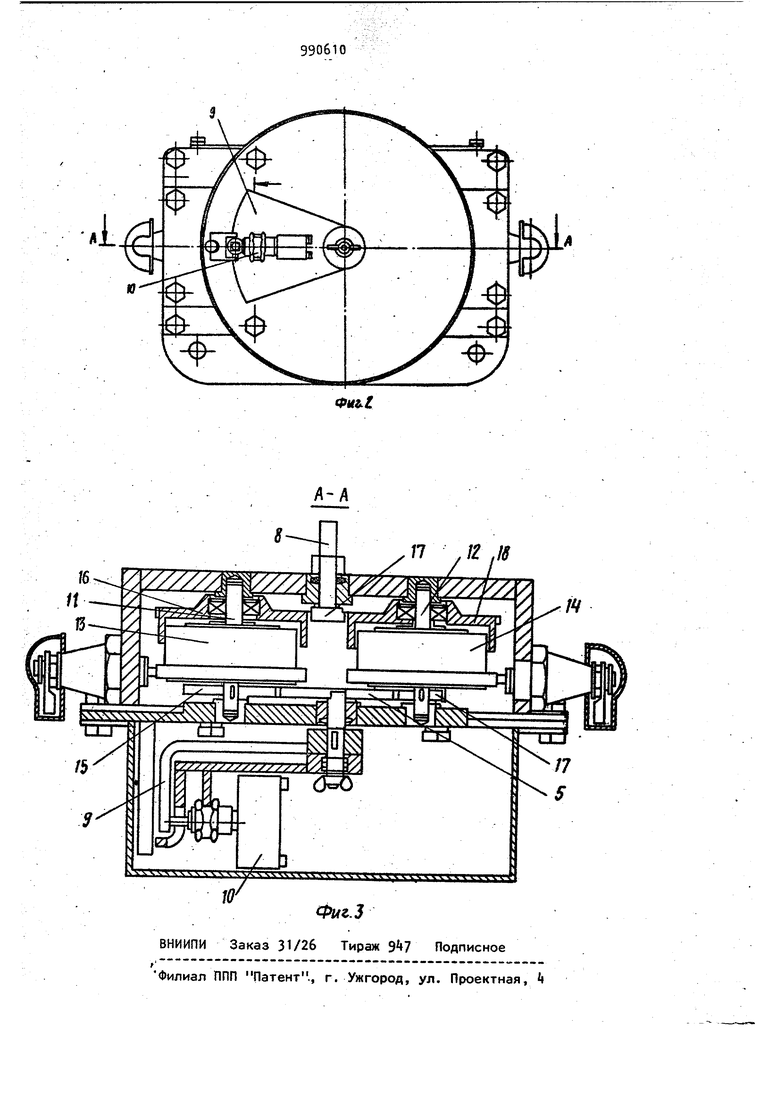
. . Изобретение относится к автоматизации транспортирования изделий различных длин, а именно к устройствам для центрирования изделий от-. носительно его середины, и может быть использовано в поперечных и про дольных линиях судостроительной, машиностроительной и лесной промышленности. Известно устройство для центриро-вания лесоматериалов, включающее цен рирующий транспортер с реверсивным, приводом, два датчика и командоаппарат управления работой транспортера 1. Однако это устройство не обеспечивает достаточно точного центрирова ния изделий различных длин относител но их середины и конструктивно сложное. Наиболее близким техническим решением к изобретению является устрой ство для центрирования изделий, вклю чающее два датчика, расположенные в начале и конце центрируюв его транспортера с реверсивным двигателем, и механизм управления, имеющий две зубматые передачи с шестерней на входном и выходном валу каждая и с элементом Замыкания, установленным с возможностью взаимодействия с конечным выключателем 2 j. Однако устройство может центрировать изделия только в поперечных транспортных линиях, что ограничивает технологические возможности устройства. Точность останова зависит от прямолинейности изделий (лесоматериала) , а диапазон длин зависит от размеров датчиков, которые с увеличением диапазона длин становятся С/Э4ШКОМ громоздкими, что вед к усложнению конструкции. Целью изобретения является расширение технологических возможностей и упрощение конструкции. ; Указанная цель достигается /тем, что в устройстве для центрирования изделии, включающем два датчика, расположенные в начале и конце центрирующего транспортера с реверсивным двигателем, и механизм управления, имеющий две зубчатые передачи с шестерней на входном и выходном валу ка дая и с элементом замыкания, установ ленным с возможностью взаимодействия с конечным выключателем, каждая зубчатая передача выполнена в виде параллельно расположенного входному ва промежуточного вала с электромагнитной муфтой и двумя шестернями, одна из которых установлена с возможность взаимодействия с шестерней выходного вала, а другая - с шестерней входного вала, при этом выходной вал распо ложен соосно входному валу, а передаточное число одной зубчатой переда чи больше передаточного -гисла другой в два раза, причем элемент замыкания выполнен в виде кривошипа, установленного на выходном валу. На фиг. 1 схематично показана кинематическая схема устройства для центрирования изделий; на фиг, 2 механизм управления, общий вид, на фиг, 3 - разрез А-А на фиг. 2. - Устройство для центрирования изделий включает два датчика 1 и 2, расположенные в начале и конце центрирующего транспортера 3 с реверсивным двигателем (не показан), и механизм k управления, имеющий две зубча тые передачи с шестернями 5 и 6 на входном 7и выходном 8 валу каждая, и с элементом 9 замыкания, установленным с возможностью взаимодействия с конечным выключателем 10. Каждая зубчатая передама выполнена в виде параллельно расположенного вход ному ралу 7 промежуточного вала 11 и 12 с электромагнитной муфтой 13 и 1 и двумя шестернями 15, 1б и 17, 18 на каждом, причем одна шестерня . 15 и 17 каждого промежуточного вала 11 и 12 установлена с возможностью взаимодействия с шестерней 5 выходного- вала 7, а другая 1б и 18 - с шестерней 6 входного вала 8, при это выходной вал 7 расположен соосно входному валу 8, а передаточное число одной зубчатой передачи больше передаточного числа другой в два раза, так как шестерня 17 имеет число зубьев в два раза меньше чей шестерня 15о Элемент 9 замыкания выполнен в виде кривошипа, установленного на выходном валу 7. 8 исходном положении кривошип 9 находится в фиксированном положеНИИ, т.е. нажимает ролик конечного выключателя 10, Устройство для центрирования изделий работает следующим образом. Изделия поштучно подаются на центрирующий транспортер 3 и своими торцами взаимодействуют на датчики 1 и 2, Сначала транспортируемое изделие нажимает на датчик 1, включается привод центрирующего транспортера За После того, как изделие сойдет с датчика 1, включается электромагнитная муфта 13. Кривошип 9 через кинематическую связь - входной вал В, шестерни 6, 16 15 и 5 выходной вал 7 - начинает отклоняться от исходного положения на угол с( нажатия передней кромкой изделия на датчик 2, Привод центрирующего транспортера 3 переключается на реверс, электромагнитная муфта 13 отключается, а включается электромагнитная муфта l. Кривошип 9 начинает возвращаться в исходное положение с удвоенной скоростью, так как число зубьев шестерни 17 в два раза меньше, чем в шестерне 15. Достигнув исходного положения, кривошип 9 нажимает на конечный выключатель 10, который подает сигнал на останов центрирующего транспортера 3 и отключение электромагнитной муфты Н Изделие останавливается своей серединой на одинаковом расстоянии от датчиков 1 и 2. Для того, чтобы угол об не превышал ЗбО, суммарное передаточное число кинематическойсвязи должно соответствовать формуле V- где 1 и -максимальная и минита%мальная длина изделия:; -диаметр ролика цент рирующего транспорте1Г 3,1. Расстояние между датчиками 1 и 2 должно быть где а - необходимый припуск для предотвращения одновременного срабатывания датчиков 1 и 2, При этом передаточное число Ц одной зубчатой передачи больше передаточного числа другой зубчатой передачи в два раза, Положительный эффект предлагаемого устройства заключается q том, что упрощается его конструкция при достижении Необходимой точности центрирования изделий различных длин относительно их середины не только на поперечных, но и на продольных транспор ных линиях, что расширяет технологические возможности предлагаемого устройства. Отсутствие ограничений по минимальной длине изделий дает возможност центрировать в едином потоке изделия с большим диапазоном длин. формула изобретения Устройство для центрирования изделий, включающее два датчика, расположенные в начале и конце центрирующего транспортера с реверсивным двигателем, и механизм управления, имеющий две зубчатые передачи с шестерна входном и выходном валу каждая элементом замыкания, установленс возможностью взаимодействия с конечным выключателем, о т л и чающееся тем, что, с целью расширения технологических возможностей и упрощения конструкции, каждая зубчатая передача выполнена в виде параллельно расположенного входному валу промежуточного вала с электромагнитной муфтой и двумя шестернями, одна из которых установлена с возможностью взаимодействия с шестерней выходного вала, а другая - с шестерней входного вала, при этом выходной вал расположен соосно входному валу, а передаточное число одной зубчатой передачи больше передаточного числа другой в два раза, причем элемент замыкания выполнен в виде кривошипа установленного на выходном валу. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 781150, кл. В 65 G kJ/QQ, 1Э79. 2,Авторское свидетельство СССР ff , кл. В 65 G , 1977 (прототип). lx Фш/ /t
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1996 |
|
RU2146212C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ПРЕДМЕТОВ В ТАРУ | 1996 |
|
RU2130410C1 |
| МАШИНА ДЛЯ УКЛАДКИ В ТАРУ ШТУЧНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2085451C1 |
| СТАНОК-КАЧАЛКА | 2012 |
|
RU2506455C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1994 |
|
RU2089474C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2001 |
|
RU2198831C2 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 2006 |
|
RU2313478C1 |
| СТАНОК-КАЧАЛКА | 2012 |
|
RU2506457C1 |
| Устройство для браковки ткани | 1974 |
|
SU711211A1 |
| Устройство для обработки кулачковых валов | 1983 |
|
SU1093485A1 |