(54) СПОСОБ ИЗГО ВЛЕНИЯ КОРПУСА ЛИНЕЙНОГО ШАГОВО:ГО ЭЛЕКТРОДВИГАТЕЛЯ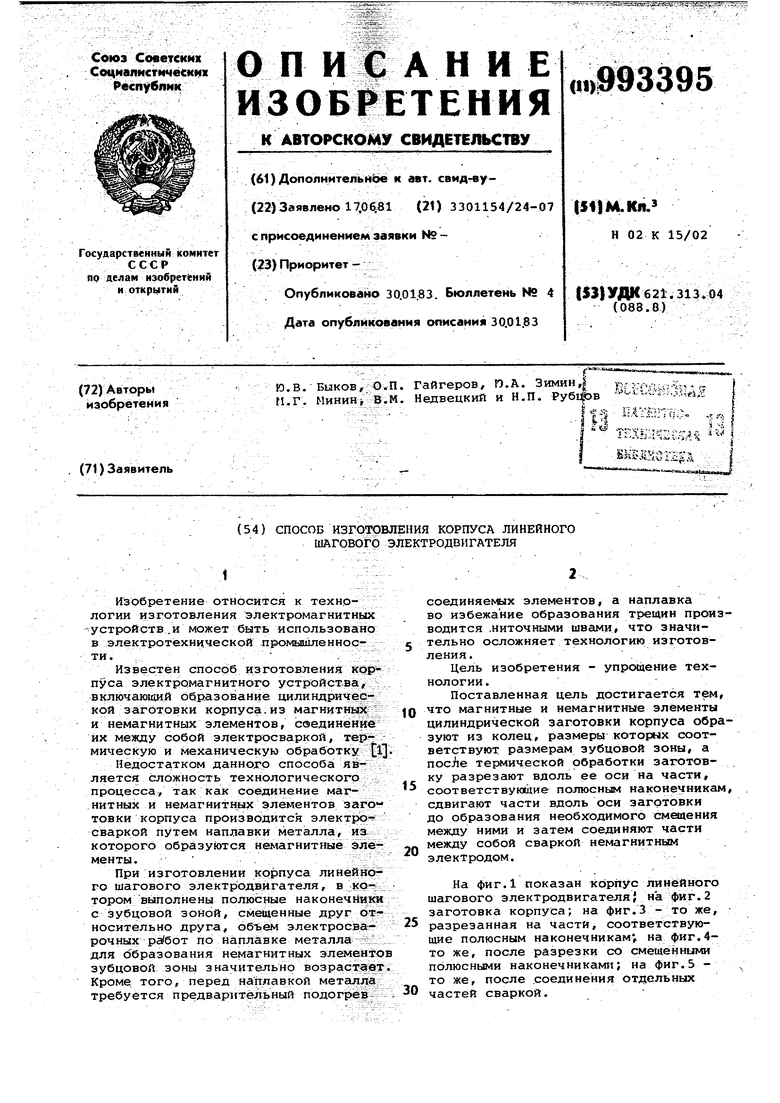
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полюсных наконечников линейного шагового электродвигателя | 1987 |
|
SU1471254A1 |
| Способ изготовления корпусов электромагнитных устройств | 1972 |
|
SU530395A1 |
| Магнитопровод статора электрической машины | 1986 |
|
SU1398029A1 |
| Линейный вентильный электродвигатель | 2020 |
|
RU2750646C1 |
| Шаговый электродвигатель | 1987 |
|
SU1711301A1 |
| Универсальный шаговый электродвигатель | 1991 |
|
SU1831752A3 |
| Шаговый электродвигатель | 1985 |
|
SU1399862A1 |
| Способ сборки гармонического шагового электродвигателя | 1985 |
|
SU1457085A1 |
| ШАГОВЫЙ ЭЛЕКТРОДВИГАТЕЛЬ УНОСИМИГ | 1990 |
|
RU2030078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ СБОРНЫХ СТАТОРОВ ПЛАНАРНЫХ ШАГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1833705A3 |
Изобретение ОТНОСИТСЯ к технологии изготовления электромагнитных -устройств.и может быть использовано в электротехнической промышленности,
Известен способ изготовления корпуса электромагнитного устройства, включающий образование цилиндрической заготовки корпуса, из магнитнввс:и немагнитных элементов, соединение их между собой электросваркой, термическую и механическую обработку Щ.
Недостатком данного способа является сложность технологического процесса, так как соединение магнитных и немагнитных элементов заготовки корпуса производится электро- сваркой путем наплавки металла, из которого образуются немагнитные элементы.
При изготовлении корпуса линейного шагового электродвигателя, в ко-; тором выполнены полюсные наконечники с зубцовой зоной, смещенные друг относительно друга, объем электросварочных по наплавке металла - для образования немагнитных элементов зубцовой зоны значительно возрастает. Кроме, того, перед наплавкой металла требуется предварительный подогрев
соединяемых элементов, а наплавка во избежание образования трещин производится .ниточными швами, что значительно осложняет технологию изготовления..
Цель изобретения - упрощение технологии .
Поставленная цель достигается тем, что магнитные и немагнитные элементы
10 цилиндрической заготовки корпуса образуют из колец, размеры которых соответствуют размерам зубцовой зоны, а посЛе термической обработки заготовку разрезают вдоль ее оси на части,
15 соответствующие полюсным наконб чникам, сдвигают части вдоль оси заготовки до образования необходимого смещения между ними и затем соединяют части между собой сваркой немагнитным
20 электродом.
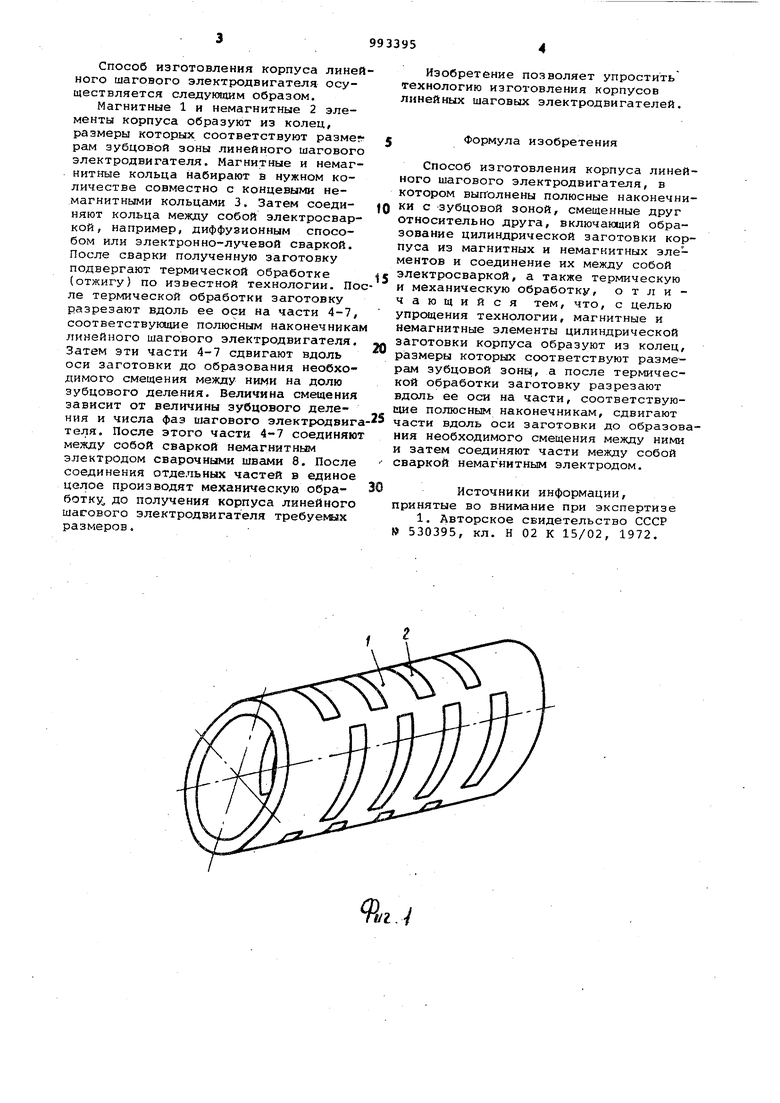
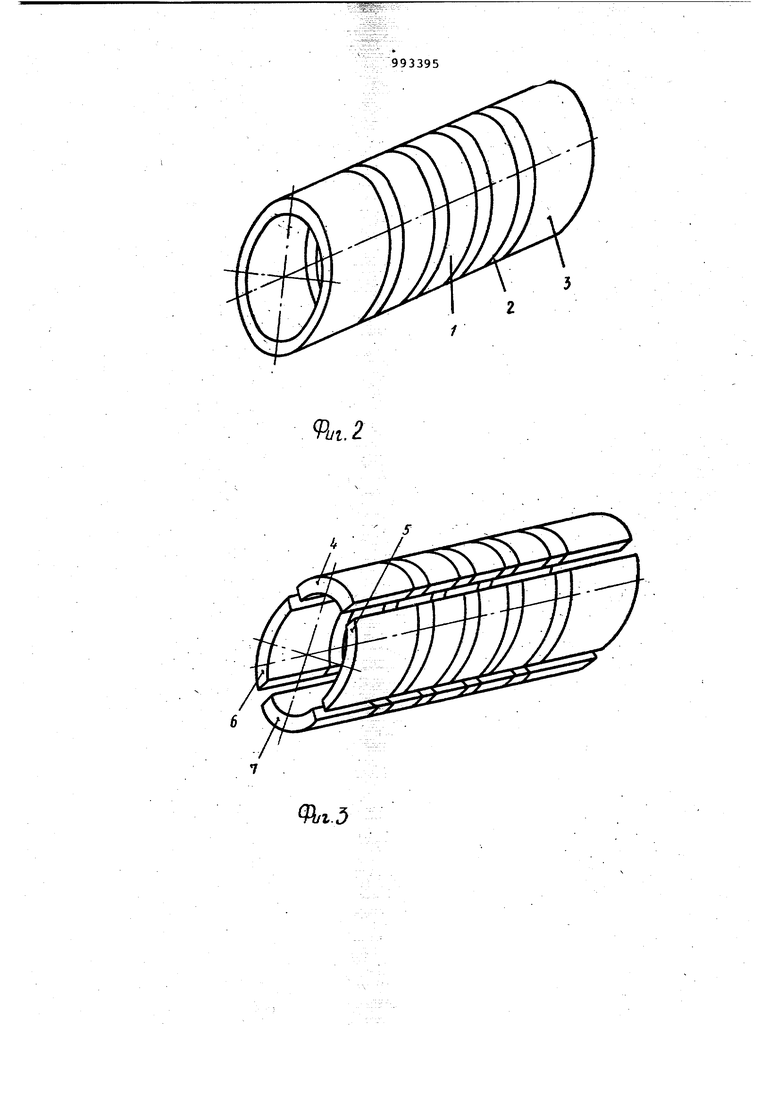
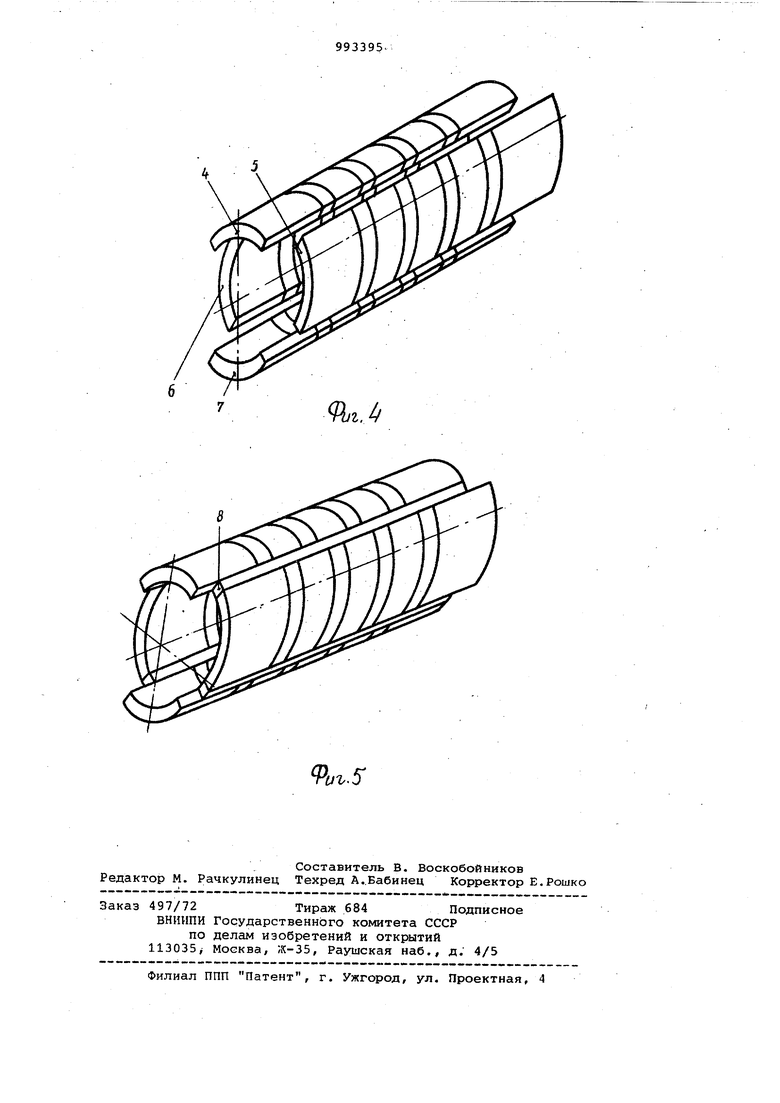
На фиг.1 показан корпус линейного шагового электродвигателя} на фиг.2 заготовка корпуса; на фиг.З - то же, 25 разрезанная на части, соответствующие полюсным наконечникам, на фиг.4то же, после разрезки со смещенными полюсными наконечниками; на фиг.5 то же, после соединения отдельных
30 частей сваркой. Способ изготовления корпуса линей ного шагового электродвигателя осуществляется следующим образом. Магнитные 1 и немагнитные 2 элементы корпуса образуют из колец, размеры которых соответствуют разменрам зубцовой зоны линейного шагового злектродвигателя. Магнитные и немагнитные кольца набирают в нужном количестве совместно с концевыми немагнитными кольцами 3. Затем соединяют кольца между собой электросваркой , например, диффузионным способом или электронно-лучевой сваркой. После сварки полученную заготовку подвергают термической обработке (отжигу) по известной технологии. По ле термической обработки заготовку разрезают вдоль ее оси на части 4-7, соответствующие полюсным наконечникам линейного шагового электродвигателя. Затем эти части 4-7 сдвигают вдоль оси заготовки до образования необходимого смещения между ними на долю зубцового деления. Величина смещения зависит от величины зубцового деления и числа фаз шагового электродвиг теля. После этого части 4-7 соединяют между собой сваркой немагнитным электродом сварочными швами 8. После соединения отдельных частей в единое целое производят механическую обработку до получения корпуса линейного шагового электродвигателя Tpe6yeNuJx размеров. Изобретение позволяет упростить технологию изготовления корпусов линейных шаговьлх электродвигателей, Формула изобретения Способ изготовления корпуса линейного шагового электродвигателя, в котором выполнены полюсные наконечники с -зубцовой зоной, смещенные друг относительно друга, включающий образование цилиндрической заготовки корпуса из магнитных и немагнитных элементов и соединение их между собой электросваркой, а также термическую и механическую обработку, отличающийся тем, что, с целью упрощения технологии, магнитные и немагнитные элементы цилиндрической заготовки корпуса образуют из колец, размеры которых соответствуют размерам зубцовой зоны, а после термической обработки заготовку разрезают вдоль ее оси на части, соответствуюсше полюсным наконечникам, сдвигают части вдоль оси заготовки до образования необходимого смещения между ними и затем соединяют части между собой сваркой немагнитным электродом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 530395, кл. Н 02 К 15/02, 1972.
Иг/
9иг.2
S
9иг.
