1
ИзоЬретение относится к электро технической промышленности, в частности, к области вакуумных электротермических установок для термообработки (закалки в жидкостях) длинномерных изделий различных материалов.
Известна вакуумная установка для Закалки, упрочнения и пайки изделий, имещая вертикальную камеру с электронагревом, вакуумный шибер и подвижный защитный колпак для изделий, в которой нагрев изделий проводится в нагрева, расположенной внизу, затем перемечается в защитной колпак, который перемещается и подводится к различным устройствам в зависимости от технологии термообработки til
При такой конструкции установки практически не представляется возможным проводить термообработку дЛинномерных (например до 10 м) изделий, ;так как перемещение и установка защитного колпака, очень усложняется и потребует значительных неоправданных затрат на ее создание. Основной недостаток данной конструкции состоит е том, что время, требуемое на изделия большой длины из камеры нагрева в защитный колпак и перемещение и установки последнего на одну из позиций устройства настолько велико, что к моменту опускания в
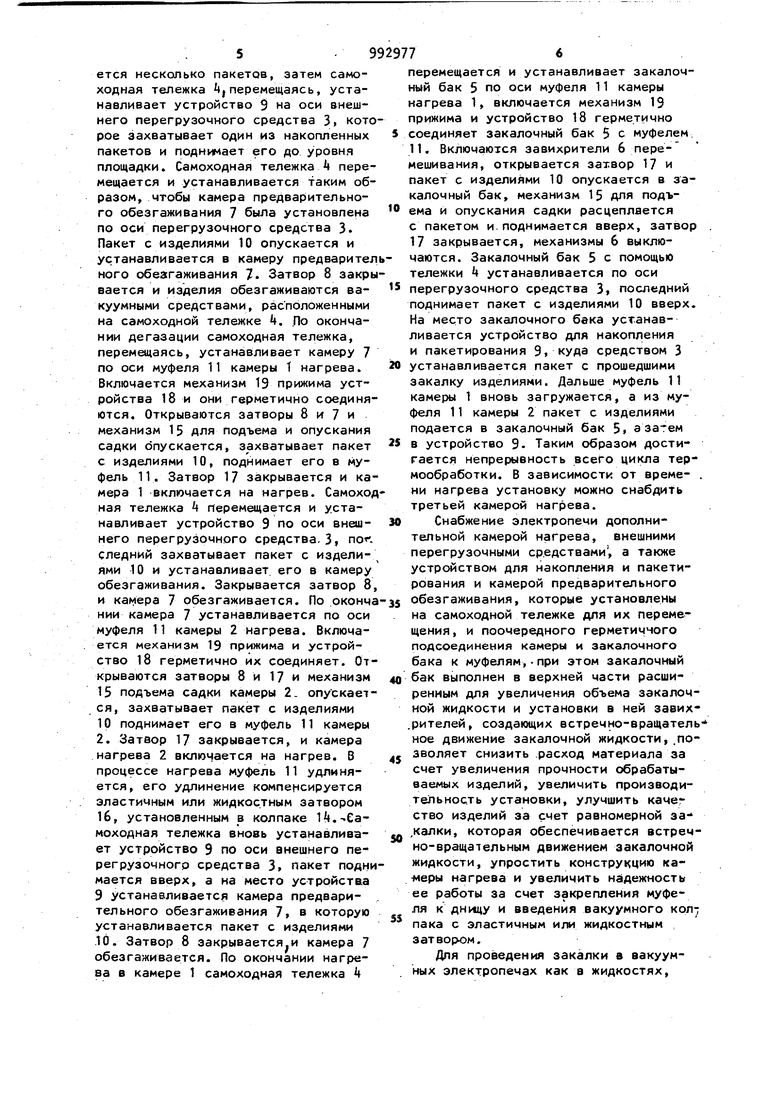
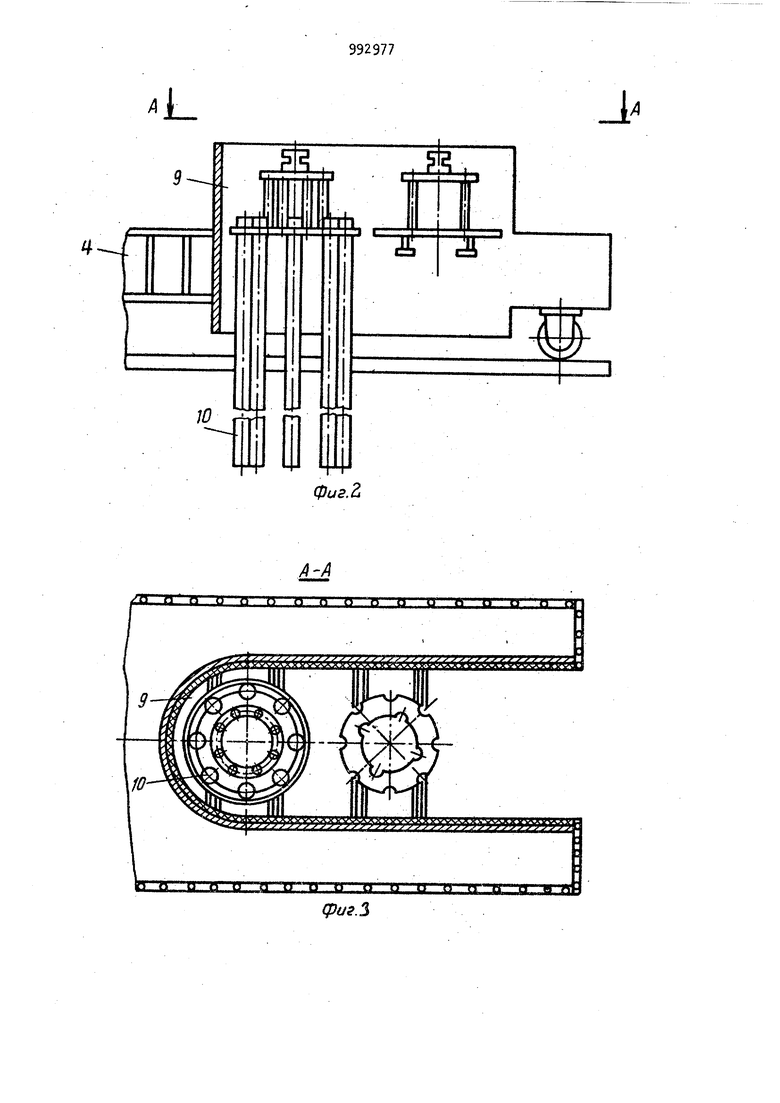
to какую-либо из ванн изделия, они будут охлаждены до температуры, при которой проводить закалку невозможно. Защитная деталь или экраны, установленные в защитном колпаке, не могут предох15ранить изделие от остывания. Кроме того, инертный газ, напущенный в колпак для защиты изделий от окисления, значительно ускорит:процесс охлаждения изделий во время перемещения кол20пака. Такая конструкция пригодна только для нагрева мелких изделий с последующ| 1 ускоренным охлаждением, жо не закалкой в защитном колпаке 9 или в одном из устройств для охлаждения. Наиболее близкой по технической сущности к предлагаемой является электропечь сопротивления вакуумная с закалочным баком, содержащая камеру нагрева с установленными в ней муфелем и механизмом для подъема и опускания изделий и самоходную тележ ку-с закалочным баком 2, Электропечь периодического действия (одновременно обрабатывается только одна труба), поэтому имеет низкую производительность, снабжена только одной камерой нагрева. Конструкция электропечи не может обеспечить закалку изделий в вакуумном масле При опускании изделий в закалочный бак в верхних слоях закалочная жидкость нагревается и у по верхности изделия образуется парова рубашка,которая резко снижает скорость закалки, ухудшает равномерност и качество обработки. Такая конструкция электропечи не позволяет создать компановку узлов электропечи, в частности, закалочного бака и муфеля, таким образом, чтобы нагретое изделие не контактировало бы с воздухом Основной причиной этого.;является то, что муфель закреплен к камере нагрева своей верхней частью. Неизбежность контакта нагретого изделия с воздухом приводит к окисле нию изделия, снижению твердости закаленного изделия и глубины его закалки, а отсюда к резкому увеличению расхода металла. Цель изобретения - повышение производительности за счет непрерывного действия установки и качества обрабатываемого изделия. Поставленная цель достигается тем ЧТО установка для вакуумной термообработки длинномерных, изделий, содержащая камеру нагрева с муфелем, механизм перемещения изделий, закалочный бак, самоходную тележку, снабжен дополнительной камерой нагрева с муфелем, механизмом перегрузки, накопителем и камерой обезгаживания, которые расположены на самоходной теле ке, при этом закалочный бак выполнен в верхней части с расширением и имее завихрители организации встречно-вращательного движения закалочной среды. 74 Кроме того, верхняя часть камер нагрева вы юлнена в виде вакуумного колпака, соединенного с муфелем посредством эластичного затвора. На фиг. 1 изображена установка, вид сбоку; на фиг. 2 - часть самоходной тележки, вид сбоку; на фиг.Зразрез А-А на фиг. 2; на фиг. колпак с жидкостным затвором; на фиг. 5 крепление муфеля к днищу; на фиг. 6 - расширенная часть закалочного бака с механизмом; на фиг. 7 разрез Б-Б на фиг. 6. Электропечь содержит камеру 1 нагрева и дополнительную камеру 2 нагрева, установленные на цеховом перекрытии, перегрузочные средства 3 для перегрузки пакета с изделиями до нагрева и после, самоходную тележку 4 для транспортирования закалочного бака 5, внутри которого расположены завихрители 6, создающие встречно-вращательное движение закалочной жидкости, и камеру 7 предварительного обезгаживания с вакуумным затвором 8 для перекрытия объема камеры в процессе обезгаживания и соединения ее с одним из муфелей, и сред ства 9, в котором пакетируются и накапливаются изделия 10. Внутри камеры нагрева (например 1) расположен муфель 11, закрепленный через фланец 12 к дницу корпусакамеры нагрева, керамическая пробка 13 уменьшает тепловые потери и предотвращает перегрев фланца. Камера нагрева сверху перекрывается вакуумным колпаком 14, вйутри которого расположен механизм 15 подъема и опускания садки и эластичный жидкостный затвор 1б для компенсации термического удлинения муфеля и герметичного перекрытия объема муфеле от объема камеры нагрева, так как величина вакуума в муфеле и камере нагрева различна. В нижней части муфеля установлен вакуумный затвор 17 для обеспечения герметичности муфелями устройство 18 для обеспечения надежного подсоединения к муфелю закалочного бака и камеры предварительного обезгаживания, так как вследствие перемещения может происходить, смещение их от вертикальной оси камер нагрева с помощью механизма прижима 19. Работа установки осуществляется следующим образом. Производится пакетирование изделий в устройстве 9, подготавливается несколько пакетов, затем самоходная тележка jперемещаясь, устанавливает устройство 9 на оси внешнего перегрузочного средства 3, кото рое захватывает один из накопленных пакетов и поднимает его до уровня площадки. Самоходная тележка перемещается и устанавливается таким образом, чтобы камера предварительного обезгаживания 7 была установлена по оси перегрузочного средства 3. Пакет с изделиями 10 опускается и устанавливается в камеру предварител ного обезгаживания 7 Затвор 8 закры вается и изделия обезгаживаются вакуумными средствами, расположенными на самоходной тележке k, .По окончании дегазации самоходная тележка, перемещаясь, устанавливает камеру 7 по оси муфеля 11 камеры t нагрева. Включается механизм 19 прижима устройства 18 и они герметично соединяются. Открываются затворы 8 и 7 и механизм 15 для подъема и опускания садки опускается, захватывает пакет с изделиями 10, поднимает его в муфель 1 1 . Затвор 17 закрывается и ка мера 1 включается на нагрев. Самоход ная тележка Иеремоцается и устанавливает устройство 9 по оси внешнего перегрузочного средства. 3, пот-, следний захватывает пакет с изделиями 10 и устанавливает его в камеру обезгаживания. Закрывается затвор В камера 7 обезгаживается. По оконча НИИ камера 7 устанавливается по оси муфеля 11 камеры 2 нагрева. Включается механизм 19 прижима и устройство 18 герметично их соединяет. Открываются затворы В и 17 и механизм 15 подъема садки камеры 2. опускается, захватывает пакет с изделиями 10 поднимает его в муфель 11 камеры 2. Затвор 17 закрывается, и камера нагрева 2 включается на нагрев. В процессе нагрева муфель 11 удлиняется, его удлинение компенсируется эластичным или жидкостным затвором 16, установленным в колпаке Н.-Самоходная тележка вновь устанавливает устройство 9 по оси внешнего перегрузочного средства 3, пакет подни мается вверх, а на место устройства 9 устанавливается камера предварительного обезгаживания 7, в которую устанавливается пакет с изделиями 10. Затвор В закрывается.и камера 7 обезгаживается. По окончании нагрева в камере 1 самоходная тележка k 9 76 перемещается и устанавливает закалочный бак 5 по оси муфеля 11 камеры нагрева 1, включается механизм 19 прижима и устройство 18 герметично соединяет закалочный бак 5 с муфелем 11. Включаются завихрители 6 перемешивания, открывается затвор 17 и пакет с изделиями 10 опускается в закалочный бак, механизм 15 для подъема и опускания садки расцеплается с пакетом и.поднимается вверх, затвор 17 закрывается, механизмы 6 выключаются. Закалочный бак 5 с помощью тележки U устанавливается по оси перегрузочного средства 3, последний поднимает пакет с изделиями 10 вверх. На место закалочного бека устанавливается устройство для накопления и пакетирования 9, куда средством 3 устанавливается пакет с прошедшими закалку изделиями. Дальше муфель 11 камеры 1 вновь загружается, а из муфеля 11 камеры 2 пакет с изделиями подается в закалочный бак 5 а затем в устройство 9. Таким образом достигается непрерывность всего цикла термообработки. В зависимости от време- . ни нагрева установку можно cнaбдиtь третьей камерой нагрева. Снабжение электропечи дополнительной камерой нагрева, внешними перегрузочными средствами, а также устройством для накопления и пакетирования и камерой предварительного обезгаживания, которые установлены на самоходной тележке для их перемещения, и поочередного герметичного подсоединения камеры и закалочного бака к муфелям,при этом закалочный бак выполнен в верхней части расширенным для увеличения объема закалочной жидкости и установки в ней завих.рителей, создакнцих встречно-вращатель- ное движение закалочной жидкости,.позволяет снизить расход материала за счет увеличения прочности обрабатываемых изделий, увеличить производительность установки, улучшить качег ство изделий за счет равномерной за,калки, которая обеспечивается встречно-вращательным движением закалочной жидкости, упростить конструкцию камеры нагрева и увеличить надежность ее работы за счет за1фепления муфеля к дницу и введения вакуумного кол-j пака с эластичным или жидкостным затвором. Для проведения закалки в вакуумных электропечах как а жидкостях. 7 так и среде инертных газов необходимым условием является время, в те чение которого изделия попадают в закалочную жидкость, и состояние за калочной жидкости. При опускании в закалочный бак, например труб длиной Юм, каждый участок поверхности трубы, проходя первые слои жидкости, подвергается закалке, но, проходя через первые слои, трубы отдают тепло жидкости и температура ее возрастает, а вокруг Трубы образуется так называемая паровая рубашка - между поверхностью труб и поверхностью соприкасающейся с трубами жидкости. В этом случае длинная труба закаливается с различной скоростью и равномерность Для устранения этого недостатка необходимо объем жидкости в верхней части закалочного бака увеличить и установить механизмы для создания встречно-вращательного движения закалочной жидкости. Таким образом сбивается паровая рубашка, интенсивно перемещается жидкость и поддерживаетсй практически постоянная температура закалочной жидкости Наименьшее время достигается за счет установки четырехскоростного двигателя. При проведении закалки закалочный бак должен находиться либо внизу установки, либо сбоку, а камера нагрева вверху чю также способствует достижению меньшего времени для подачи изделий в закалочный бак; Можно применять электропечь горизон тального типа, однако при опускании трубя в закалочную жидкость последняя неравномерно поступает внут трубы, поэтому внутренняя поверхность практически не закаливается, в особенности у труб с малым внутре ним диаметром. Для создания вертикальной электр печи необходимо, чтобы закалочный бак перемещался, что .сократит высо ту (1еч и на.од ну треть, нижняя часть муфеля была бы неподвижна для обеспечения стыковки его с закалочным баком. ПОЭТОМУ муфель крепится к дн щу камерЫ нагрева. Верхняя часть му феля остается незакрепленной, так к термическое удлинение такого муфеля значительно. Для компенсации этого 7 удлинения ставится эластичный или жидкостный затвор. Кроме того, этот затврр перекрывает объем муфеля от объема камеры нагрева, так как вакуум в муфеле более глубокий, а в камере нагрева создается контрвакуум ТОЛЬКО для;;обеспечения надежности работы муфеля. Такое выполнение конструкции в целом позволяет создать установку с высокой производительностью, минимальными затратами на изготовление и монтаж, легко обслуживаемую, с механизацией и автоматизацией технологи- ческого процесса, полностью обеспечивающую технологический процесс закалки с получением изделий высокого качества, что в свою очередь обеспечивает высокую твердость поверхности изделий, а отсюда снижение расхода материала. формула изобретения 1.Установка для вакуумной термообработки длинномерных изделий, содержащая камеру нагрева с муфелем, механизм перемещения изделий, закалочный бак и самоходную тележку, отличающаяся тем, что, с целью повышения производительности за счет непрерывного действия установки и качества обраба1тываемого изделия, она снабжена дополнительной камерой нагрева с муфелем, механизмом перегрузки, накопителем и камерой обезгаживания, которые расположены на самоходной тележке, при этом закалочный бак выполнен а верхней части расширяющимся и имеет завихрители для организации встречно-вращательного движения закалочной среды. 2.Установка . по п. 1, отличающаяся тем, что верхняя часть камер нагрева выполнена в виде вакуумного колпака, соединенного с муфелем посредством эластичного затвора. Источники информации, принятые во внимание при экспертизе 1.Патент Франции Н 2159511, л. С 21 D 9/00, 1978. 2.Чертеж электрюпечи fPSHT. 101.273/ 1967, ВНИИЭТО.
(pue.l
1
J
&
cl
Ю


| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная электропечь непрерывного действия для термообработки | 1980 |
|
SU916932A1 |
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU384894A1 |
| Вакуумная установка для термообработки | 1977 |
|
SU723337A1 |
| Вакуумная электропечь для термообработки металлических изделий | 1979 |
|
SU863975A1 |
| Вакуумная электропечь | 1980 |
|
SU1008593A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2062794C1 |
| Вакуумная элеваторная электропечь | 1979 |
|
SU846954A1 |
| Устройство для химико-термической обработки металлических изделий | 1982 |
|
SU1122713A1 |
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |


фиг. 2
фигЛ
