Предлагаемое изобретение относится к оборудованию для укладки штучных изделий и может быть применено в линиях приведения готовой продукции в товарное состояние на операциях послойной укладки консервных и пресервных банок в транспортную тару.
Известно устройство для укладки изделий (бутылок) в тару, содержащее захватную головку, пантограф для обеспечения перемещения головки и пневмоситему [1]. Основным недостатком данного устройства является невысокая точность функционирования захватной головки в моменты укладки изделий в тару. Объясняется это тем, что перемещение захватной головки обеспечивается посредством гибких элементов (цепей), которые не исключают отклонения фактической траектории движения захватной головки от заданной, что приводит к деформации тары и потере производительности из-за внецикловых простоев.
Из известных устройств наиболее близким по технической сущности является устройство для укладки в стопу изделий, содержащее питатель изделий в виде подающего транспортера, стол для формирования комплекта изделий, механизм, служащий для переноса изделий с питателя на стол, который включает в себя две рамки, смонтированные на параллельных горизонтальных валах с возможностью поворота на 180o, фиксатор для удерживания рамок в горизонтальном положении и маховик, связанный посредством зубчатой передачи с одним из горизонтальных валов [2] . В данном устройстве механизм перемещения изделий с питателя на стол (в позицию формирования комплекта) усложнен наличием фиксатора для удержания поворотных рамок в горизонтальном положении и наличием маховика для уравновешивания движущихся масс. Наличие фиксатора и маховика приводит к необходимости во избежание возникновения жестких ударов на границах интервалов возвратно-поворотного движения рамок увеличения длительности кинематического и рабочего циклов, что снижает производительность устройства. Опыт работы таких устройств показывает, что они достаточно стабильно функционируют при времени рабочего цикла не менее 10 с. Следовательно, при схеме укладки 3х4 изделия в слое (наиболее распространенная схема укладки рыбных консервов в ящики) производительность одного устройства составляет
Q = 60•Z/τp= 60•12:10 = 72 изд/мин,
где Z - число изделий в слое, шт.;
τp - время (период) рабочего цикла, с.
Такая производительность оказывается значительно меньше производительности автоматизированной рыбоконсервной линии. Кроме того, при смещении фиксатора, что может иметь место в процессе работы или наладки, возникает неопределенность движения, т. е. поворот рамок на угол, не равный 180o, в результате чего может произойти заклинивание или поломка механизма переноса изделий с питателя в позицию укладки. Это приводит к внецикловым потерям рабочего времени и снижению производительности устройства. При повороте рамок на угол более 180o может иметь место деформация изделия (банок) и тары, что помимо потерь времени на установление брака снижает качество укладки изделия.
Задачей настоящего изобретения является повышение производительности и надежности функционирования устройства.
Решение поставленной задачи достигается тем, что в устройстве для подслойной укладки изделий в тару, содержащем питатели изделий, опорное приспособление для тары, зубчато-рычажный механизм с захватами для изделий, исполнительное звено которого выполнено в виде двух рамок, укрепленных на горизонтальных параллельных валах, снабженных шестернями, связанными между собой зубчатой рейкой, и механизм привода, шестерня одного из валов (ведущая шестерня) дополнительно связана с зубчатым сектором, который жестко укреплен на выходном звене механизма привода.
При этом центр кривизны делительной окружности зубчатого сектора совмещен с центром качания выходного звена механизма привода, а механизм привода представляет собой кривошипно-шатунный механизм, выходным звеном которого является коромысло.
Кроме того, в предлагаемом устройстве длины звеньев механизма привода удовлетворяют равенству λ
Заявляемое устройство отличается от прототипа иной формой связи исполнительного механизма, несущего захваты для изделий, с механизмом привода, содержащей зубчатый сектор, который укреплен на выходном звене механизма привода и кинематически связан с шестерней одного из валов исполнительного механизма, при этом механизм привода представляет собой кривошипно-шатунный механизм с коромыслом, с центром качания последнего совмещен центр делительной окружности зубчатого сектора.
Введение зубчатого сектора в связь исполнительного механизма с механизмом привода обеспечивает синхронное реверсивное движение рамок с углом размаха 180o, при этом захваты совершают плоскопараллельное движение по дугам постоянного радиуса, их скорость плавно растет от нуля до максимального значения в первой половине интервала движения и, наоборот, плавно уменьшается от максимума до нуля во второй половине интервала. Поскольку зубчатый сектор имитирует движение коромысла, т.е. выходного звена, на котором он укреплен, а передаточное число между зубчатым сектором и шестерней остается постоянным, при возвратно-поворотом движении рамок (или плоско-параллельном движении захватов) не возникает жестких ударов, что повышает надежность работы устройства.
Применение кривошипно-шатунного механизма с коромыслом, удовлетворяющего условию λ
соответственно угол поворота кривошипа, определяющий интервал прямого и обратного хода;
τп.х, τo.x - время соответственно при прямом и обратном ходе;
τ - период кинематического цикла устройства.
Кроме того, предложенный механизм имеет одинаковую силовую работоспособность в интервалах прямого и обратного ходов. Функция углов передачи, определяющая силовую работоспособность механизма, при заданном соотношении длин звеньев оказывается симметричной и равновеликой для обоих интервалов движения. Благоприятно, что как при прямом, так и при обратном ходе угол передачи достигает своей максимальной величины (90o), т.е. предпочтительного для передачи технологических нагрузок значения.
Таким образом, предложенный кривошипно-шатунный механизм привода позволяет обеспечивать равномерную передачу сил в интервалах прямого и обратного ходов, что способствует выравниванию движущего момента на валу кривошипа, уменьшению расхода мощности на реализацию процесса и в целом - повышению производительности устройства.
Предлагаемое устройство, для групповой укладки изделий в тару поясняется чертежами, где на
- фиг. 1 изображена кинематическая схема устройства;
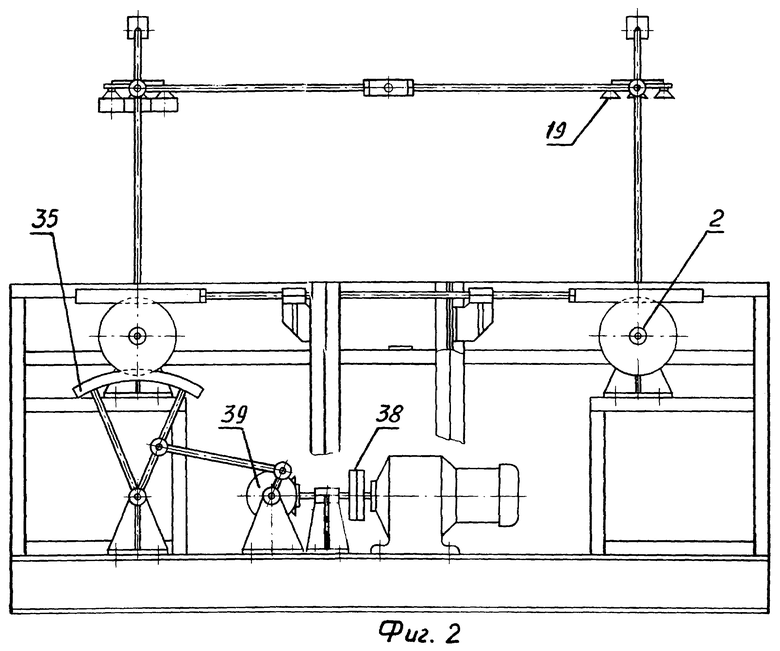
- фиг. 2 - устройство, вид спереди;
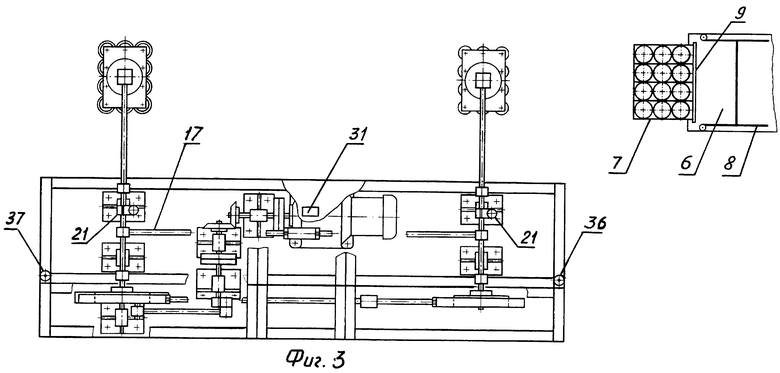
- фиг. 3 - то же, вид сверху;
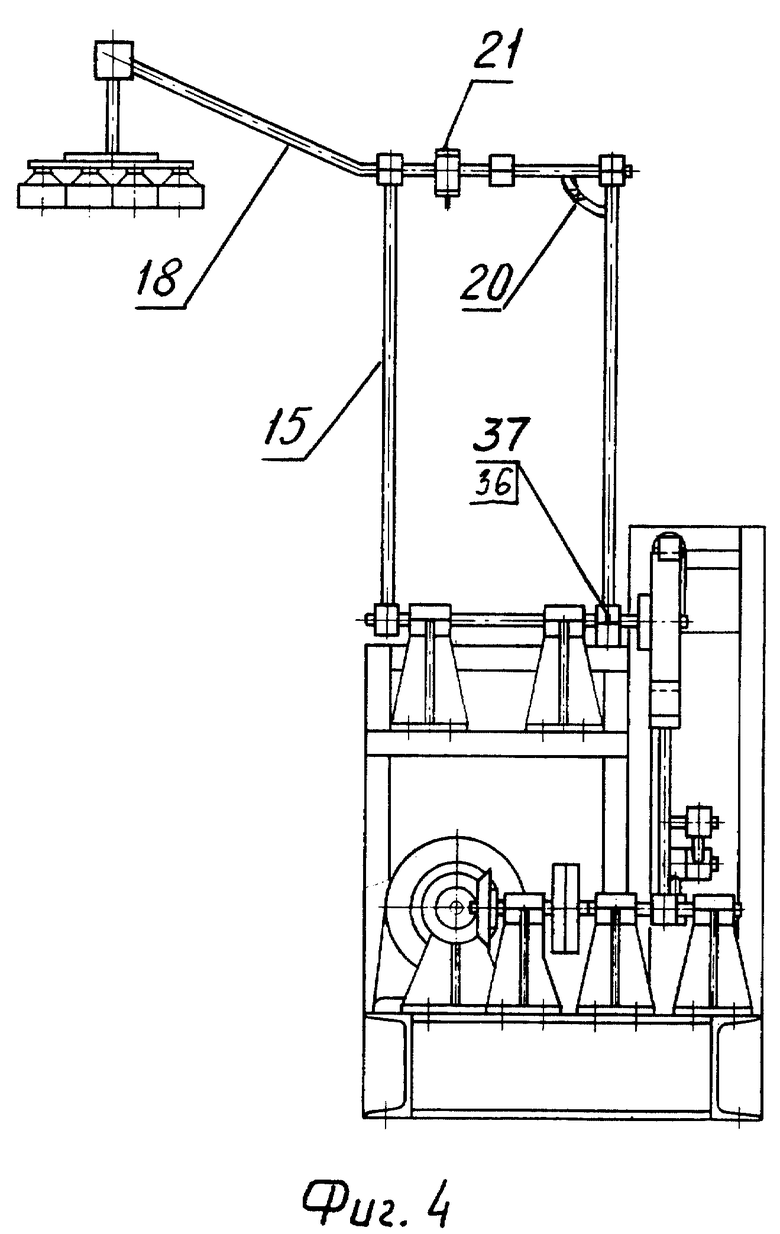
- фиг. 4 - то же, вид слева;
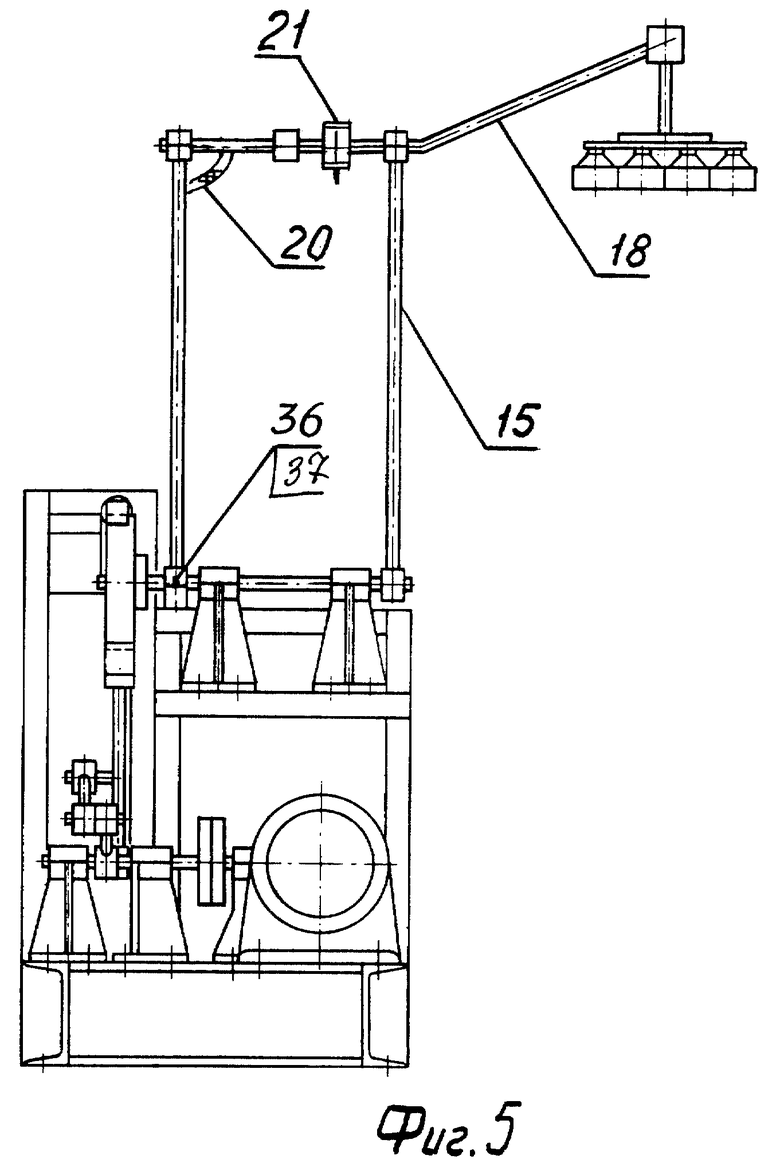
- фиг. 5 - то же, вид справа;
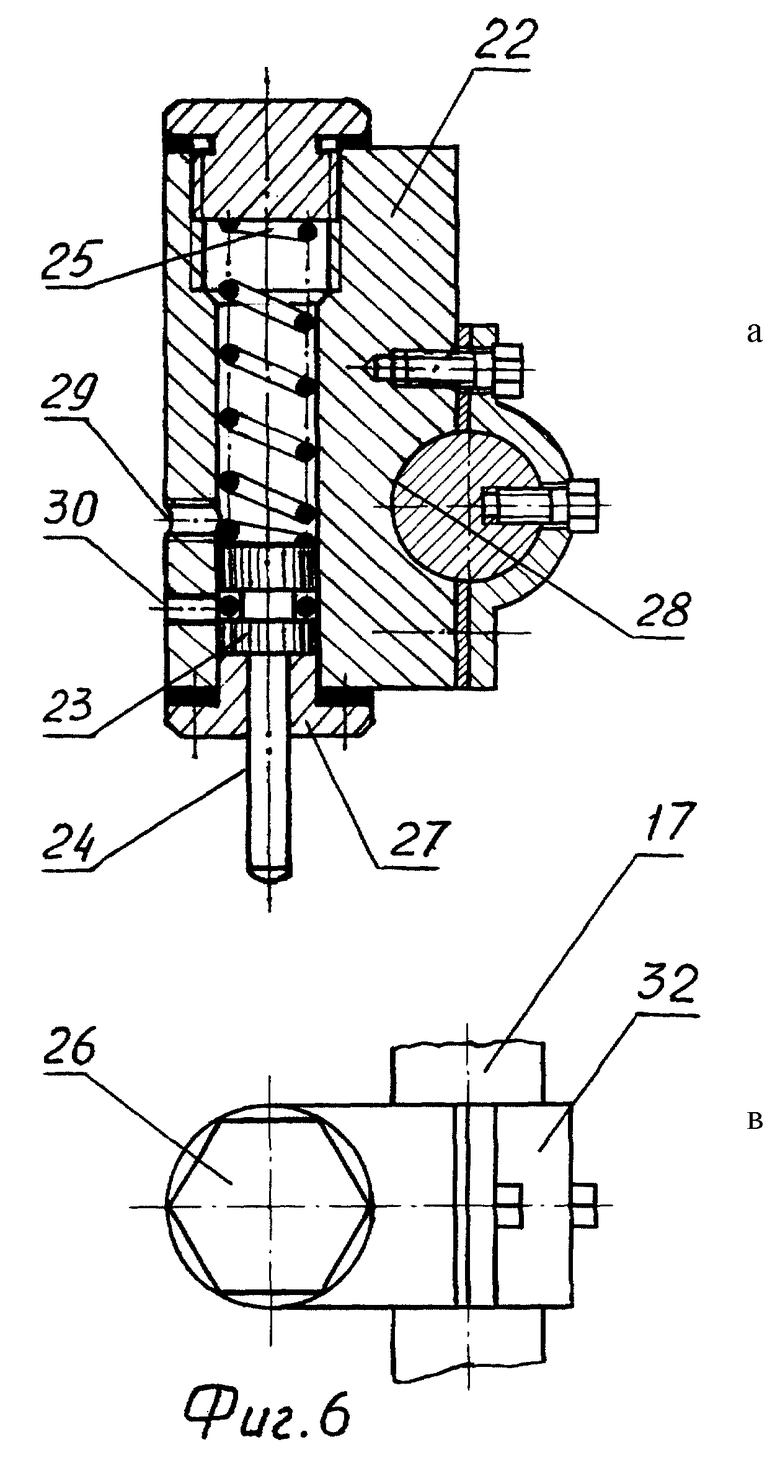
- фиг. 6 a,b - отсекатель вакуума: a - разряд, b - вид сверху.
Устройство для послойной укладки изделий в тару содержит питатели 1 изделий зубчато-рычажный механизм 2 с захватами 3 для изделий, опорное приспособление 4 для тары и привод 5.
Каждый питатель 1 изделий состоит из накопителя 6 (фиг. 3), формирователя 7 и ворошителя 8. Накопитель выполнен в виде стола с полированной плоской рабочей поверхностью, установленного с наклоном в сторону формирователя 7. Формирователь оснащен расположенными вертикально продольными тонкостенными пластинами, образующими "ручьи" для изделий, при этом каждый "ручей" снабжен конечным выключателем (датчиком наличия изделий). Все конечные выключатели соединены последовательно и сблокированы системой автоматического управления с приводом 5 для подхода захвата к формирователю только при наличии в "ручьях" формирователя полного комплекта изделий. Ворошитель 8 выполнен в виде двух связанных между собой реек, которые являются выходным звеном центрального кривошипно-коромыслового механизма. Рейки расположены по боковым кромкам накопителя 6, возвратно-поворотное движение реек интенсифицирует процесс перемещения изделий по накопителю в направлении к формирователю. Над входной частью каждого формирователя 7 перпендикулярно его "ручьям" установлена подпружиненная планка 9, служащая для предотвращения опрокидывания изделий, находящихся на накопителе, но контактирующих с крайними изделиями в "ручьях" формирователя, при подъеме комплекта изделий вакуум-присосами.
Зубчато-рычажный механизм 2 включает шестерни 10 и 11, укрепленные на параллельных горизонтальных валах 12 и 13 и кинематически связанные зубчатой рейкой 14, исполнительное звено, выполненное в виде рамок 15 и 16, укрепленных соответственно на валах 12 и 13, и H-образную горизонтальную раму 17, шарнирно связанную с рамками 15 и 16. Захваты 3 для изделий укреплены посредством Л-образных стержней 18 на боковинах горизонтальной рамы 17. Каждый захват 3 выполнен в виде пустотелой плиты, на нижней поверхности которой смонтированы вакуум-присосы 19 (фиг. 2), выполненные из упругодеформируемого материала, например из вакуумной резины, при этом полость каждой пустотелой плиты посредством герметичной трубки 20 соединена с соответствующим отсекателем 21 вакуума.
Отсекатель 21 вакуума (фиг. 6) состоит из корпуса 22, в цилиндрической полости которого размещены плунжер 23, оснащенный наконечником 24, и пружина 25, пробки 26 и втулки 27. Корпус 22 отсекателя вакуума имеет фасонный вырез 28 для крепления отсекателя к соответствующему Л-образному стержню 18. В стенке корпуса выполнены два сквозных отверстия 29 и 30, причем отверстие 29 посредством герметичной трубки 20 соединяет цилиндрическую полость корпуса отсекателя с полостью захвата 3, а отверстие 30 служит для соединения полости с атмосферой по цепи: захват 3 - герметичная трубка 20 - отверстие 29 - цилиндрическая полость корпуса отсекателя - отверстие 30. Сообщение полости захвата с атмосферой обеспечивается в результате взаимодействия наконечника 24 плунжера 23 с упором 31, укрепленным на раме устройства. Каждый отсекатель 21 вакуума крепится на соответствующем Л-образном стержне 18 посредством хомута 32, для чего стенка корпуса отсекателя в месте расположения фасонного выреза 28 выполнена утолщенной и имеет глухие резьбовые отверстия.
Привод 5 устройства содержит механизм 33 привода для передачи движения от мотор-редуктора зубчато-рычажному механизму 2. Эту функцию выполняет кривошипно-шатунный механизм, выходным звеном которого является коромысло 34. На коромысле 34 укреплен зубчатый сектор 35, который находится в зацеплении с шестерней 10 зубчато-рычажного механизма 2, при этом для механизма 2 шестерня является ведущей. Компоновка зубчатого сектора 35 на коромысле 34 обеспечивает совмещение центра делительной окружности зубчатого сектора с центром качания коромысла.
Опорное приспособление 4 для тары содержит стол для фиксированного положения ящика в горизонтальной плоскости и пневмомеханизм вертикального перемещения стола. Стол 4 установлен симметрично относительно формирователей 7 и относительно параллельных горизонтальных валов 12 и 13, несущих рамки 14 и 15, т.е. находится на середине расстояния между ними, при этом расстояние от осей валов 12 и 13 до осей соответствующих боковин горизонтальной рамы 17 равно расстоянию от оси любого из указанных валов до центра опорного приспособления для тары.
Для исключения остановки зубчато-рычажного механизма 2 в период после захвата изделий вакуум-присосами 19 и снятия их с формирователя 7 до образования нового ряда изделий, т.е. замыкания цепи датчиков наличия изделий, предусмотрены конечные выключатели 36 и 37, укрепленные в верхней горизонтальной части рамы устройства (фиг. 3), нормально замкнутые контакты которых соединены параллельно с контактами датчиков наличия изделий соответствующих формирователей 7.
Для обеспечения остановки механизма 33 и зубчато-рычажного механизма 2 при работающем электродвигателе привода 5 последний снабжен электромагнитными муфтами 38 и 39.
Устройство работает следующим образом.
Предварительно включаются в работу транспортеры подачи изделий на накопители 6, при этом начинают функционировать ворошители 8 и на опорное приспособление 4 для тары подается пустой ящик. После образования на каждом формирователе 7 полного комплекта изделий включается в работу привод 5, обеспечивающий функционирование зубчато-рычажного механизма 2, которое сопровождается плоскопараллельным перемещением горизонтальной рамы 17 с захватами 3. Зубчатый сектор 35, укрепленный на коромысле 34 механизма 33 привода, совершает вместе с коромыслом возвратно-поворотное движение, в результате чего ведущая шестерня 10 и связанная с ней зубчатой рейкой 14 шестерня 11 сообщают валам 12 и 13 и укрепленным на валах рамкам 15 и 16 синхронное реверсивное движение с углом размаха рамок 180o. При этом каждый захват 3 в интервале прямого и обратного хода перемещается по дуговой траектории с центром кривизны последней на геометрической оси соответствующего горизонтального вала. Синхронность движения рамок 15 и 16 обеспечивается наличием зубчатой рейки 14 и горизонтальной H-образной рамы 17, с которой рамки шарнирно связаны.
При установившемся процессе укладки изделий, по завершении поворота рамок 15 и 16 на угол 180o, т.е. при подходе их к границе интервалов прямого и обратного ходов, один захват опускается над формирователем 7, другой над ящиком. Контактируя с изделиями, вакуум-присосы 19 захвата, опустившегося на формирователь, деформируются и захватывают изделия, находящиеся в "ручьях" формирователя, при этом захват, опустившийся в ящик, девакуумируется в результате воздействия наконечника 24 плунжера 23 отсекателя 21 вакуума на упор 31. При взаимодействии наконечника 24 с упором 31 плунжер 23 отсекателя вакуума, сжимая пружину 25, перемещается в направлении к пробке 26 и перестает изолировать отверстие 29 от отверстия 30, при этом разрежение в вакуум-присосах 19 сменяется атмосферным давлением, и изделия устанавливаются на дно ящика или на расположенный ниже ряд изделий, уже находящихся в ящике.
В начале интервала поворота рамок 15 и 16 в обратном направлении наконечник 24 перестает взаимодействовать с упором 31, и плунжер 23 отсекателя 21 вакуума под действием пружины 25 возвращается в исходное положение, в результате чего цилиндрическая полость отсекателя изолируется от атмосферы. В каждом интервале поворота рамок 15 и 16 на 180o H-образная горизонтальная рама 17 с захватами 3 совершает плоскопараллельное перемещение, при этом один захват выполняет рабочий ход (с изделиями), а другой - холостой ход (без изделий), причем захват, удерживающий изделия, перемещается к опорному приспособлению 4 для тары (к ящику), а захват, ранее освободившийся от изделий, - к соответствующему формирователю. Поскольку за время кинематического цикла зубчато-рычажного механизма 2 каждый захват 3 завершает свой рабочий ход, приходящийся на одну из половин интервала цикла, в предлагаемом устройстве практически нет холостых ходов.
В момент перед занятием рамками 15 и 16 горизонтального положения рамка, захват 3 которой опускается без изделий над формирователем (например, рамка 15), нажимает на конечный выключатель 36 и размыкает его контакты. При этом, если формирователь 7, над которым находится захват без изделий, заполнен изделиями, механизм 33 привода 5 и зубчато-рычажный механизм 2 продолжает движение, если же ряд изделий не сформирован, механизмы 33 и 2 посредством электромагнитной муфты 38 останавливаются при работающем электродвигателе привода 5. По окончании образования комплекта изделий на формирователе контакты датчиков наличия изделий замыкаются, и механизмы 33 и 2 автоматически включаются в работу. Аналогично рассмотренному функционирует другой захват, при этом рамка 16 взаимодействует с конечным выключателем 37, а отключение механизмов 33 и 2 от привода 5 устройства обеспечивается посредством электромагнитной муфты 39.
При загрузке ряда изделий в ящик опорное приспособление 4 опускает ящик на расстояние, равное высоте изделий, а после наполнения ящика выводит его из устройства, сигнализируя о необходимости подачи под загрузку пустого ящика.
За период кинематического цикла устройства каждый захват завершает свой рабочий ход, приходящийся на одну из половин интервала цикла, поэтому в предлагаемом устройстве практически нет холостых ходов, в результате обеспечивается наибольшее (равное единице) значение коэффициента непрерывности, что повышает КПД устройства.
Оснащение устройства двумя захватами, совершающими движения с плавным изменением скорости (отсутствие жестких ударов), позволяет повысить производительность устройства как за счет увеличения числа захватов, так и за счет интенсификации процесса укладки. Производительность предлагаемого устройства при схеме укладки 3х4 изделия в слое и времени кинематического цикла 7,5 с составит
Q = 60•m•Z/τ = 60•2•12:7,5 = 192 изд/мин,
где m - число захватов.
Таким образом, производительность предлагаемого устройства в 2 раза больше производительности известных банкоукладочных машин при равенстве их кинематических циклов.
Источники информации, принятые во внимание при составлении заявки
1. Авт. свид. СССР N 996271, М. Кл. B 65 B 21/08, 1983.
2. Авт. свид. СССР N 1006312, МКИ B 65 B 23/06, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ПРЕДМЕТОВ В ТАРУ | 1996 |
|
RU2130410C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1994 |
|
RU2089474C1 |
| МАШИНА ДЛЯ УКЛАДКИ В ТАРУ ШТУЧНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2085451C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ШТУЧНЫХ ПРЕДМЕТОВ | 1996 |
|
RU2146213C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2151087C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ УКЛАДКИ ПРЕДМЕТОВ | 2001 |
|
RU2220888C2 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1993 |
|
RU2086481C1 |
| МАШИНА ДЛЯ УКЛАДКИ В ТАРУ ИЗДЕЛИЙ УДЛИНЕННОЙ ФОРМЫ | 2001 |
|
RU2176973C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2001 |
|
RU2198831C2 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2184057C2 |
Устройство для послойной укладки изделий в тару относится к оборудованию, применяемому в линиях приведения консервов в товарный вид. Устройство содержит питатели изделий, зубчато-рычажный механизм с захватами для изделий, опорное приспособление для тары и привод. Зубчато-рычажный механизм включает шестерни, укрепленные на параллельных горизонтальных валах, кинематически связанные зубчатой рейкой. Исполнительное звено выполнено в виде рамок, укрепленных соответственно на валах. Н-образная горизонтальная рама шарнирно связана с рамками. Привод устройства содержит механизм привода для передачи движения от мотор-редуктора зубчато-рычажному механизму. Изобретение позволяет повысить производительность и надежность работы устройства. 3 з.п.ф-лы, 6 ил.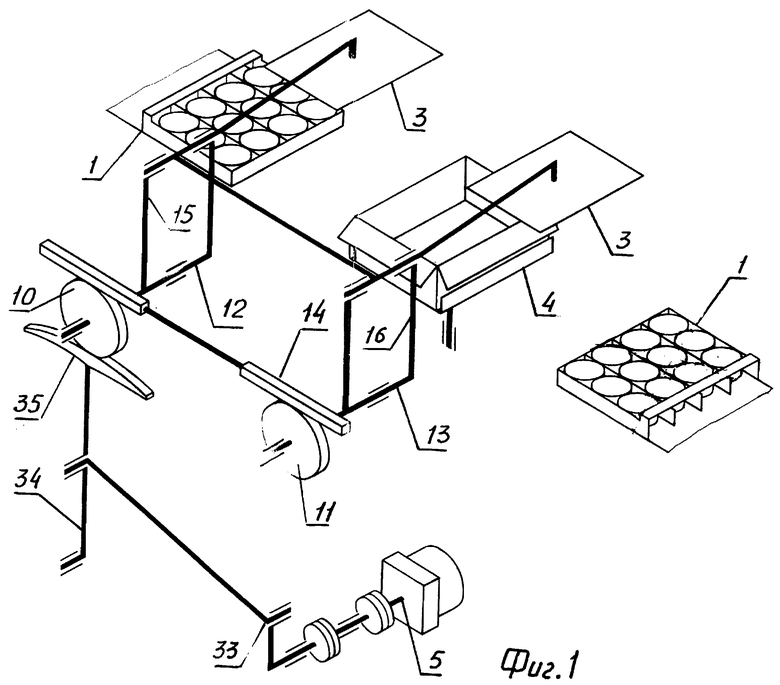
λ
где λ1= r/d - относительная длина кривошипа;
λ2= 1/d - относительная длина шатуна;
λ3= b/d - относительная длина коромысла;
r, l, b - длина соответственно кривошипа, шатуна, коромысла;
d - длина стойки (межцентровое расстояние).
| Устройство для укладки бутылок в тару | 1981 |
|
SU996271A1 |
| Установка для укладки в стопу прокладок с яйцами | 1981 |
|
SU1006312A1 |
