Известны полуавтоматические станки для полирования и вращения цапф трибов часовых механизмов вращающимися победитовыми дисками и с применением дисков для фрикционных передач.
Описываемый станок отличается от известных тем, что на нем обе цапфы триба полируются с одной установки.
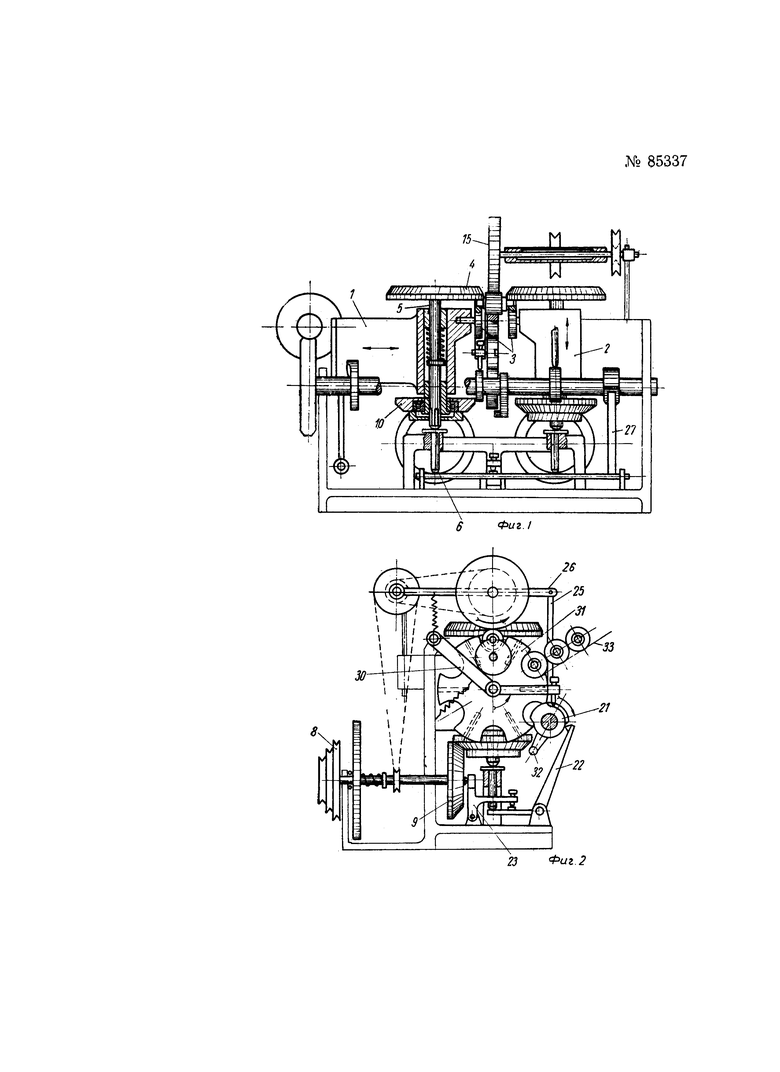
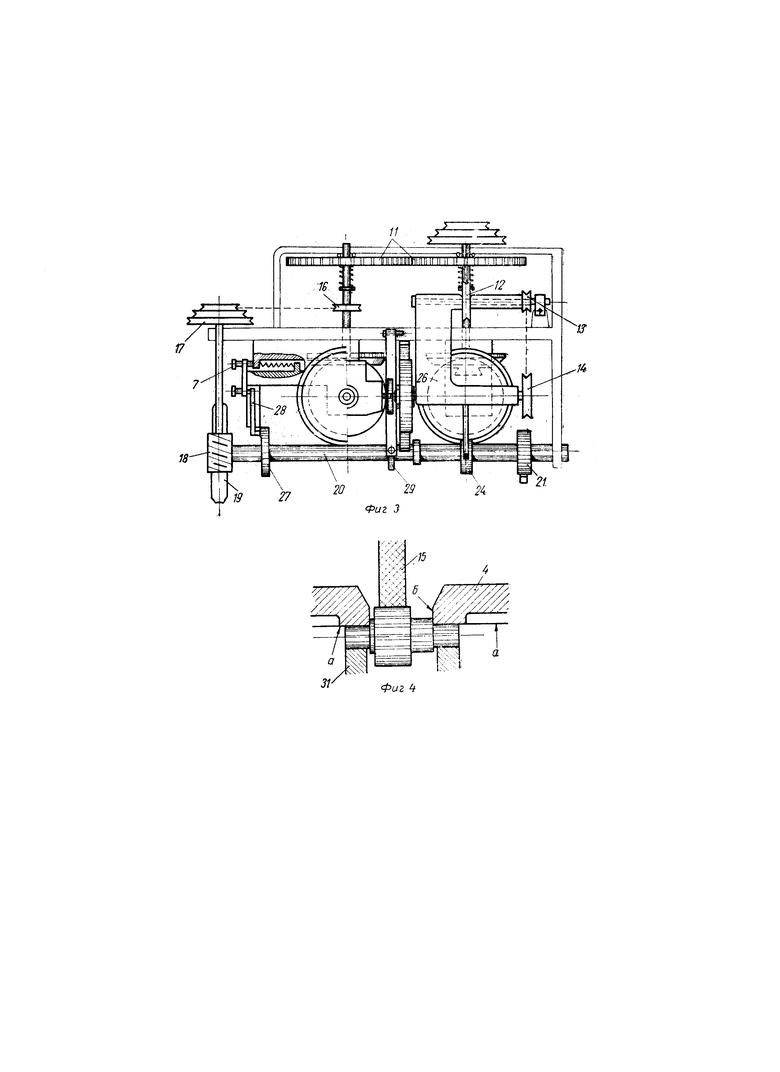
На фиг. 1 схематически изображен полуавтоматический станок, с частичным разрезом; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - схема полирования трибов.
Станок имеет два суппорта 1 и 2 с каретками, в гнездах которых укреплены направляющие опоры 3 под цапфы триба. Полирующие диски 4 установлены на подпружиненных шпинделях 5, которые прижимают диски к цапфам обрабатываемых трибов. Торцы а дисков 4 (см. фиг. 4) используются для полирования цапф, а периферия б - для полирования торцов трибов. Со шпинделями 5 взаимодействуют жесткие регулируемые упоры 6. С суппортом 1 станка, подвижным в горизонтальном направлении, взаимодействует жесткий регулируемый упор 7 (см. фиг. 3). Регулированием упоров 6 и 7 можно изменять размер полируемого диаметра цапф и расстояние между торцами трибов.
От привода, через ведущий ступенчатый шкив 8 вращение передается первой фрикционной паре дисков 9 и 10, а через цилиндрические колеса 11 - другой фрикционной паре. Фрикционные диски 10 связаны со шпинделями 5 шлицевым соединением. Через шкивы 12, 13 и 14 вращение передается обтянутому кожей или резиной ролику 15 (см. фиг. 4), который при соприкосновении с трибом увлекает его во вращение. Через шкивы 16 и 17 и червячную пару 18 и 19 вращение сообщается валу 20, на котором профильные кулачки, управляющие механизмами вращения и подачи дисков, вращения загрузки и выгрузки трибов.
По окончании полирования триба кулачок 21 с помощью рычага 22 (см. фиг. 2) поднимает шпиндели 5 и с помощью рычага 23 выводит диски 9 из зацепления с дисками 10. Одновременно кулачок 24 приподнимает тягу 25 и качающийся кронштейн 26, при этом укрепленный в нем ролик 15 отодвигается от триба. Вращение шпинделей 5 и триба прекращается. Затем кулачок 27 с помощью рычага 28 отводит суппорт 1 влево, а кулачок 29 с помощью рычага 30 приподнимает питательный диск 31, а вместе с ним и лежащий в опорах 3 обработанный триб. После этого поводок 32 поворачивает диск 31 на 60° и обработанный триб сбрасывается с диска съемником, не показанным на чертеже. К опорам 3 подводится в очередном гнезде питательного диска 31 новый триб. Одновременно в следующее гнездо из желоба 33 магазина скатывается следующий триб. В это время рычаг 30 возвращается пружиной в исходное положение, причем диск 31 опускается вниз, переставая касаться триба. Фрикционный диск 9, ролик 15 и шпиндели 5 также возвращаются пружинами в исходное (рабочее) положение, причем вращение шпинделей и триба возобновляется, и начинается полирование следующего триба. Процесс повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок непрерывного действия для полирования цапф осей часовых механизмов | 1952 |
|
SU99243A1 |
| Станок для намотки катушек электрических машин на ребро | 1985 |
|
SU1310957A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |
| Станок для абразивной обработки ко-лЕц пОдшипНиКОВ КАчЕНия | 1979 |
|
SU837787A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Полировальный станок | 1981 |
|
SU948632A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
1. Полуавтоматический станок для полирования цапф трибов часовых механизмов с применением дисков для полирования и вращения триба и дисков для фрикционных передач, отличающийся тем, что, с целью одновременного полирования двух цапф триба, он снабжен двумя суппортами с каретками, каждая из которых имеет гнезда для направляющей опоры под цапфы триба и подпружиненный шпиндель с полирующим диском.
2. Форма выполнения станка по п. 1, отличающаяся тем, что, с целью синхронизации всех рабочих и холостых ходов механизмов, он снабжен валиком с укрепленными на нем профильными кулачками, управляющими механизмами вращения и подачи дисков, вращения триба и механизма загрузки в станок и выгрузки из него трибов.
