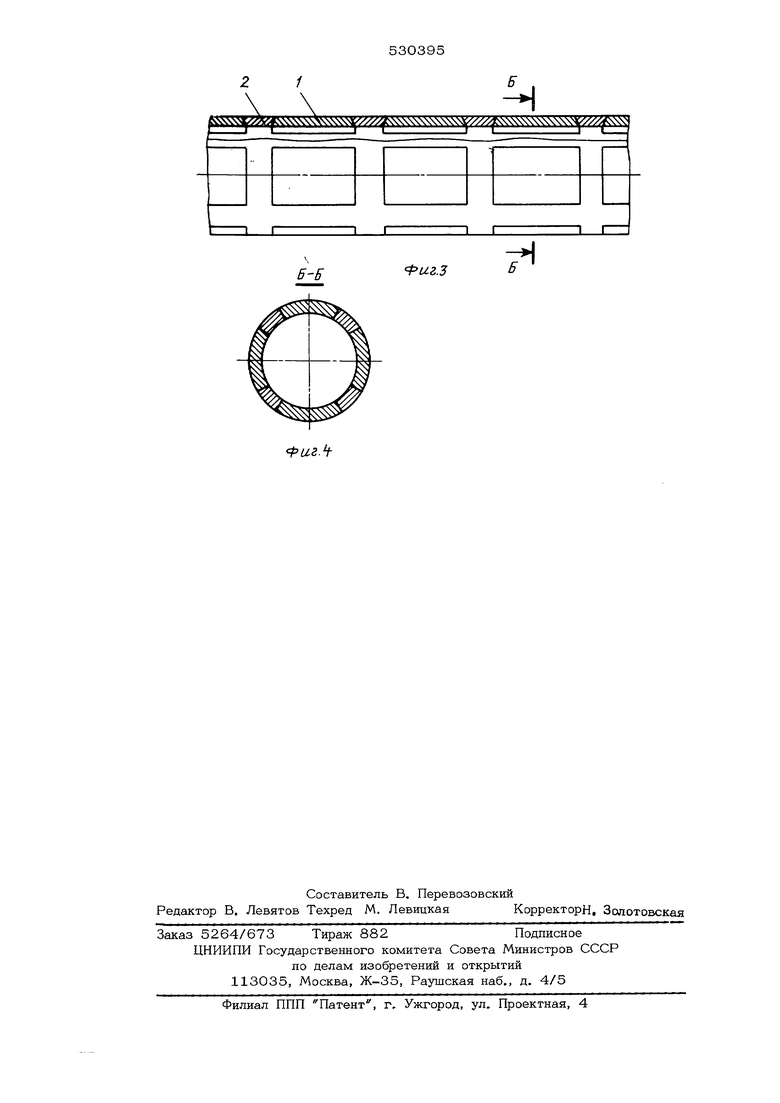
(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ ЭЛЕКТРОМАГНИТНЫХ УСТРОЙСТВ марки 08х17Т. Механической обработкой на поверхности заготовки корпуса выбирают кольцевые и продольные пазы заданных размеров и форм. Затем пазы заполняют немагнитным металлом наплавкой электродами, например, марки ИМЕТ-10 с содержанием никеля 60% {фиг.1 и 2). Использование электродов ИМЕТ -10 обеспечивает боль шой запас аустеничности в зонах перемешивания разнородных металлов, магнитного и немагнитного, а также четкую границу между этими металлами, высокую пластичность и прочность соединения. После наплавки заготовку подвергают термической обработке п режиму, н ример, нагрева при температуре 750-780 С с выдержкой в течение 60 ВО мин и охлаждения на воздухе. Затем про изводят механическую обработку и получают герметичную оболочку, состоящую из чередующихся- магнитных 1 и немагнитных 2 участков. В качестве заготовки может быть исполь зована труба из магнитомягкого металла. Эффективность применения предложенного способа по сравнению с известными заключается в повышении прочности и точности геометрии соединяемых элементов и улучшении электромагнитных характеристик например тягового усилия на 30%. 5 Формула изобретения 1. Способ изготовления корпусов электромагнитных устройств, заключающийся в соединении магнитных и немагнитных элементов посредством электросварки и термической и механической обработки, о т л и чающийся тем. что с целью повышения прочности и точности геометрии соединяемых элементов и улучшения электромагнитных характеристик в заготовке корпуса из магнитомягкого металла заранее изготовленные пазы заполняют немагнитным металлом наплавкой сварочным немагнитным электродом. 2. Способ по п. 1, отличающийся тем, что в качестве сварочного электрода используют присадочный материал с содержанием никеля не менее 47%. Источники информации, принятые во внимание при экспертизе: 1. М. Д. Лабзин. Судовые электроприводы с шаговыми электродвигателями. Л., Судостроение , 1971. с. 249. 2. А. М. Бадмас, А. И. Леонтьев, Е. Г. Титов и А. И. Юрченко. Исполнительные электродвигатели и элементы автоматики сервоприводов ядерных реакторов. М., Атомиздат, 1972, с.38.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления корпуса линейного шагового электродвигателя | 1981 |
|
SU993395A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ В ВАКУУМЕ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ | 2009 |
|
RU2387524C1 |
| МАТЕРИАЛЫ ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ФЕРРОМАГНИТНОЙ ШИХТОЙ ПОВЕРХНОСТИ РОЛИКОВ СИСТЕМЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2015 |
|
RU2613801C2 |
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОМЯГКОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2376669C2 |
| Прибор для контроля эксцентричности покрытий электродов со стержнями из ферромагнитных материалов | 1974 |
|
SU541101A1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ СВАРКИ ЧУГУНА | 1996 |
|
RU2098248C1 |
| Способ аддитивного производства металлических изделий с автоматической регулировкой режимов послойной электродуговой наплавки | 2023 |
|
RU2807572C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПА | 2004 |
|
RU2279956C1 |