Изобретение может быть применено в производстве стеклянных изделий механизированным способом и в машиностроении как смазывающий термостойкий препарат для деталей, работающих при высоких температурах.
Известно смазывакицее покрытие для стеклоформ, включакицее. минеральное масло, нефтяные смолистые добавки и коллоидный графит или силиконовую смолу с органическими растворителями и .коллоидный графит 1.
При контакте этого смазывающего покрытия с горячей стекломассой происходит выгорание большинства компонентов, что влечет за собой выделение различных токсичных веществ, в частности канцерогенов, загрАзнякадих рабочие помещения и ухудшающих условия работа обслуживсиощего персонала, и образование на формующих поверхностях стеклоформ нагрева. Образование нагара на рабочих, поверхностях ухудшает качество стёклоизделий и приводит к необходимости периодической чистки форм, что, в конечнсм счете, ведет к снижению производительности стеклоформующего автомата из-за его остановки замене форм .и, кроме того, сокращает срок службы
стеклоформ, так как при чистке снимается поверхностный слой рабочей по- . вёрхности и увеличивается объем рабочей полости, что приводах к выпуску бракованных стеклонзделий. Помимо : всего, процесс чистки стеклоформ от нагара является очень трудоемким.
Наиболее близкой к предлагаемой по технической сущности и достигае10мой цели является термостойкг смаэка для стекольных форм, включамцая едующие компоненты, вес.%г
Графит пластинчатой - структуры1,6-1,8
15
Глина полиминеральная . 0,7-0,9 Натрий азотистокислый0,1-0,25
Сульфитно-лигни20
новый раствор 0,35-0,4
Фосфорнокислый
аммоний одноили двузаметный 0,2-0,25
Сажеклеевой
раствор0,05-0,06
25
Водный раствор
аммиака 0,2-0,3
ВодаОстальное
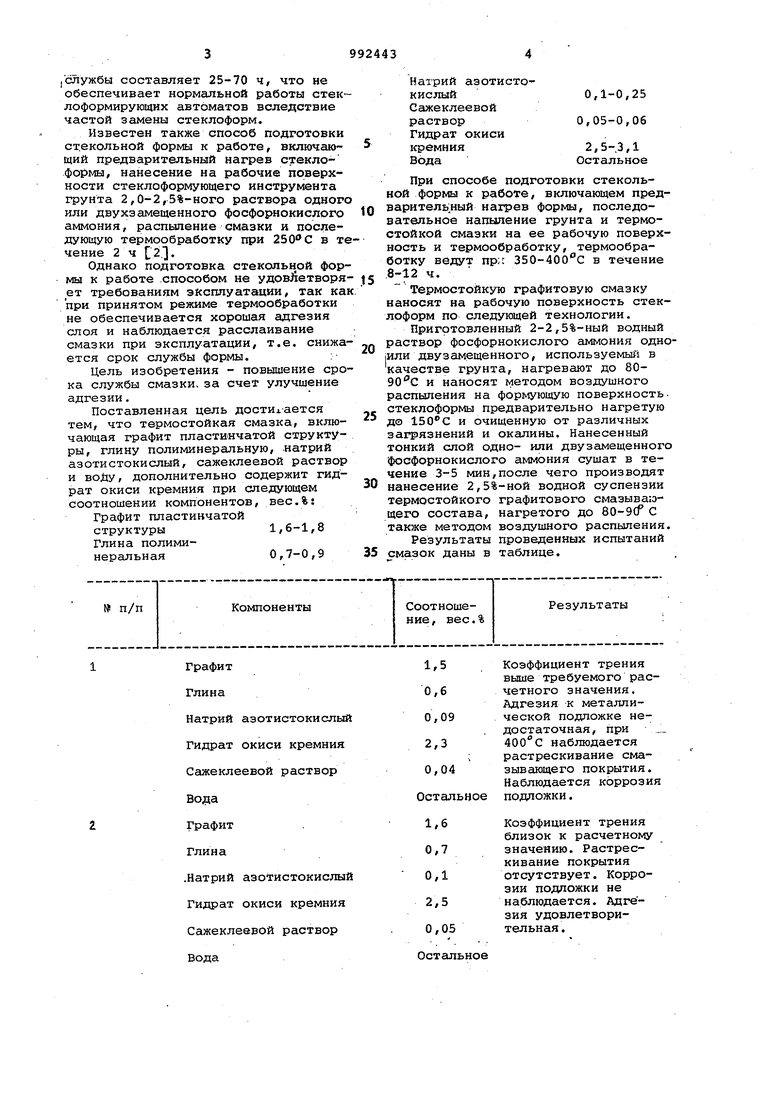
-Однако известная смазка обладает 30 недостаточной адгезией, срок ее |сзлужбы составляет 25-70 ч, что не обеспечивает нормальной работы стек лоформирующих автоматов вследствие частой замены стеклоформ. Известен также способ подготовки стекольной формы к работе, включаюмни предварительный нагрев стеклоформы, нанесение на рабочие поверхности стеклоформующего инструмента грунта 2,0-2,5%-ного раствора одног или двухзамещенного фосфорнокислого аммония, распыление смазки и последующую термообработку при в т чение 2 ч 21 Однако подготовка стекольн ой фор мы к работе способом не удовйетворя ет требованиям эксплуатации, так ка при принятом режиме термообработки не обеспечивается хорошая адгезия слоя и наблюдается расслаивание смазки при эксплуатации, т.е. снижа ется срок службы формы. : Цель изобретения - повышение сро ка службы смазки, за счет улучшение адгезии. Поставленная цель дости -ается тем, что термостойкая смазка, включающая графит пластинчатой структуры, глину полиминеральную, .натрий азотистокислый, сажеклеевой раствор и воДу, дополнительно содержит гидрат окиси кремния при следующем соотношении компонентов, вес.%; Графит пластинчатой структуры1,6-1,8 Глина полиминеральная0,7-0,9 Натрий азотистокислый0,1-0,25 Сажеклеевой 0,05-0,06 раствор Гидрат окиси 2,5-3,1 кремния Вода Остальное При способе подготовки стекольной формы к работе, включающем предваритель;.ный нагрев формы, последовательное напыление грунта и термостойкой смазки на ее рабочую поверхность и термообработку, термообработку ведут пр;: 350-400 С в течение 8-12 ч. Термостойкую графитовую смазку наносят на рабочую поверхность стеклоформ по следующей технологии. Приготовленный 2-2,5%-ный водный раствор фосфорнокислого аммония одно|или двузамещенного, используемый в качестве грунта, нагревают до 8090с и наносят методом воздушного распыления на формующую поверхность стеклоформы предварительно нагретую до и очищенную от различных загрязнений и окалины. Нанесенный тонкий слой одно- или двузамещенного фосфорнокислого аммония сушат в течение 3-5 мин,после чего производят нанесение 2,5%-ной водной суспензии термостойкого графитового смазывающего состава, нагретого до 80-9(f С также методом воздушного распыления. Результаты проведенных испытаний смазок даны в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки стекольной формы к работе и термостойкая смазка для стекольных форм | 1984 |
|
SU1212992A1 |
| Термостойкая смазка для стекольных форм и способ ее нанесения | 1978 |
|
SU729150A1 |
| Смазка для стекольных форм | 1976 |
|
SU582222A1 |
| Термостойкая смазка для стекольных форм | 1990 |
|
SU1724610A1 |
| Способ смазки форм стеклоформующего автомата и устройство для его осуществления | 1984 |
|
SU1234379A1 |
| Смазка для стекольных форм | 1982 |
|
SU1031925A1 |
| СМАЗКА ДЛЯ СТЕКОЛЬНЫХ ФОРМ ОБЩЕГО НАЗНАЧЕНИЯ | 2023 |
|
RU2808740C1 |
| Термостойкая смазка для стекольной формы | 1986 |
|
SU1388392A1 |
| Смазка для стекольных форм | 1986 |
|
SU1411307A1 |
| Смазка для стекольных форм | 1979 |
|
SU808392A1 |
Графит
Глина
Натрий азотистокислый
Гидрат окиси кремния
Сажеклеевой раствор
Вода
Графит
Глина
.Натрий азотистокислый
Гидрат окиси кремния
Сажеклеевой раствор
Вода
Адгезия к металли0,09 ческой подложке недостаточная, при ,; 2,3 наблюдается
; растрескивание сма0,04 зывающего покрытия.
Наблюдается коррозия ст аль н ое подложк и.
0,7 значению. Растрескивание покрытия
0,1 отсутствует. Коррозии подложки не
2,5 наблюдается. Адгезия удовлетвори0,05 тельная.
стальное
п/п
Компоненты
Графит
Глина
Натрий азотистокислый
Гидрат окиси кремния
СажеклеевОй раствор
Вода
Графит
Глина
Натрий азотистокислый
Гидрат окиси кремния.
Сажеклеевой раствор
Вода
Графит
Глина
Натрий азотистокислый
Гидрат окиси кремния
Сажеклеевой раствор
/ Вода
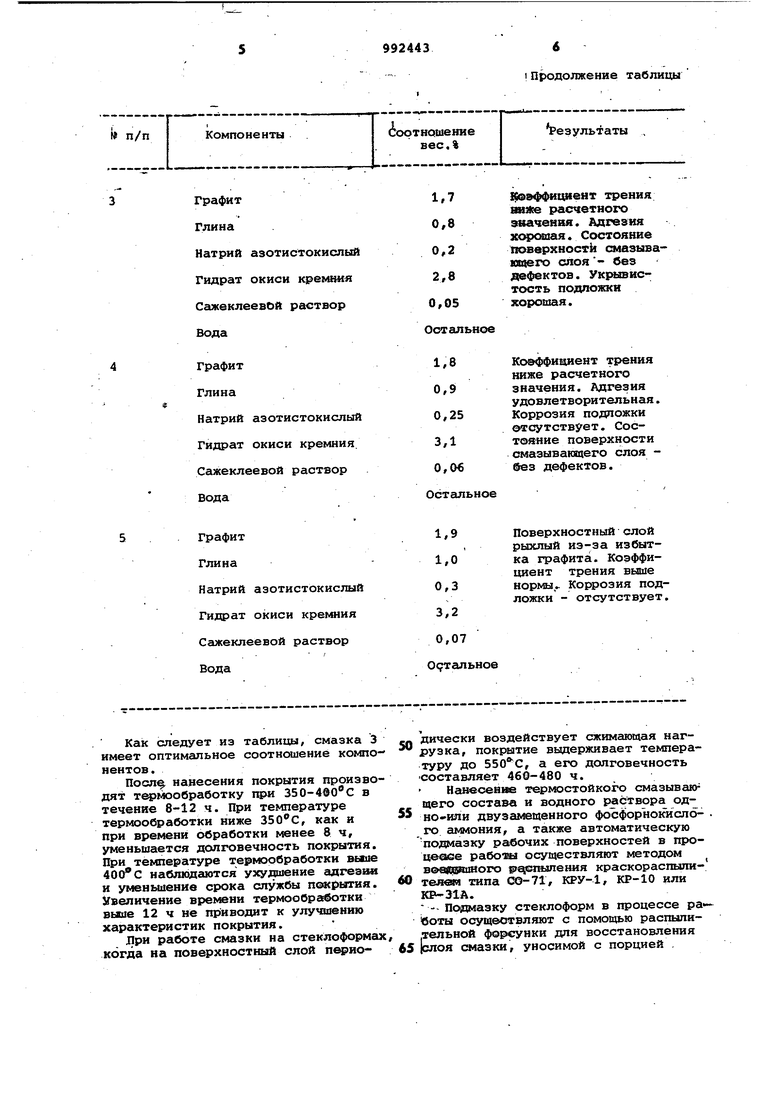
Как следует из таблицы, смазка 3 имеет оптимальное соотношение компонентов.
Посл нанесения покрытия производят термообработку при 35О-400 С в течение 8-12 ч. При температуре термообработки ниже , как и при времени обработки менее 8ч, уменьшается долговечность покрытия. При температуре термообработки выие наблюдаются ухудшение адг&ая и уменьшение срока службы покрытия. Увеличение времени термообработки выше 12 ч не приводит к улучонению характеристик покрытия.
Лри работе смазки на стеклоформах когда на поверхностный слой п риоI Продолжение таблицы
6,
результаты ,
:оотношение
вес.%
1,7
16оэФФиш1ент трения шше расчетного
0,8 значеная. /Шгезия хорошая. Состояние поверхности смазыва0,2 хвцего слоя- без
2,8 дефектов. УкравксТОСТЬ ПОДПО7ККЯ ,05
хорошая. стальное
1,8
Коэ4 Фиш{ент трения ниже расчетного 0,9 значения. Адгезия удовлетворительная. 0,25 Коррозия подложки отсутствует. Сос3,1 тояние поверхности смазывающего слоя 0,0€ без дефектов. стальное
1,9
Поверхностный слой рыхлый иэ-за избыт1,о ка графита. Коэффициент трения выше
0,3 нормы,.. Коррозия подложки - отсутствует. 3,2 0,07 альное
дически воздействует сжимающая нагрузка, покрытие вьщерживает температуру до , а его долговечность составляет 460-480 ч.
Нанесение термостойкохч:) смазываю цего состава и водного раствора одно-или двузамещенного фосфорно шсл6- . го аммония, а также автоматическую подмазку рабочих поверхностей в процесюе работал осуществляют методом вфайраоного е спыпения краскораспыли-.
телеяи типа СО-71, КРУ-1, ЮР-10 или КР-Э1А.
-- Подмазку стеклоформ в процессе ра«- Соты осуществляют с помощью распылительной форсунки для восстановления
слоя смазки, уносимой с порцией . стекломассы. Подмазку производят в момент перед плотным закрыванием полуформ, когда между ними имеется щель 1-2 мм. Через эту щель успевают выйти газы, которые образуются при соприкосновении распыляемой сус пензии с нагре,той рабочей поверхнос тью стеклоформы. Наличие газов в полости формования оказывает неблагоприятное влияние на формирование пульки из-за воздействия обратной газовой волны. Подачу суспензии через распылите ную форсунку и перекрытие подачи синхронизируют с работой автомата, т.е. впрыск суспензии в рабочую полость формы осуществляют в строго определенный момент, когда форма по ти закрыта, затем до следующего впр ка подачу суспензии перекрывают и т.д. Применение предлагаемых смазки и способа подготовки стекольной, формы к работе позволяет исключить загазо ванность рабочего помещения и рабоч мест, сократить брак стеклоизделий, увеличить производительность автомата и долговечность стеклоформ и снизить трудоемкость, при их ремонте Пpиб шзитeльный годовой экономический эффект от внедрения изобретения на одном заводе составляет около 500 тыс. руб. Формула изобретения 1. Термостойкая смазка для стекольной формы, включающая графит пластинчатой структуры, глину полиминеральную, натрий азотистокислый, сажеклеевой раствор и воду, отличающаяся тем, что, с целью повыления срока службы смазки за счет улучшения адгезии, она дополнительно содержит гидрат окиси кремния при следующем соотношении компонентов, вес.%: - Графит пластинчатой структуры1,6-1,8 Глина полиминерсшьная0,7-0,9 Натрий азотистокислый0,1-0,25 Сажеклеевой раствор0,05-0,06 Гидрат окиси кремния2,5-3,1 ВодаОстальное 2. Способ подготовки стекольной формы к работе, включающий, предварительный нагрев формы, последовательное напыление грунта и термостойкой смазки на ее рабочую поверхность и термообработку, отличающий - с я темг что, с целью повьаиения срока службы смазки за счет улучше.нйя адгезии, термообработку ведут при 350-400 С в течение 8-12 ч. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 582222, кл. С 03 В 40/02, 1977. 2.Авторское свидетельство СССР 729150, кл. С 03 В 40/02, 1978 (прототип).
