Уст))0 1ства д.дя прессования трубок и; легкоплавкого геталла (сплава) с одширемснным заполнением их флюсующим aтepпaлoм, имеющпе .тве копдентрпчно раеноложенцые камеры - наружную для металла, ; акаичнв;иощу1ося кольдеоооразным oTBepiTiieM для формовання труикп, н внутреинют для флюса с выходом носледнего через канал дерна, раеположеппого в кольцеобразном отиерстни парусиной каме,1)ы, известны. Однако атп уст)oiicTiui обладают тем недостатком, что в них нанолнечие флюсом трубкн происходит неравномерно но всей ее длине, так как. для нрессованпя в качестве рабочего агенча применяют с;катый воздух, давление которого в нродессе нрессования меняется.
Согласно изобретению, указанный недостаток устраняется тем, что устройство снабжено двумя, лгестко связанными между собой н кондентрнчпо раеполо,кеннымн нуансонами, из которых нустотелый цилнндрнческий наружньгй нуансон перемеи;ается в камере для металла, а другой - внутренний нуансон - в камере для флюса.
Такая конструкция устройства обеспечивает равномерное заподпение трубкп по всей ее длине с самого начала нрессованкя до его конда.
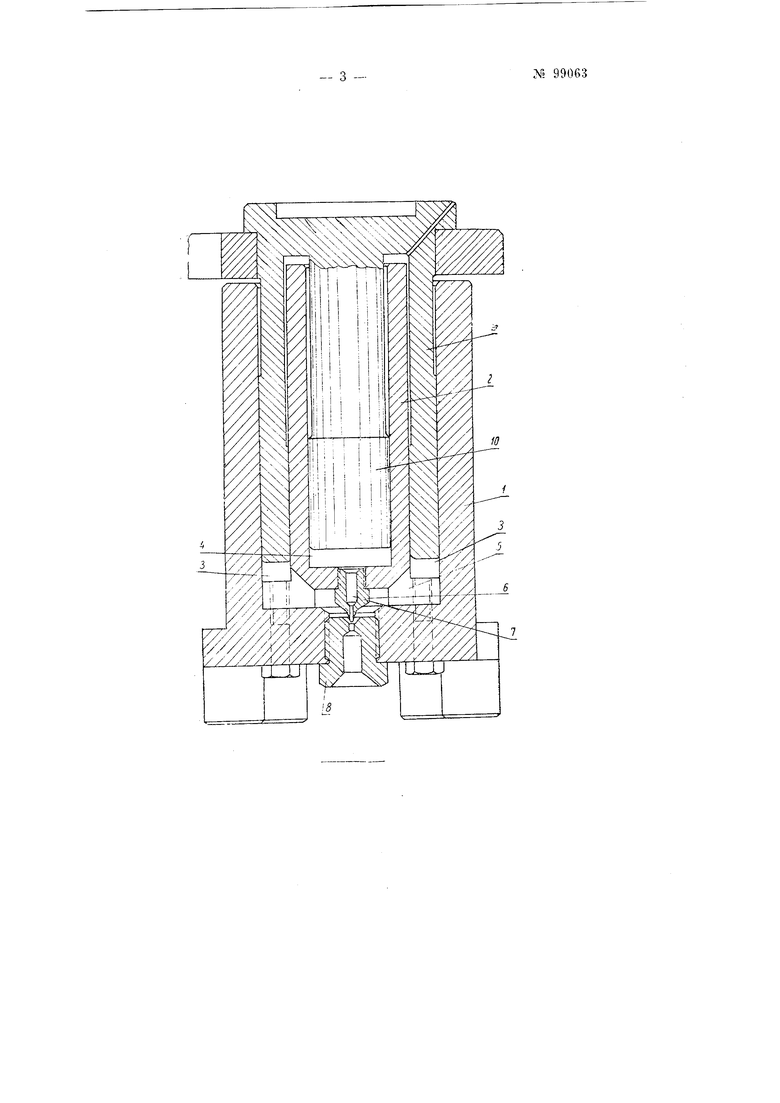
На чертеа;е предлагаемое устройство показано в продольном разрезе.
В цилиндрическом корпусе (1) помещена пустотелая оправка (2), разделя лН1;ая полость корпуса (1) па две кондентрпчно расноложепные камеры - наруж.пую кольцевую камеру (3) и пнугрепнюю ка51еру (4). Нарул;ная камора (3) заканчивается кольцеобразным отверстием (5), но осн кот орого раеш)лоj;,en Д01)н (6), снабженпый (7), соединенным с. камерой (4). Кольцеобразное отверстие (5) камеры (3) н канал (7) дорна (6) сооби,ены с отверстием матрицы (8).
В камеры (3) п (4) устройства входят два жестко связанные между собой я копцентрично расноложенные нуансона, а нменно: пустоте.лый цилнндрический пуансон (9). неремещающнйся в камере (S), п осевой нуансон (10), нереме1цающийся в камере (4).
В камеру (3) заливают раеилавлениый легконлавкгп металл (например олово) на трн четверти ее илсоты. В камеру (4) до такого а;е уровня заливают ;кидкий флюсующий материал (папример канифоль).
После того как металл н флюсуюн ий материал затвердеют, в устройство вставляют пуансоны (9) н (10), которые на прессе производят одновременное нрессоваппе металла и флюсующего материала. При ;-)том из камеры (3) через кольдеоб)азпое отверстие (о) выдавливается металл и в матрлце (8) формуется Олагодаря дорну (6) трубка, которая заполняется в процессе прессования флюсующим материалом, выдавливаемый пуансоном (10) лз камеры (4) через капал (7).
Если в сеяенл трубки жющади металла и флюсующего матерпала обозпачпть соотвстствепно через (а) и (Ь), а в сечении устройства площади иуансонов (9) и (10) соответственно через (с) н (d), то для равномерного наполнения образующейся., трубки фл1осуюп|,11м матеpnaaojf весьма валснб выдер;кат1 соотношейие: - , i
а JL
Ь .. d
Для BOBJtoSfHOCTH прессования трубо;; . ,;1иаметра дорн (G) п матрп |,а .(S) в.ьшолиепь сменными.
II р е д м е т н з о б р е т е н н 5Г
Уст))оиство для прессования трубок нз летконлавкого металла (сплава) с одновременный заполнением их флюсующям мате1)иалом, имеющее две к,ондентрпчяо )асполо:кенные камеры - гару;1;ную для металла, заканчивающуюся кольдеоб)азным отверстием для- образования Т1)убi;ir, и внутреннюю для флюса с выходом последнего че)ез капал дорпа, входящего в ;олг иеобразное отверстпе нару, камеры, о т л i ч а ю щ е е с я тем, что, с обеспечения равномерного заиолнепия Т1)у(1ки флюсом, оно снабжено двумя, жестко связанны.мн ле;кду собой н к онцентрично )асноложепп:ымн нуансонами, из крго)ых один пустотелый дилиндр гческий пе1)емещается в камере для металла, а другой - в ;aiiei)e для флюса.