Согласно изобретению, предлагается способ сварки электрюзаклепок 5 коротких швов под Слоем флюса одновременно угольным и металлическим электродами, при этом металлический электрод используется для возбуждения дуги и для нолучения присадочного металла, а угольный электрод для проплавления верхнего листа.
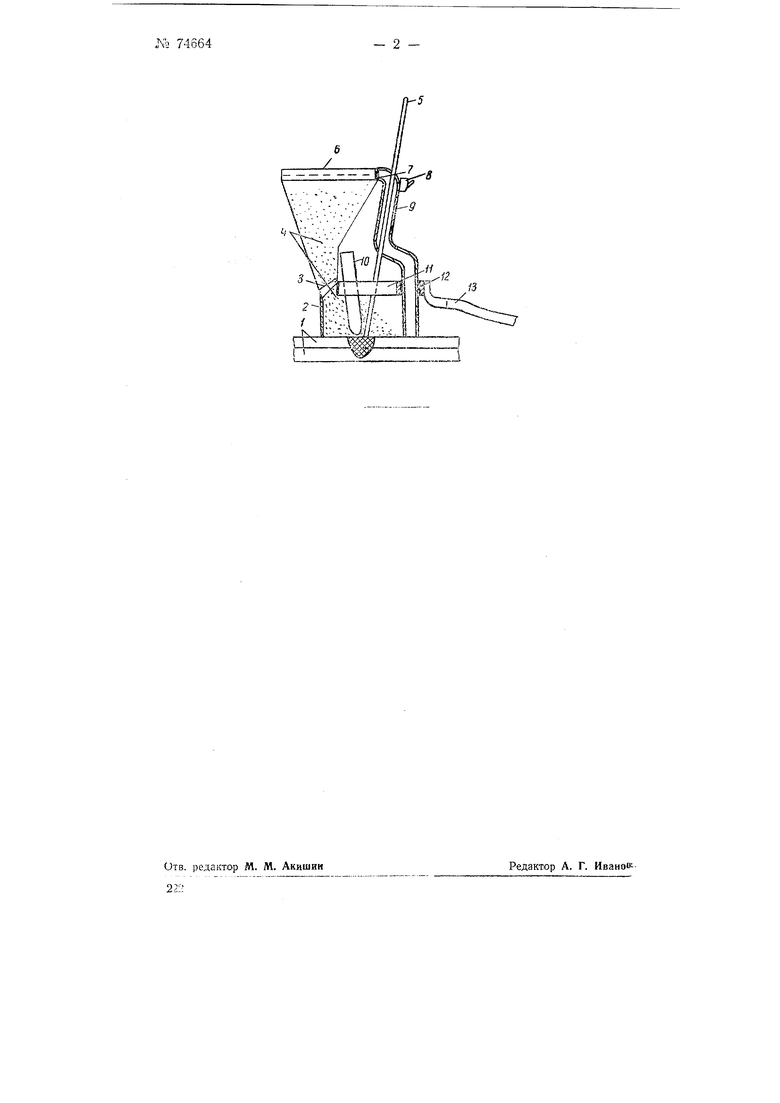
На чертеже приведена схема, иллюстрирующая предлагаемый способ сварки со следующими обозначениями: / - свариваемое изделие, 2 - флюсовая коробка, 3 - заслонка, 4 - 1ФЛНХ;, 5 - металлический электрод, 6 - крышка бункера с сеткой, 7 - бункер, 8 - выключатель ил1и К1Н01ПОЧНЫЙ аппар.ат, 9 - рукоятка, W - угольный электрод, 11 - электрододержатель, 12-изоляция, 13- гибкий кабель.
Сварка производится в следующем порядке.
Аппарат или изделие устанавливается так, чтобы электрод находился против того 1Места, где необходимо произвести сварку.
Угольный и металлический электроды подводятся к изделию до соприкосновения с ним при незначительном давлении. Место сварки засыпается флюсом, после чего включается сварочный ток. Возникающая между металлическим электродом и изделием дуга перебрасывается на угольный электрод, расплавляя на последнем пленку шлака.
Дуга, возникающая между угольным электродом и изделием, проплавляет верх1ний и нижний листы на необходимую глубину за соответствующий промежуток времени. В процессе проплавления угольный электрод может подаваться аи же поверхности листа, с целью увеличения глубины провара.
Предмет изобретен и я
1. Способ сварки электрозаклепох и коротких швов под слоем флюса однОВремелнс угольным и металл ическим электродами, отличающийся тем, что металлический электрод используют для возбуждения дуги и для получения присадочного металла, а угольный электрод для проплавления верхнего листа (или верхних листов).
2- Способ по п. 1, отличающийся тем, что в Случае необходимости проплавить металл на больщую глубину угольному электроду дают поступательное движение в паправлении проплавления.
221
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой сварки | 1978 |
|
SU743810A1 |
| Способ сварки под флюсом | 1979 |
|
SU872105A2 |
| Способ сварки под флюсом | 1974 |
|
SU496128A1 |
| Способ соединения изделий электрозаклепками | 1943 |
|
SU66350A1 |
| Состав подкладки для формирования обратной стороны сварного шва | 1980 |
|
SU903044A1 |
| АВТОМАТИЧЕСКАЯ СВАРКА ПОД СЛОЕМ ФЛЮСА УГОЛЬНЫМ ЭЛЕКТРОДОМ | 1949 |
|
SU85486A1 |
| Способ электродуговой сварки | 1980 |
|
SU927432A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Способ дуговой сварки электрозаклепками | 1981 |
|
SU979053A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1970 |
|
SU284226A1 |