Изобретение относится к устройствам для дугово сварки металлов э. ектрозаклепками под слоем флюса.
Известные устройства такого рода, содержащие сварочную головку для автоматической подачи электродной проволоки, стол для закрепления изделия, механизм для СЕ;аривае.мых листов и .механизм для относительного перемещения сварочной головки и стола с- изделием, не обеспечивают автоматизации процесса сварки.
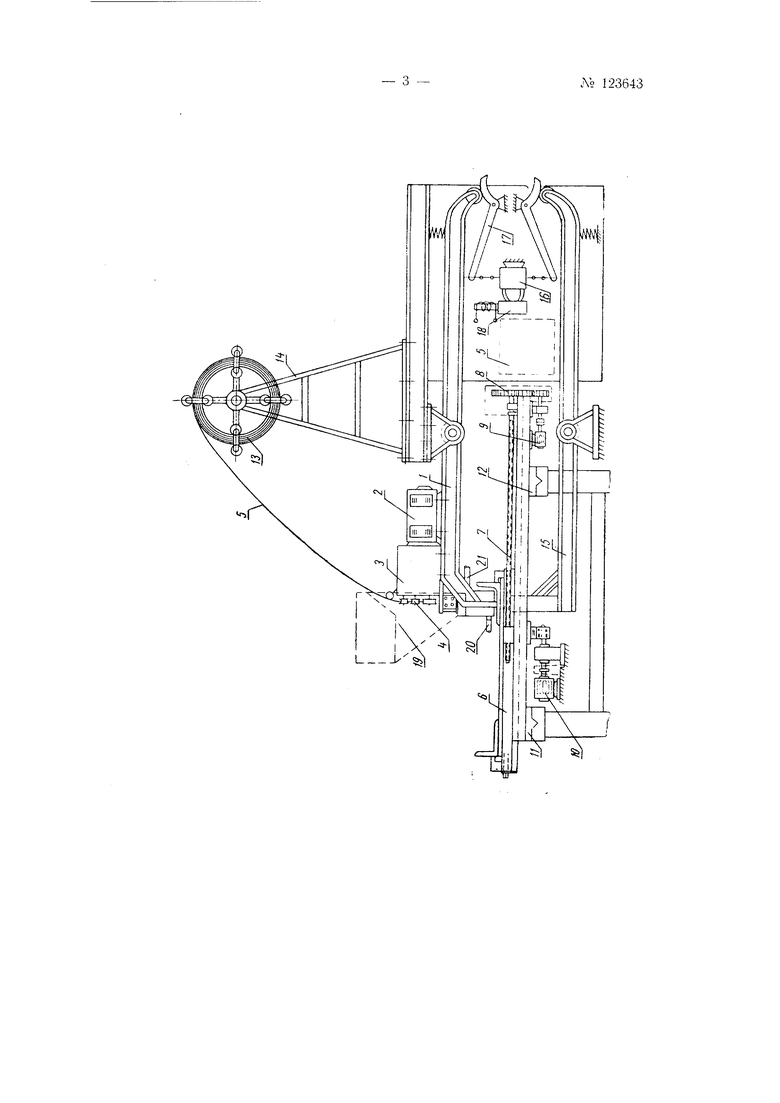
Для устранения указанного недостатка предлагаемое устройство снабжено системой взаимосвязанных электронных реле вре.мени, осупдестЕшяющих включение и выключение отдельных механизмов в н жной по-.ледовательностиСхема предлагаемого устройства представлена на чертеже.
На поворотном рычаге / закреплена сварочная головка, сочлененная с электродвигателем 2, который через редуктор 3 вращает ролнкн 4, подающие сварочную проволоку 5 в зону сварки. Сварочный стол 6 с помощью ходового винта 7, шестерен 8 и электродвигателя 9 может перемещаться относительно сварочной головки вместе с закрепленным на нем изделием. Э.лектродвигатель 10 служит для перемещения сварочного стола по направляющи.м 11 и 12 в поперечном нанравлении. сварочной проволоки 13 закреплена па стойке 14. Поворотный рычаг 15 и рычаг / совместно осуществляют сжатие свариваемых листов.
Для создания усилия сжатия служит пневматический цилиндр /6, воздействующий на рычаги 17. Пневмокланан 18 с электромагшггным управлением служит для включения цилиндра 16. Бункер /-9. снабженный дозатором, обеспечивает подачу флюса. Охлаждающая вода подастся через патрубок 20 и отводится через патрубок 21. Система взаимосвязанных электронных реле времени обеспечивает последовательное включение электромагнита пнеЕ Моклапана 18, включение еилового контактора в сварочной цепи, включение и выключение электродвигателя подачи электродной проволоки -с ревереированиеМ для зажигания дуги, выключение силового контактора, включение электропривода перемещения етола с изделием и выключение этого привода после подачи изделия на очередную операцию сварки. При автоматической работе указанная последовательноеть включения и выключения отдельных механизмов но1,торястся и сварка электрозаклепок происходит непрерывно.
П р е д м е т изобретения
Устройство для сварки металлов электрозаклепками, содержащее сварочную голоЕку для автоматической подачи электродной проволоки, стол для закрепления изделия, механизм для сжатия свариваемых листов и механизм для относительного перемендения сварочной головки и с изделием, отличающееся тем, что, с целью автоматизации нроцееса сварки, оно снабжено систе.мой взаимосвязанных э.лектронных реле времени, осуществляющцх включение и выключение отдельных механизмов в нужной последовательности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ | 1966 |
|
SU182267A1 |
| Установка для автоматической сварки тулеек лопат | 1973 |
|
SU476954A1 |
| Устройство для приварки стержней к элементам сортового профиля | 1960 |
|
SU139037A1 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
| Аппарат для автоматической электродуговой сварки под слоем флюса заклепочных швов | 1948 |
|
SU78484A1 |
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Способ дуговой электросварки | 1950 |
|
SU96495A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ БУРОВЫХ ДОЛОТ | 1966 |
|
SU179865A1 |
| Устройство для автоматической электродуговой приварки радиусных лопаток к диску | 1976 |
|
SU588089A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |