7, разделительные элементы, выполненные в виде разделительной решетки 8 с горизонтальными щелями, закрепленной в передней части стола 2. Ролики 5 рольганга опущены относительно самой нижней щели разделительной рещетки на расстояние, превышающее максимальный диаметр рулона с пленкой. По продольным сторонам сварочного стола 2 за разделительной решеткой 8 смонтированы нагревательные элементы 9. Они установлены двумя вертикальными рядами с зазорами 10.
Нагревательные элементы 9 одного ряда расположены относительно нагревательных элементов 9 другого ряда в чередующемся порядке (фиг. 2). На сварочном столе 2 за нагревательными элементами установлены прижимные элементы, выполненные в виде обрезиненных вальцов II и 12 с меСП
1C
00
ханизмом 13 регулирования, зазора между ними.
Механизм 3 намотки сваренных полотнищ включает раму 14 с подвижными роликами 15-19, оси которых параллельны. Ролики механизма намотки образуют две системы, одна из которых включает ролики 15- -17, а вторая - ролики 17-19. Каждая система роликов расположена в виде треугольника.
При этом ролики 15-17 кинематически связаны с помощью охватывающих их ремней 20 и 21. Ролики 17-19 кинематически связаны с помощью охватывающих их ремней 22 и 23. Поскольку ролик 17 охваКатущка 31, перекатываясь на движущихся ремнях 20-23, вытягивает одновременно все слои пленки 29 и, перемещая их вдоль нагревательных элементов 9 между вальцами 11 и 12, наматывает все слои пленки 29 на себя с постоянной скоростью, равной скорости движения ремней 20-23. Поверхности движущихся слоев пленки 29, примыкающие к верхней и нижней сторонам нагревательных элементов 9, оплавляют- 10 ся и при своем дальнейщем движении соприкасаются, сжимаются вальцами 11 и 12 и свариваются. Поверхности движущихся слоев пленки 29, не примыкающие к нагревательным элементам 11, а соприкасаюремнеи и 26. Поскольку ролик 1/ охва-щиеся между собой, при дальнейщем сжачен ремнями 20-23, он является общим т„и вальцами И и 12 не свариваются. для обеих систем, при этом все ролики об-После вальцев 11 и 12 сваренные между
разуют единую кинематически связанную систему, обеспечивающую равенство линейных скоростей движения ремней 20-23, на
собой слои пленки 29 образуют сплощное пленочное полотнище 30, сложенное «гармощ- кой, которое наматывается на катущку 31 которые уложено пленочное полотнище, сна- 20 в рулон 32. В конце сварки и сборки в ренное «гармошкой (фиг. 3) и смотанноерулон 32 пленочного полотнища 30 его снив рулон. Ролик 17 связан с приводом вращения от электромотора 24 через шкив 25,
ремень 26 и щкив 27.
Установка работает следующим образом.
На ролики 5 укладывают рулоны 28 с пленкой 29. Количество рулонов 28, уложенных на рольганг , соответствует количеству слоев пленки 29, свариваемой в
25
мают с ремней 20-23 совместно с катущ- кой 31. Для изготовления пленочного полотнища 30 используют толстую пленку, а также тонколистовые полимерные материалы.
Формула изобретения 1. Установка для непрерывного соедиполотнище 30. Пленку 29 от каждого ру- зо нения полимерных пленок, содержащая меха- лона 28 последовательно пропускают через горизонтальные разделительной решетки 8 к нагревательным элементам 9. При этом пленку 29 от более ближних рулонов пропускают через более низкие щели разнизм размотки пленки, сварочный стол с разделительными, нагревательными и прижимными элементами и механизм намотки сваренных полотнищ с приводом, отличающаяся тем, что,с целью повышения удобст40
делительной решетки 8. Затем пленку 29 про- 35 обслуживания и производительности уста- пускают через зазоры 10 между нагрева- новки, разделительные элементы закреплены тельными элементами 9, установленными на площадке 7 в два ряда, таким образом, что два смежных слоя пленки 29, пропущенных в одном ряду нагревательных элементов 9 через один зазор 10, в другом ряду пропущены через смежные зазоры 10 (фиг. 2). Затем несколько слоев пленки 29 пропускают между вальцами 11 и 12 и наматывают их края совместно на катушку 31 в направлении против часовой стрел- дз механизм намотки сваренных по- ки (фиг. 1). Катущку 31, обладающую лотнищ выполнен в виде двух систем достаточной массой (15-30 кг) с намотан-роликов с параллельными осями, каждая
ными на нее краями длиной 0,5-1 м много-из которых расположена в виде треугольслойной пленки 29 укладывают на ремниника и соединена ременной передачей,
20-23. Включают нагрев элементов 9. Припричем один из роликов выполнен общим
достижении номинальной температуры свар- 50 для обеих систем и связан с приводом, ки включают вращение электромотора 24,3. Установка по п. 1, отличающаяся
что приводит к вращению ремней 20-те-м, что механизм размотки пленки выпол23 и лежащей на них катушки 31.нен в виде рольганга.
в передней части стола и выполнены в виде решетки с горизонтальными щелями, а сварочные элементы установлены за ней по продольным сторонам стола двумя вертикальными рядами, причем нагревательные элементы одного ряда расположены относительно нагревательных элементов другого ряда в чередующемся порядке.
2. Установка по п. 1, отличающаяся
Катущка 31, перекатываясь на движущихся ремнях 20-23, вытягивает одновременно все слои пленки 29 и, перемещая их вдоль нагревательных элементов 9 между вальцами 11 и 12, наматывает все слои пленки 29 на себя с постоянной скоростью, равной скорости движения ремней 20-23. Поверхности движущихся слоев пленки 29, примыкающие к верхней и нижней сторонам нагревательных элементов 9, оплавляют- ся и при своем дальнейщем движении соприкасаются, сжимаются вальцами 11 и 12 и свариваются. Поверхности движущихся слоев пленки 29, не примыкающие к нагревательным элементам 11, а соприкасающиеся между собой, при дальнейщем сжасобой слои пленки 29 образуют сплощное пленочное полотнище 30, сложенное «гармощ- кой, которое наматывается на катущку 31 в рулон 32. В конце сварки и сборки в рулон 32 пленочного полотнища 30 его сни
мают с ремней 20-23 совместно с катущ- кой 31. Для изготовления пленочного полотнища 30 используют толстую пленку, а также тонколистовые полимерные материалы.
Формула изобретения 1. Установка для непрерывного соедиия полимерных пленок, содержащая меха-
нения полимерных пленок, содержащая меха-
низм размотки пленки, сварочный стол с разделительными, нагревательными и прижимными элементами и механизм намотки сваренных полотнищ с приводом, отличающаяся тем, что,с целью повышения удобст
обслуживания и производительности уста- новки, разделительные элементы закреплены механизм намотки сваренных по- лотнищ выполнен в виде двух систем роликов с параллельными осями, каждая
в передней части стола и выполнены в виде решетки с горизонтальными щелями, а сварочные элементы установлены за ней по продольным сторонам стола двумя вертикальными рядами, причем нагревательные элементы одного ряда расположены относительно нагревательных элементов другого ряда в чередующемся порядке.
2. Установка по п. 1, отличающаяся
2S
4 5
f,-o,- - .. o. - ..(;/.. 6 ,.. ft -- , oi. ..V:QX .. . o. - o -. .- -o . :- o- .. . л - . ; :. u - ;/rtO. o o :; j,
r.v .-;o:l-..-. - .o...-;.::o.v.v:o- : -.. - - -;- - - ДР- -У : УУу - 5У/ --
/ // //v /x/ x/xl tV /vv / / //y //7 f/ /// 7/ ////// /// x/ /
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного соединения рукавных полимерных пленок | 1981 |
|
SU982936A1 |
| Устройство для непрерывного соединения рукавных полимерных пленок | 1981 |
|
SU988572A2 |
| Устройство для непрерывного соединения рукавных полимерных пленок | 1980 |
|
SU990540A2 |
| Устройство для изготовления армированных пленочных изделий из полимерных материалов | 1981 |
|
SU956286A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ИЗДЕЛИЙ | 1997 |
|
RU2132775C1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1980 |
|
SU952639A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛЕНКИ ДЛЯ СВАРКИ ПАКЕТОВ | 1996 |
|
RU2111121C1 |
| Устройство для сварки полимерной пленки | 1991 |
|
SU1838129A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
Изобретение относится к области сварки пластмасс и может быть использовано для сварки и сборки крупногабаритных пленочных полотнищ противофильтрационных экранов. Цель - повышение удобства обслуживания и производительности установки. Для этого в установке для непрерывного соединения полимерных пленок разделительные элементы закреплены в передней части стола и выполнены в виде решетки с горизонтальными щелями. Сварочные элементы установлены за ней по продольным сторонам стола двумя вертикальными рядами. Нагревательные элементы одного ряда расположены относительно нагревательных элементов другого ряда в чередующемся порядке. Кроме того, механизм намотки сваренных полотнищ выполнен в виде двух систем роликов с параллельными осями, каждая из которых расположена в виде треугольника и соединена ременной передачей. Один из роликов выполнен общим для обеих систем и связан с приводом. Механизм размотки пленки выполнен в виде рольганга. 2 з.п. ф-лы, 4 ил.
A-A
29
29
цзиг.2
(риг.з
32
31
). о О- -.«.. -oi о: .. :...-- в - -о. .-О ..о. ./); -.-.о - ...- 7
. о . о . , .. о о . О . о -.-р- .О. . О ., о- . .... в- . .0, ..о. . /сУ. . .,О.-.... с.
У/ /// //////////// /// /// /// /// /// /// /7/ /// //////
сригЛ
| УСТАНОВКА ДЛЯ СВАРКИ ТЕРМОПЛАСТИЧНОЙ ПОЛУРУКАВНОЙ ПЛЕНКИ | 0 |
|
SU300339A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для непрерывного соединения рукавных полимерных пленок | 1981 |
|
SU982936A1 |
| Солесос | 1922 |
|
SU29A1 |
