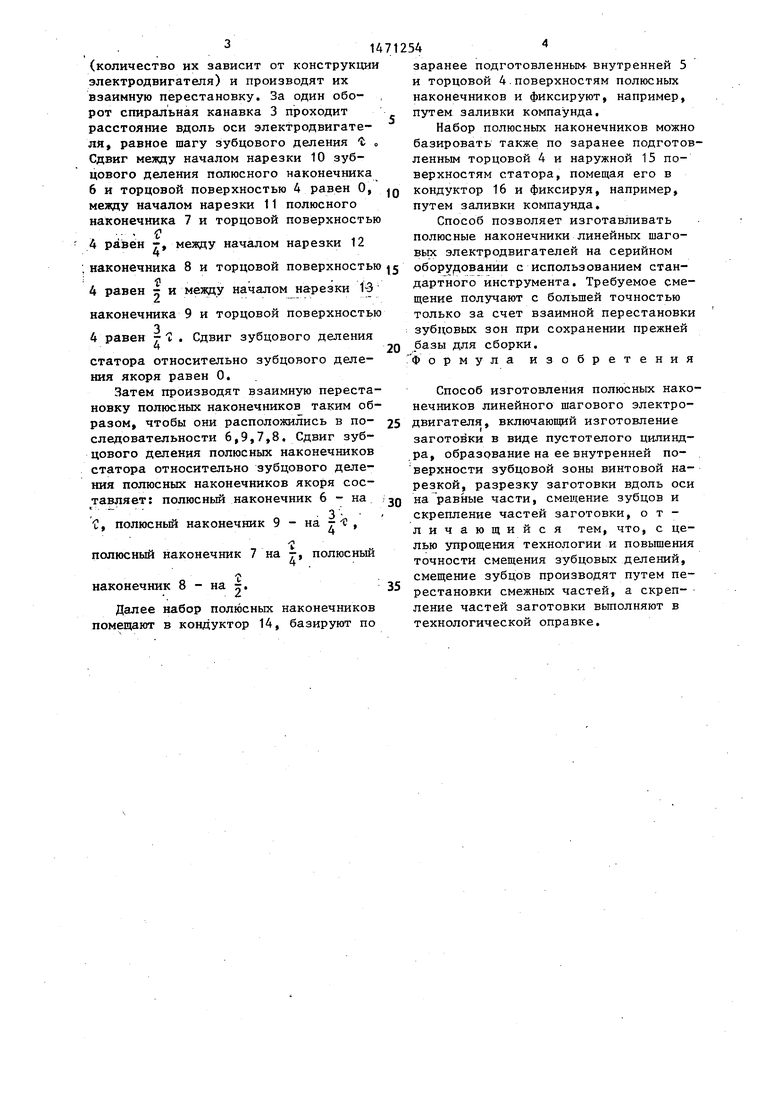
(количество их зависит от конструкции электродвигателя) и производят их взаимную перестановку. За один оборот спиральная канавка 3 проходит расстояние вдоль оси электродвигателя, равное шагу зубцового деления t „ Сдвиг между началом нарезки 10 зубцового деления полюсного наконечника 6 и торцовой поверхностью 4 равен О, между началом нарезки 11 полюсного
наконечника 7 и торцовой поверхностью
... 1 4 равен -, между началом нарезки 12
Способ позволяет изготавливать полюсные наконечники линейных шаго- вьрс электродвигателей на серийном
.наконечника 8 и торцовой поверхностью и оборудовании с использованием стандартного инструмента. Требуемое смещение получают с большей точностью только за счет взаимной перестановки зубцовых зон при сохранении прежней 20 базы для сборки.
4 равен - и между началом нарезки
2 ----- -- - - - -
наконечника 9 и торцовой поверхностью
3 4 равен т Сдвиг зубцового деления
статора относительно зубцового деления якоря равен 0.
Затем производят взаимную перестановку полюсных наконечников таким обдартного инструмента. Требуемое сме щение получают с большей точностью только за счет взаимной перестановк зубцовых зон при сохранении прежней 20 базы для сборки.
Формула изобретени
Способ изготовления полюсных нак нечников линейного шагового электро
разом, чтобы они расположились в по- 25 двигателя, включающий изготовление
следовательности 6,9,7,8. Сдвиг зуб цового деления полюсных наконечников статора относительно зубцового деления полюсных наконечников якоря составляет: полюсный наконечник 6 - на
3-
С, полюсный наконечник 9 - на т
XI
полюсный наконечник 7 на -, полюсный
t наконечник 8 - на г.
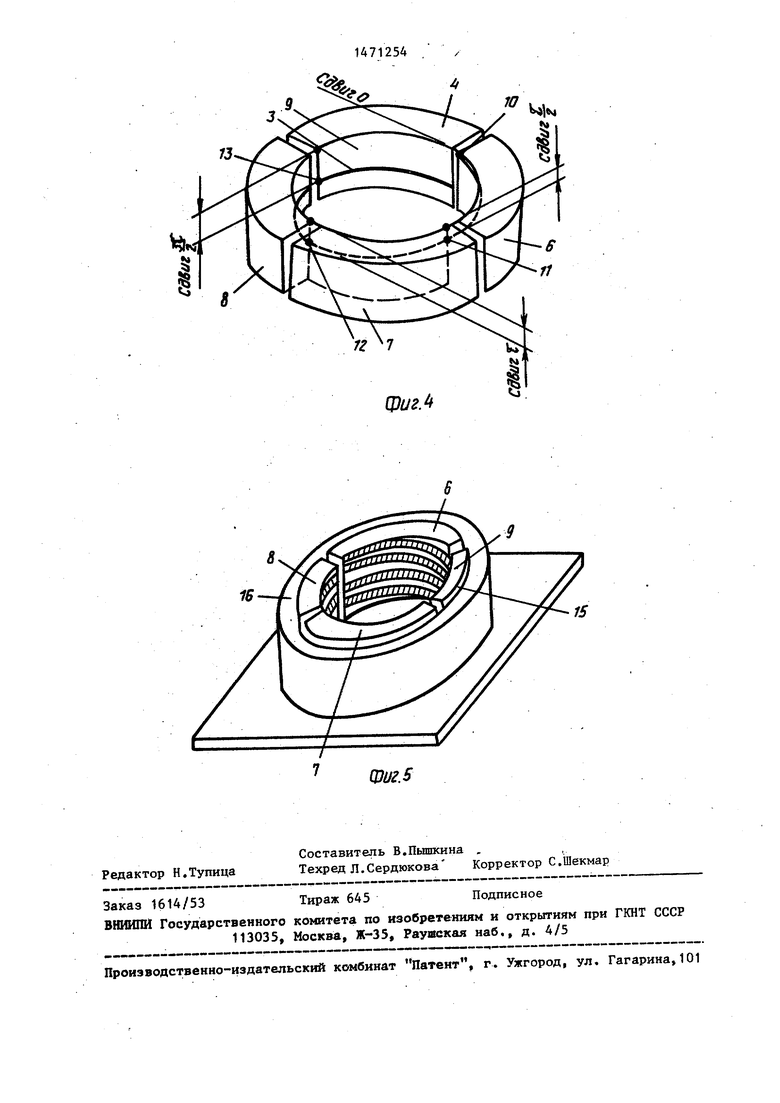
Далее набор полюсных наконечников помещают в кондуктор 14, базируют по
30
35
заготовки в виде пустотелого цилинд ра, образование на ее внутренней по- верхности зубцовой зоны винтовой на резкой, разрезку заготовки вдоль ос на равные части, смещение зубцов и скрепление частей заготовки, отличающийся тем, что, с це лью упрощения технологии и повышени точности смещения зубцовых делений, смещение зубцов производят путем пе рестановки смежных частей, а скрепление частей заготовки выполняют в технологической оправке.
заранее подготовленньм- внутренней 5 и торцовой 4.поверхностям полюсных наконечников и фиксируют, например, путем заливки компаунда.
Набор полюсных наконечников можно базировать также по заранее подготовленным торцовой 4 и наружной 15 поверхностям статора, помещая его в кондуктор 16 и фиксируя, например, путем заливки компаунда.
Способ позволяет изготавливать полюсные наконечники линейных шаго- вьрс электродвигателей на серийном
и оборудовании с использованием стандартного инструмента. Требуемое смещение получают с большей точностью только за счет взаимной перестановки зубцовых зон при сохранении прежней 20 базы для сборки.
Формула изобретения
Способ изготовления полюсных наконечников линейного шагового электро0
5
заготовки в виде пустотелого цилиндра, образование на ее внутренней по- верхности зубцовой зоны винтовой нарезкой, разрезку заготовки вдоль оси на равные части, смещение зубцов и скрепление частей заготовки, отличающийся тем, что, с целью упрощения технологии и повышения точности смещения зубцовых делений, смещение зубцов производят путем перестановки смежных частей, а скрепление частей заготовки выполняют в технологической оправке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линейный шаговый электродвигатель | 1973 |
|
SU476641A1 |
| ШАГОВЫЙ ЭЛЕКТРОДВИГАТЕЛЬ УНОСИМИГ | 1990 |
|
RU2030078C1 |
| Линейный шаговый электродвигатель | 1972 |
|
SU504278A1 |
| Шаговый электродвигатель | 1984 |
|
SU1669060A1 |
| Линейный шаговый электродвигатель | 1973 |
|
SU476640A1 |
| Универсальный шаговый электродвигатель | 1991 |
|
SU1831752A3 |
| Двухкоординатный шаговый электродвигатель | 1977 |
|
SU657539A1 |
| Шаговый электродвигатель | 1987 |
|
SU1711301A1 |
| ЛИНЕЙНЫЙ ШАГОВЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1990 |
|
RU2030079C1 |
| МАГНИТОЭЛЕКТРИЧЕСКИЙ ДВИГАТЕЛЬ | 1988 |
|
RU2030075C1 |

Изобретение относится к технологии электромашиностроения и может быть использовано при изготовлении полюсных наконечников линейного шагового электродвигателя. Цель изобретения состоит в упрощении технологии и повышении точности изготовления линейного шагового электродвигателя. Зубцовую зону статора электродвигателя получают путем нарезки спиральной канавки. Заготовку разрезают на части, соответствующие полюсным наконечникам (ПН). Необходимое смещение ПН получают путем их взаимной перестановки. Перестановку ПН производят в зависимости от конструкции двигателя для получения движения якоря. Сборку полюсных наконечников ведут, базируясь по торцовой и внутренней (либо внешней) поверхностям. Способ позволяет изготавливать полюсные наконечники линейных шаговых электродвигателей на серийном оборудовании с высокой точностью смещения зубцовой зоны. 5 ил.
Ц)иг.1
Фиг.З
CPU г. 2
J3
16
фиг A
Фиг.5
| Способ изготовления корпуса линейного шагового электродвигателя | 1981 |
|
SU993395A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Емельянов И.Я., Воскобойников В.В., Масленок Н.А, Основы конструирования исполнительных механизмов управления ядерных реакторов, - М.:- Энергоатом- издат, 1987, с.158-159. | |||
