Изобретение касается обработки металлов давлением.
Известен способ изготовления многоканальных низкотемпературных припоев путем получения одноканальных трубных заготовок и последующего совместного запрессовывания их в оболочку. Однако для осуществления этого способа необходимо создание специальных ванн для покрытия сердечника. Кроме того, выкрашивание флюса из каналов сердечника при подаче во второй пресс приводит к незаполнению каналов изделия. Применение нежидких флюсов в этом снособе невозможно.
Для обеснечения возможности получения многоканальных трубок из припоя с несколькими заполненными флюсом каналами повышенного качества и расщирение гаммы применяемых флюсов в качестве одноканальных трубок используют трубки из припоя, заполненные флюсом.
Схема осуществления предлагаемого способа поясняется фиг. 1 и 2.
По известной технологии на прессе 1 прессуют одноканальные трубки 2, наполненные флюсом. Затем трубки 2 наматываются на специальный барабан 3 с несколькими отделениями, который после намотки на него ряда бухт трубок 2 уетанавливают на шплинтоне 4 второго пресса.
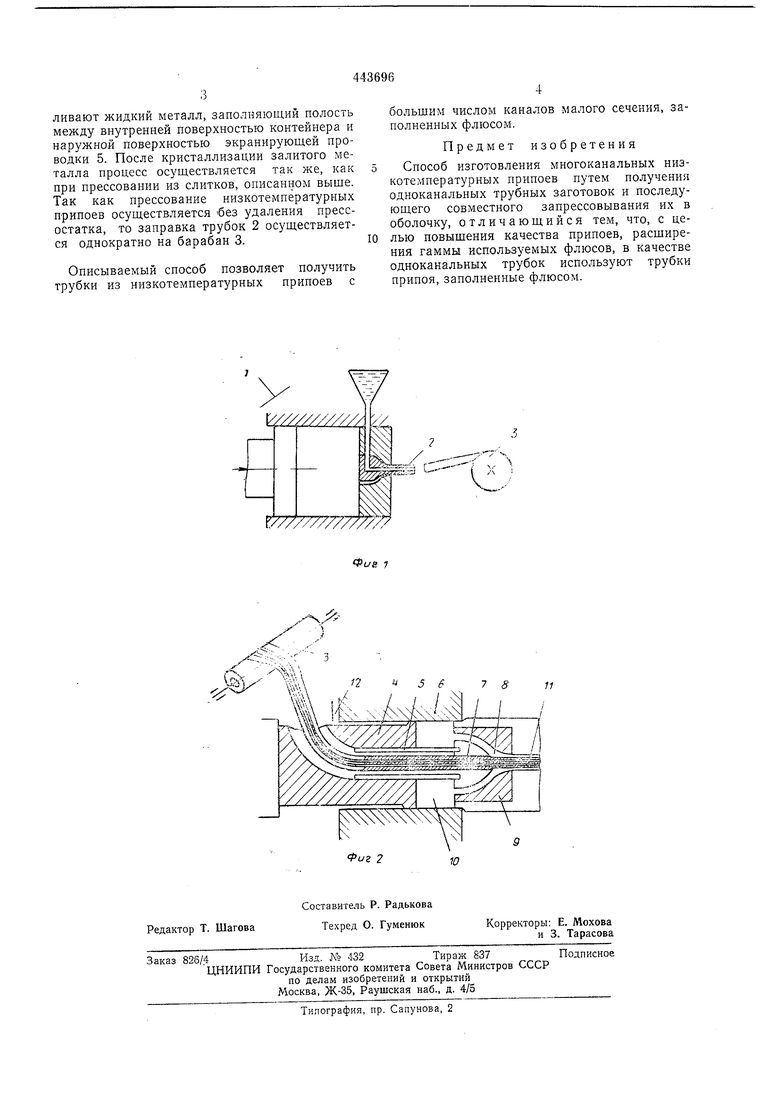
Одноканальные трубки 2 через нолый шплинтон 4 и экранирующую проводку 5, проходящую по всей длине контейнера 6, нодводятся через направляющие каналы 7 в обжимную зону 8 камерной матрицы 9. Экранирующая проводка 5 устраняет контакт Т1рубо,к 2 с ирессуемым металлом в контейнере 6 н, тем самым, обеспечивает их целостность.
В случае прессования полых слитков слиток 10 подается в контейнер 6 и усилием шплинтона 4 осуществляют выдавливание металла через камерную матрицу 9. Выдавливаемый металл захватывает подведенные
трубки 2, обжимается вместе с ними на выходе из обжимной зоны 8. При этом происходит сварка выдавливаемого металла с подведенными трубками 2, благодаря хорощей свариваемости низкотемпературных припоев. ТаКИМ образом, на выходе из матрицы получается трубка 11 с иесколькими каналами малого диаметра, заполненными флюсом. В случае кристаллизации металла непосредственно в контейнере 6 перед первой прессовкой каналы
обжимиой зоны 8 и матрицы 9 закрываются пробками из холодного ирииоя, чтобы исключить попадаипе жидкого металла иа введенные трубки 2 и их разрушение. Затем щплинтон 4 закрывает отверстие контейнера 6. Через специальный канал 12 в контейнер 6 заливают жидкий металл, заполняющий полость между внутренней поверхностью контейнера и наружной поверхностью экранирующей проводки 5. После кристаллизации залитого металла процесс осуществляется так же, как при прессовании из слитков, описанном выше. Так как прессование низкотемпературных припоев осуществляется без удаления прессостатка, то заправка трубок 2 осуществляется однократно на барабан 3.
Описываемый способ позволяет получить трубки из низкотемпературных припоев с
больщим числом каналов малого сечения, заполненных флюсом.
Предмет изобретения
Способ изготовления многоканальных низкотемпературных припоев путем получения одноканальных трубных заготовок и последующего совместного запрессовывания их в оболочку, отличающийся тем, что, с целью повышения качества припоев, расщирения гаммы используемых флюсов, в качестве одноканальных трубок используют трубки припоя, заполненные флюсом.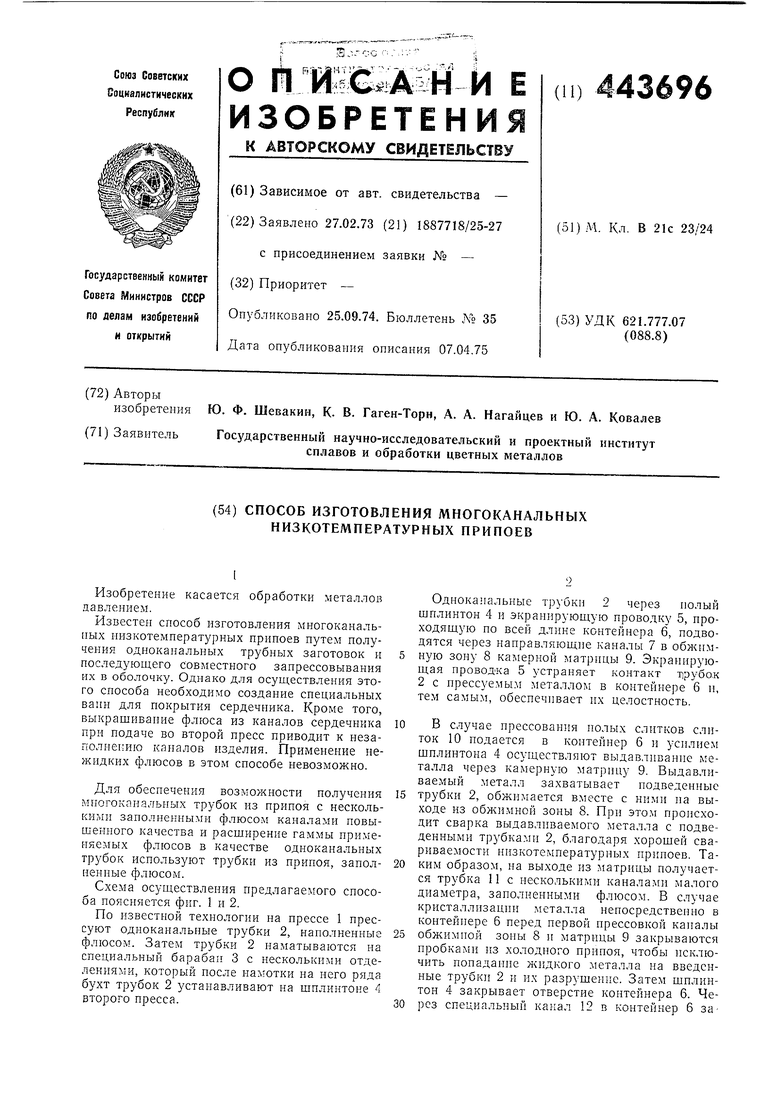
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| Способ работы инструмента для экструдирования заготовок | 1975 |
|
SU595032A1 |
| МАТРИЧНЫЙ УЗЕЛ ДЛЯ МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ | 1991 |
|
RU2050208C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Контейнер устройства для прессования труб и полых профилей | 1986 |
|
SU1375371A1 |
| ТЕПЛООБМЕННИК | 1998 |
|
RU2141613C1 |
| Способ управления работой прессового инструмента при экструдировании полых слитков | 1976 |
|
SU615975A1 |
| КАМЕРНАЯ МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ТРУБНЫХ ИЗДЕЛИЙ | 1969 |
|
SU257417A1 |
| Способ прессования полых изделий на горизонтальных прессах | 1985 |
|
SU1477499A1 |
| Способ изотермического прессования припоев | 1987 |
|
SU1444020A1 |
