Известны инструменты для точечной сварки листового металла, содержащие электрододержатель и бункер с дозатором для флюса, подаваемого к месту сварки. Однако степень прогрева и расплавления свариваемого металла, осуществляемая ими на режиме короткого замыкания сварочного тока, непостоянна, в результате чего толщина электрозаклепок изменяется в довольно щироком диапазоне.
Предлагаемый инструмент обеспечивает получение электрозаклепок требуемой толщины. Он отличается от известных тем, что электрододержатель выполнен скользящим в электрически изолированных вертикальных направляющих втулках и подается по направлению к месту сварки вместе с зажатым в него электродом после нажатия гащетки включения контактора сварочного трансформатора, снабженной защелкой, освобождающей упор электрододержателя.
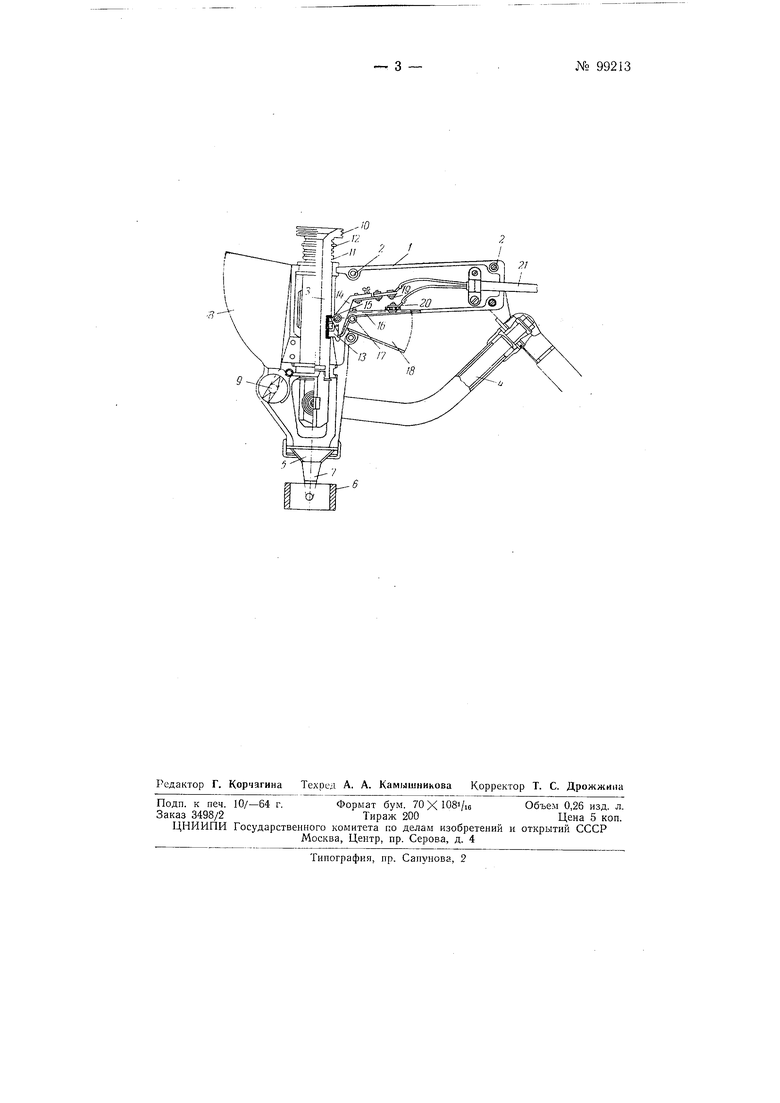
На чертеже изображен инструмент (продольньш разрез).
Инструмент имеет легкий корпус L например алюминиевый, составленный из двух скрепленных винтами 2 половин. В корпусе / помещен вертикальный электрододержатель 3, скользящий по электрическа изолированным направляющим втулкам корпуса. Электрододержатель 5 соединен гибким кабелем 4 с концом низковольтной обмотки сварочного трансформатора, другой ее конец соединен с листами, подлежащими сварке. Электрод в виде проволоки вводится внутрь канала электрододержателя 3, выдвигается относительно нижнего его торца на требуемую длину и закрепляется. Конец электрода проходит по оси воронки 5, присоединенной к корпусу / снизу над кольцом 6, которое жестко соединено с воронкой 5 кронщтейном 7. Сбоку корпус 1 соединен с бункером 8 для флюса, снабженным поворотным от руки дозатором Я предназначенным для пропуска требуемого количества флюсав кольцо 6 через воронку 5. Флюс перед началом работы засыпается в кольцо 6
ДГо 99213
вокруг конца электрода, прилегающего концом к свариваемому листу при поднятом положепии электрододержателя 3.
Верхний; конец электрододержателя 3 снабжен оттяжной головкой 10, под которой расположено несколько кольцевых пазов 11, служащих для фиксации иа электрододержателе пружинного разрезного кольца 12, расстояние от которого до верхнего торца направляющей электрододержатель втулки корпуса 1 определяет величину хода электрода к месту сварки при прогревании и расплавлении металла на режиме, близком к режиму короткого замыкания сварочного тока, т. с. при прилегании конца электрода к листу. Скорость опускания электрододержателя 3 во время работы электрода в указанном режиме сварочного тока задается регулятором, связанным с зубчатой рейкой на электрододержателе (на чертеже не показан).
На средней части своей длины электрододержатель 3 снабжен упором 13 для защелки 14, поворотной на оси 15 корпуса и отжимаемой от него в сторону упора 13 пружиной 16, обернутой вокруг оси 17 гащетки 18. Закрепленные на хвостовике защелки и гащетки контакты 19 и 20 образуют контактор включения цепи первичной обмотки сварочного трансформатора, присоединенной к этим контактам проводниками гибкого кабеля 21.
Для выполнения электрозакленки инструмент с оттянутым за головку 10 электрододержателем, запертым в поднятом положении за упор 13 защелкой 14, устанавливают кольцом 6 на место будущей заклепки. Электрод вдвигает в капал электрододержателя до касания с верхним из соединяемых листов, а в кольцо 6 засыпают из бункера 8 флюс, поворачивая дозатор 9. Нал имают па гашетку 18, включая сварочный трансформатор и освобождая защелку 14. Короткая дуга, образующаяся между концом электрода и верхним листом, лучи которой отражаются воронкой 5, способствует хорошему прогреванию и расплавлению металла на режиме, близком к режим} короткого замыкания сварочного тока, продолжающемся за период опускания электрододержателя на величину расстояния от кольца 12 до торца направляющей электрододержатель втулки корпуса / со скоростью, задаваемой регулятором. Конец электрода в толще флюса расплавляется. Прекращение подачи электрододержателя удлиняет дугу и ее обрыв над слоем флюса.
Предмет и з о б р е т е н и я
1.Инструмент для точечной сварки листового металла, снабженный электрододержателем и бункером с дозатором для флюса, подаваемого к месту сварки, отличающийся тем, что для повыщения степени нрогрева и расплавления свариваемого металла на режиме, близком к режиму короткого замыкания сварочного тока, электрододержатель выполнен скользящим в электрически изолированных направляющих втулках и подается по направлению к месту сварки вместе с зажатым в нем электродом после нажатия гащетки включения контактора сварочного трансформатора, снабженной защелкой, освобождающей упор электрододержателя.
2.Инструмент по п. 1, отличающийся тем, что для изменения величины подачи электрододержателя по направлению к месту сварки при прогреве и расплавлении свариваемого металла, верхняя часть электрододержателя снабжена несколькими кольцевыми пазами для пружинного разрезного кольца, ограничивающего подачу электрододержателя при упоре в торец направляющей его втулки корпуса.

| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер для обучения навыкам ведения сварки | 1988 |
|
SU1651309A1 |
| Электрозаклепочник | 1949 |
|
SU82715A1 |
| Устройство для сварки металлов электрозаклепками | 1958 |
|
SU123643A1 |
| Устройство для приварки стержней к элементам сортового профиля | 1960 |
|
SU139037A1 |
| Устройство для многоэлектродной электрошлаковой и электродуговой сварки или наплавки и электрододержатель для сварки или наплавки | 1991 |
|
SU1834766A3 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОД ФЛЮСОМ ТОЛСТОЛИСТОВЫХ МОСТОВЫХ КОНСТРУКЦИЙ | 2005 |
|
RU2301135C1 |
| Аппарат для автоматической электродуговой сварки под слоем флюса заклепочных швов | 1948 |
|
SU78484A1 |
| Способ сварки электрозаклепок и коротких швов под слоем флюса | 1948 |
|
SU74664A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И РЕЗКИ МЕТАЛЛА | 2003 |
|
RU2256540C1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |