Г1ред,11а|-аемый станок относится к тину известных стагнчов для иолировання цаиф осей часовых механизмов иутем кратковременного иакачЛЫваиия цанф вращаюш,ейся оси в абразивную насту, нанесенную на иранинощемся диске.
Основной отличительной особенностью нредлагаемого станка является установка на оси барабана, нодающего обрабатываемые оси в зону нолироваиия, фрикционного диска, приводимого в быстрое вращение и заценляющегося с фрикционными роликами, насаженными на обрабатываемых осях.
Такое вьшолнеиие станка обеспечивает сообщение вращения обрабатываемым осям, установленным на нризмах, монтированных на ободе указанного барабана, что нриводит к повышению чистоты обрабатываемых поверхностей при одновременном увеличении производительности работы.
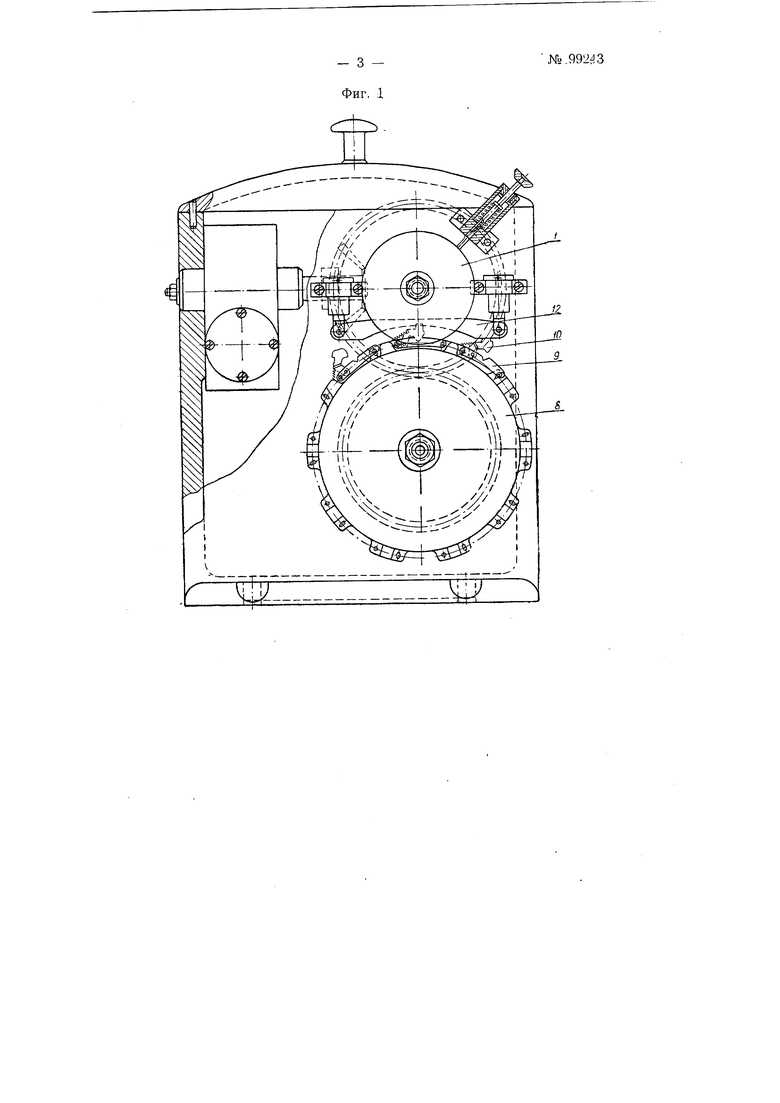
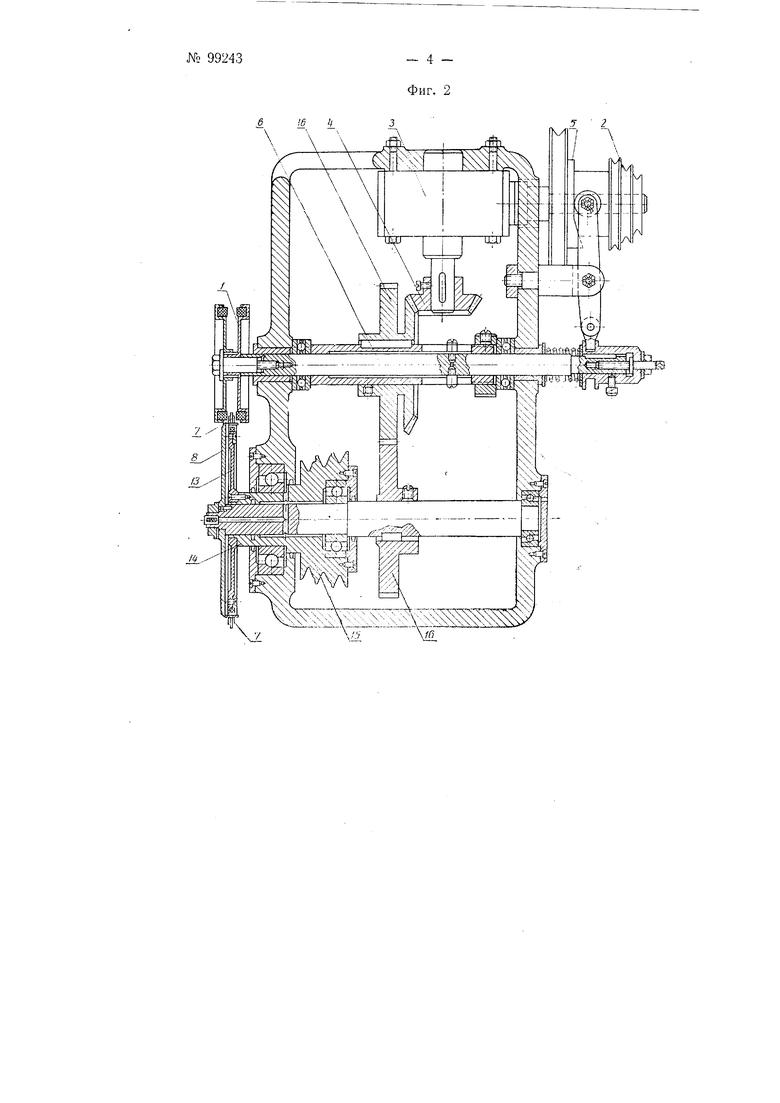
На фиг. 1 дан общий вид предлагаемого полуавтоматического станка; на фиг. 2-вертпкальный разрез
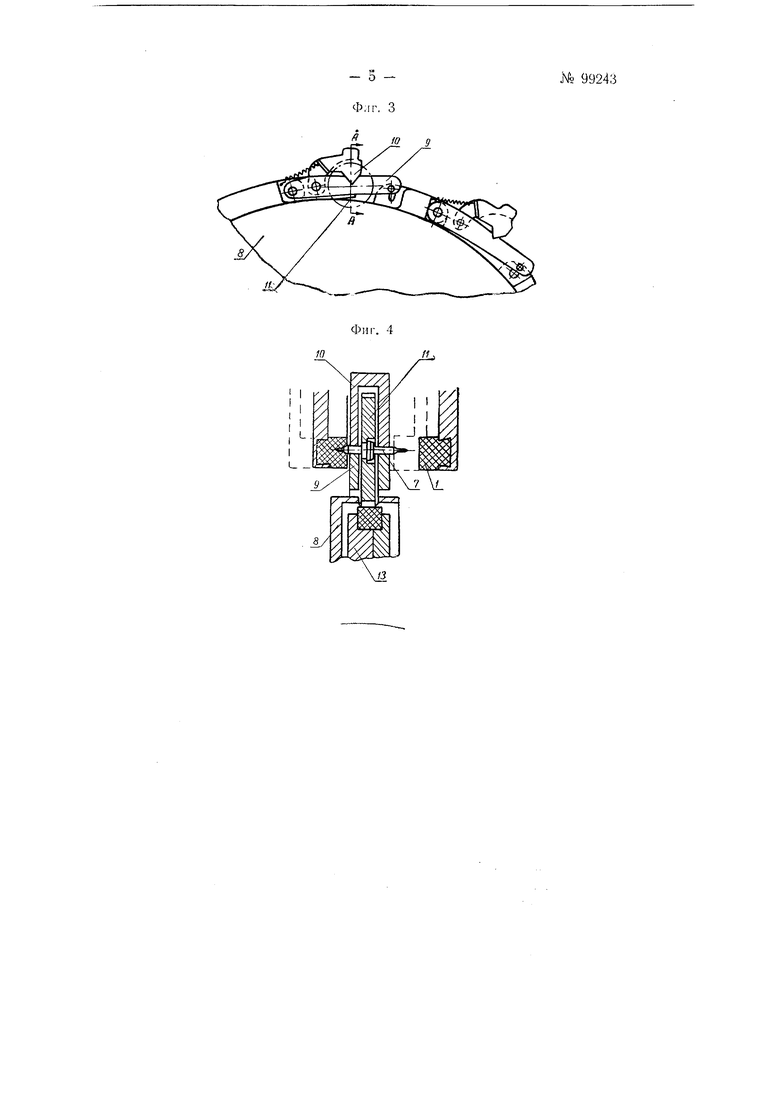
станка; на фнг. 3 ноказано креиление обрабатываемой детали в барабане; на фиг. 4-разрез но АА на фиг. 3.
Рабочими органами предлагаемого полуавтоматического станка являюгся нолировальные диски 1 с абразивной пастой, нанесенной на их торцах. Диски / нолучают медленное вращение от нрнводного щкива 2 через червячный редуктор 3 и коническую нару 4. Кулак 5 нриводит вал 6 дисков 1 через рычаг в быстрое возвратно-поступательное движение.
Обрабатываемые оси 7 часовых механизмов получают вращение и нодводятся к дискам 1, где цапфы оси 7 кратковременно накалываются в абразивную насту. Указанные движения обрабатываемых осей 7 осуществляются посредством барабана 8, установленного в плоскости, параллельной плоскости дисков 1 таким образом, что периферийные части обращенных друг к другу торцевых поверхностей этих дисков располагаются по обе стороны барабана 8. Ось дисков 1 расположена вне контура барабана. На ободе барабана 8
монтированы призмы 9 с собачками 10. Каждая призма 5 выполнена в виде двух параллельных пластин, в щель между которыми вставляется фрикционный ролик // с зажатой в нем обрабатываемой осью 7. Ось 7 своими заплечиками ложится в призму 9 и прижимается к ней собачкой 10 под воздействием кулачка /2.
Враш.ение обрабатываемых осей 7 осуп ествляется фрикционным диском /5, помещенным на валу 14 барабана 8 и получающим быстрое вращение от приводного, шкива 15. При Ловороте барабана 8 шестернями 16 кулачок 12 через собачку 10 прижимает обрабатываемую ось 7 к призме 5 и одновременно оп скает призму,в ре зультате чего фрикционньгй ролик 1} входит всоприкосновение с фрикционным диском 13 и ось 7 получает вращательное движение.
При дальнейшем повороте барабана 8 обрабатываемая ось 7 проходит между вращающимися полировальными дисками /, получающими также осевые возвратно-поступательные движения, в результате чего цапфы оси 7 накалываются на абразивную пасту. При углублении враща ощихся цапф в абразивную пасту происходит их полирование.
При дальнейшем вращении барабана 8 собачка 10 выходит из соприкосновения с кулачком 12, освобождая обрабатываемую ось 7, которая по лотку скатывается в транспортную тару.
С целью обеспечения быстрого и удобного закрепления фрикционных роликов 11 на осях 7 при установке их в барабан 8 ролики 7 могут быть выполнены в виде разрезных дисковых хомутиков.
Предмет изобретения
1.Полуавтоматический станок непрерывного действия для полирования цапф осей часовых механизмов, с осуществлением кратковременного накалывания цапф вращающихся осей в абразивную пасту, нанесенную на вращающемся диске, отличающийся тем, что, с целью сообщения вращения обрабатываемым осям, установленным на призмах, монтированных на ободе барабана, подающего оси в зону полирования, на валу барабана помещен, приводимый в быстрое вращение, фрикционный диск, зацепляющийся с фрикционными роликами, насаженными па предназначенных для полирования осях.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью обеспечения возможности быстрого и удобного закреплення фрикционных . роликов на осях при установке осей в барабан, фрикционные ролики выполнены в виде разрезных дисковых хомутиков.
3.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью одновременного полирования двух нротивоположиых цапф оси, по обе стороны барабана, в параллельных плоскостях, установлены два диска с абразивной настой, ось которых располол ена вне контура барабана.
4.Форма выполнения станка по пп. 1, 3 и 4, от л и ча юща я ся тем, что, с целью осуществления последовательного накалывания обеих цапф осей в абразивную пасту обоих полировальных дисков, вал, несущий диски, выполнен возвратно-поступательно подвижным от рычажно-кулачкового механизма..
№.
№ 99243
Фиг. 2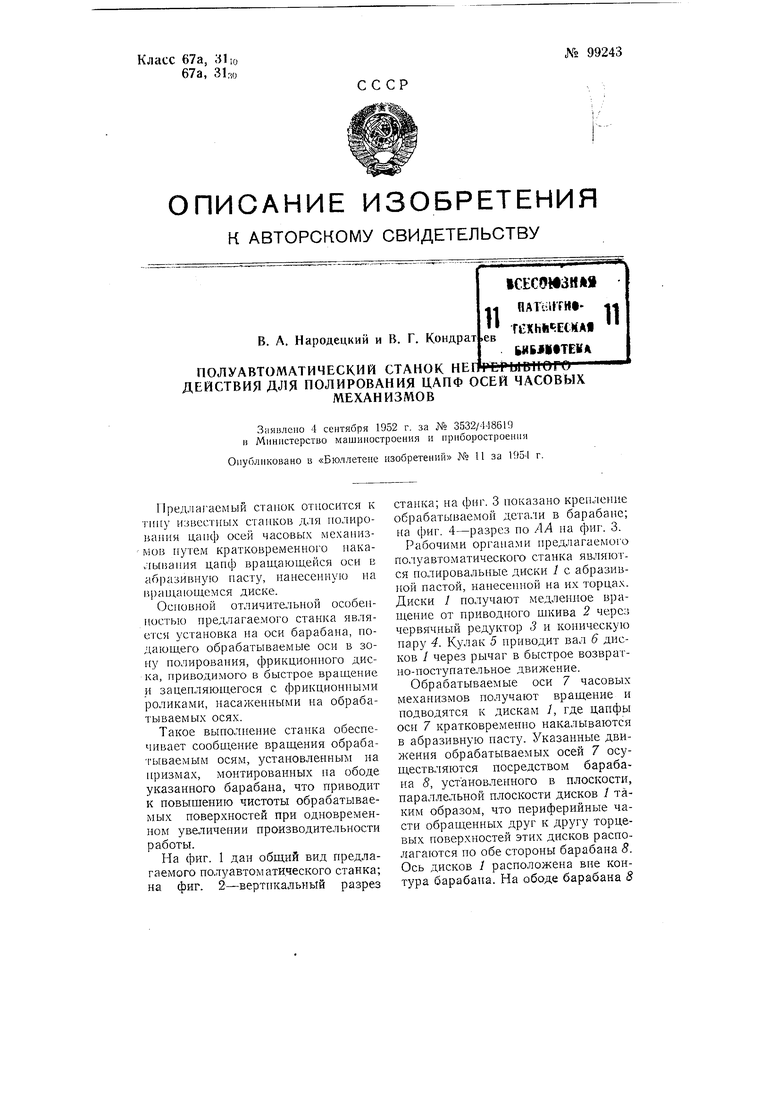
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК | 1992 |
|
RU2025262C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Устройство для полирования деталей | 1986 |
|
SU1433771A1 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2066614C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПОЛИРОВАНИЯ ЦАПФ ТРИБОВ ЧАСОВЫХ МЕХАНИЗМОВ | 1949 |
|
SU85337A1 |
| Устройство для магнитно-абразивного полирования деталей | 1972 |
|
SU526496A1 |
| ВСЕСОЮЗНАЯ " ПАТЕНТНО -^ТЕ;а;;1ЧЕС:;ля | 1973 |
|
SU366985A1 |
| ЛЕНТОЧНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ | 2014 |
|
RU2598409C2 |
| Устройство для шлифования металлических листов | 1975 |
|
SU551156A1 |