2f 9 17 16 21 1915
III.// /
Г 21 и
J
W 1Г VfV4 1516 22 Л /г Фиг. г
/4
J
VfV4 1516 22 Л /г Фиг. г
ОО ОО «vj
-vj
Изобретение относится к станкостроению, и может быть использовано в частности, для полирования изделий с лакокрасочным покрытием.
Цель изобретения - повышение производительности путем увеличения хода каретки с автоматическим реверсом.
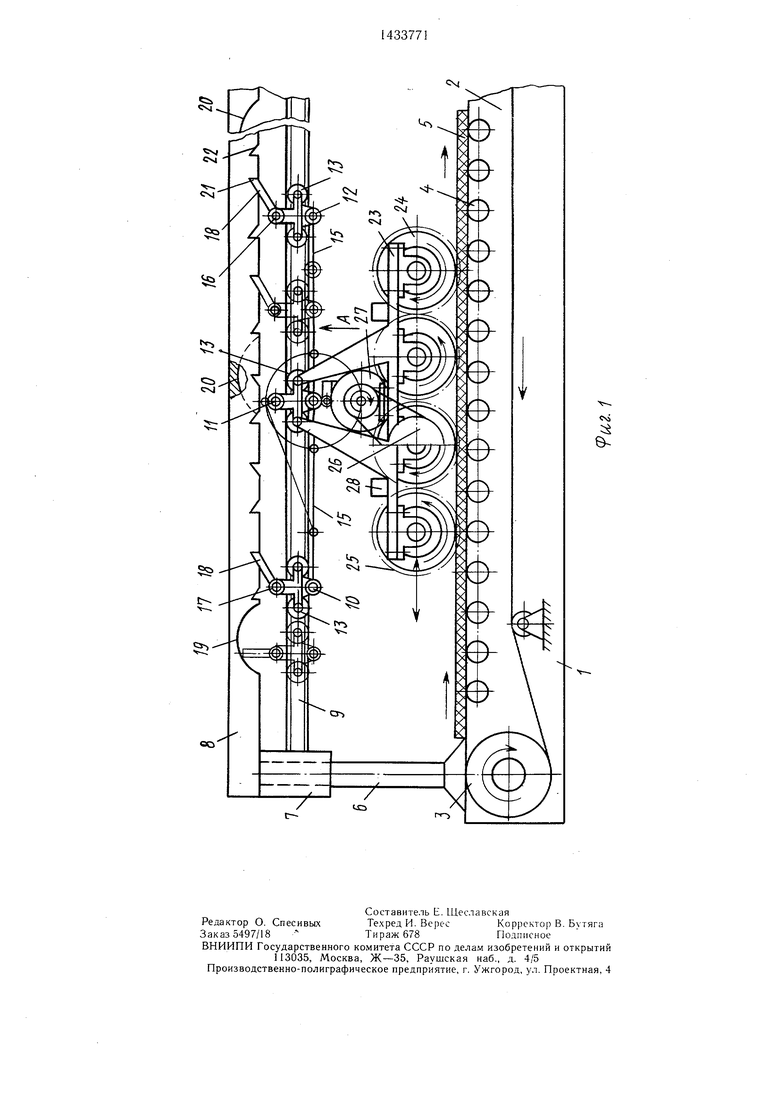
На фиг. 1 изображен продольный разрез полировального станка; на фиг. 2 - вид А на фиг. 1 с двумя положениями кривошипа.
Станок содержит станину 1, на которой смонтирован ленточный транспортер 2 с приводом 3 и роликами 4 для перемещения обрабатываемой детали 5. Станина имеет колонны или направляющие 6 для перемещения по ним в вертикальной плоскости втулок 7 и рейки 8. Храповая рейка 8 имеет направляющие 9 с размещенными в них тремя каретками 10-12 с возможностью перемещения колесами 13. Каретка 11 имеет полуоси 14 с кривошипами 15, диаметрально расположенными и кинематически связанными шатунами 16 с каретками 10 и 12 для их возвратно-поступательного перемещения, конструкция механизма 15 и кинематической связи может быть и другой, например в виде силовых цилиндров. На осях 17 кареток 10 и 12 установлены подпружиненные собачки (упо- ры) 18 для размещения в выполненных на ; концах храповой рейки 8 вырезах 19 и 20, ; а зубья 21 и 22 с противоположно на- ; правленными рабочими плоскостями выпол- i нены по всей длине направляющих 9. ; На каретке 11 смонтирована рама 23, на которой установлены полировальные бараба- I ны 24 с кинематическими связями: клино- I ременная 25, зубчатая или цепная 26 - и I приводом (электродвигателем) 27, а также пастоносители 28 на раме 23 или в бара- банах 24, конструкция барабанов, и их поли- ровальных дисков может меняться для обес- печения контактирования с деталью 5, как I и их расположение друг к другу и к направлению перемещения транспортера 2 или детали 5. Барабаны 24 выполнены с возможностью возвратно-поступательного перемещения, линейная скорость которых, как и транспортера 2, может меняться.
Полировальный станок работает следующим образом.
XВключают привод 3 станка, и ленточный транспортер 2 по роликам 4 перемещает обрабатываемую деталь 5 на проход с заданной скоростью, при этом привод 27 через кинематические связи вращает полировальные барабаны 4. Опускают храповую 5 .рейку 8 по колоннам 6 (привод опускания и подъема рейки 8 не показан) по мере износа барабанов и изменения толщины обрабатываемой детали.
Включают кривошип 15 каретки 11, и его шатуны 16 попеременно перемещают ка0 ретки 10 и 12 взад-вперед. Собачки 18 скользят по зубьям 22, сцепляются с зубьями 21, и каретка 11 с полировальными дисками осуществляет указанный способ движения влево с заданной скоростью навстречу дег тали 5 до вырезов 19 и 20, где собачки 18 выпрямляются и вступают в зацепление с зубьями 22, скользя по зубьям 21, обеспечивая автоматический ход каретки 11 с опережением линейной скорости детали 5 и транспортера 2 в направляющих 9 вправо и
0 опять до вырезов 19 и 20 в правом конце рейки 8, где повторяется вь1прямление собачек 18, и цикл реверсирования повторяется с заданной кратностью возвратно-поступательного перемещения барабанов 24 одно - временно с их вращением так, чтобы крайние
барабаны всегда втягивали под себя деталь 5. Система аспирации не показана.
Формула изобретения
Q Устройство для полирования деталей, содержащее размещенные на станине транспортерную ленту, направляющую несущую каретку с. полировальными барабанами и приводом их вращения и механизм перемещения каретки, отличающееся тем, что, с
5 целью повыщения пpoизвoдитeльнoctи, устройство снабжено установленными на направляющей дополнительными каретками с подпружиненными стопорами и закрепленной на станине храповой рейкой с вырезами на концах для выхода стопоров из зацепления
0 с рейкой и расположенными между ними зубьями, которые через один имеет иное, чем остальные, направление и предназначены для периодического взаимодействия с каждым из подпружиненных стопоров, а упомянутая кас ретка снабжена полуосями с диаметрально расположенными и жестко соединенными между собой кривошипами, размещена между дополнительными каретками, которые связаны с ней посредством введенных в устройство шатунов.
Ni
:i B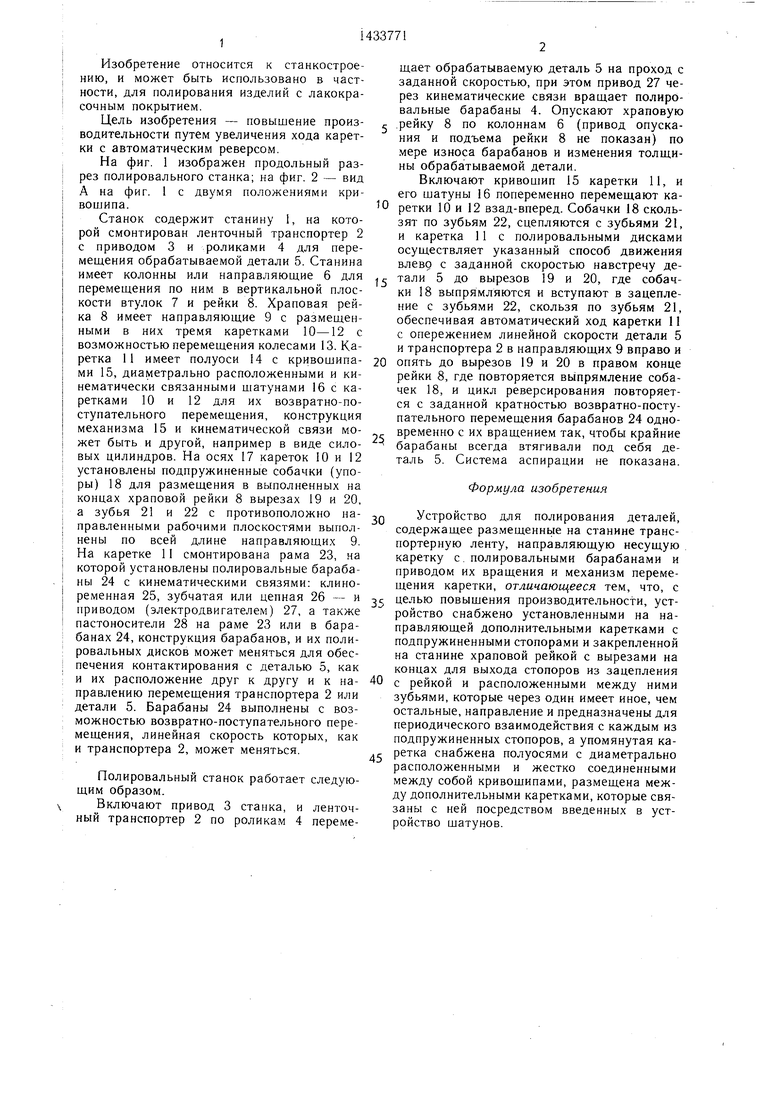
| название | год | авторы | номер документа |
|---|---|---|---|
| Полировальный станок системы И.И.Кравченко | 1986 |
|
SU1433770A1 |
| Автомат для насекания надфилей | 1979 |
|
SU772760A1 |
| Устройство для трафаретной печати | 1971 |
|
SU452522A1 |
| Плоскопрокатное устройство для поперечно-клиновой прокатки | 1988 |
|
SU1569066A1 |
| Реверсивный механизм | 1986 |
|
SU1402744A1 |
| Устройство для обработки | 1986 |
|
SU1366367A1 |
| Устройство для отрезки мерного бруса | 1991 |
|
SU1794677A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ И УКЛАДКИ В ТАРУ ПЛОСКИХ ИЗДЕЛИЙ | 1972 |
|
SU346184A1 |
| Приспособление к уточно-мотальному автомату для механической зарядки боронок уточными шпулями | 1958 |
|
SU120430A1 |
| Установка для полирования плоских поверхностей | 1991 |
|
SU1779550A1 |
Изобретение относится к обработке деталей полированием. Цель изобретения - повышение производительности. Устройство содержит станину с транспортером, напрггв- ляющую, по которой перемеилается каретка с полировальными барабанами, и хромовую рейку с вырезами на концах и зубьпми между ними. Зубья через один имеют иное направление по сравнению с остальными. Зубья предназначены для взаимодействия с подпружиненными собачками, устаноЕ лешгы- ми на дополнительных каретках, которые установлены по сторонам указанной каретки. Дополнительные карктки 10, 12 соединены с кареткой 11 посредством шатунов 16 и кривошипов 15. 2 ил.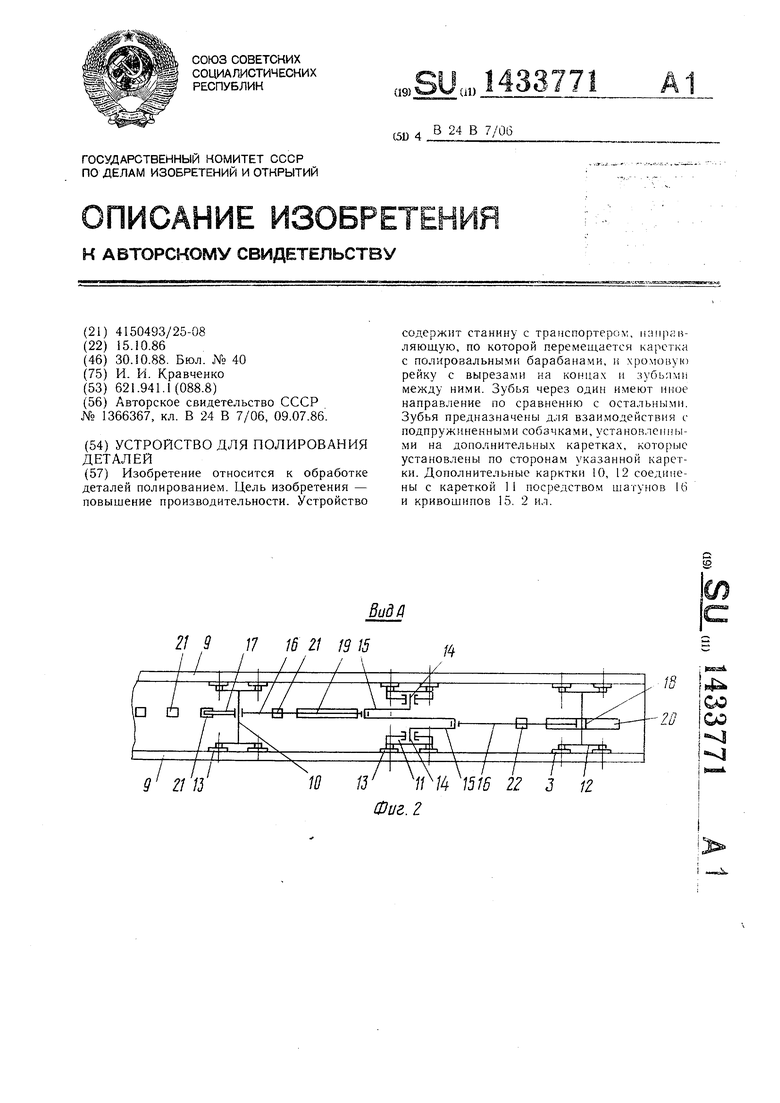
| Устройство для обработки | 1986 |
|
SU1366367A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
