(i) СПОСОБ МНОГОШТУЧНОЙ ШТАМПОВКИ ЛОПАТОК

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛОПАТОК | 2011 |
|
RU2501626C2 |
| Способ штамповки поковок шаровых опор | 1980 |
|
SU1013077A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| СПОСОБ ОБЛОЙНОЙ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ | 1982 |
|
SU1067670A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| Способ получения деталей,преимущественно вытянутой формы | 1983 |
|
SU1162541A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| Способ изготовления турбинных и компрессорных лопаток | 1984 |
|
SU1181772A1 |
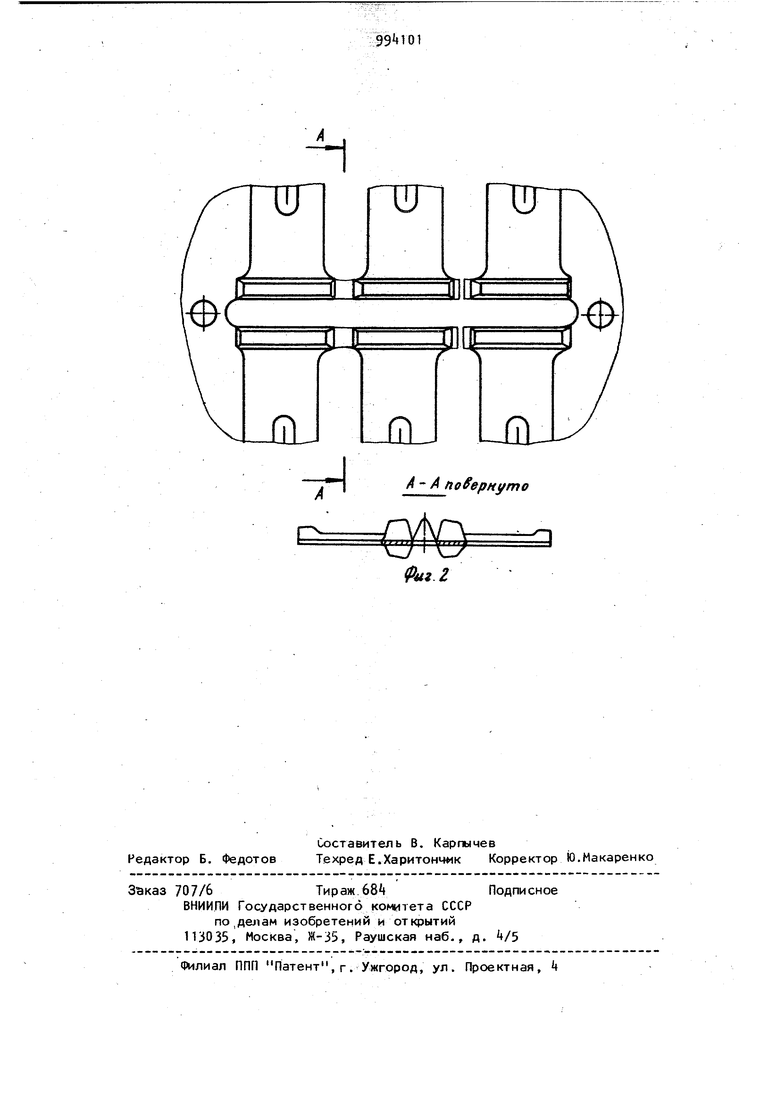
. Изобретение относится к обработке нетзплов давлением и может быт ь и спользовано при штамповке малогабаритных лопаток и других деталей с тонкими полотнами. . Известен способ многоштучной штам noBtot мелких поковок, заключаюи й.ся в дефс мировании одновременно нескольких заготовок tl 1 Однако изготовить известным способом поковки с тонкими полотнами, например лопатки, практически невозможно из-за затрудненного течения металла между отдельными поковками. Известен способ многоитучной и1тамnoBWi лопаток, выполняемой в изотермических условиях, включающий два перехода С2}. Этот способ обеспечивает повышение производительности гроцесса и попезного использования металла. Недостатки способа - невысокая точ ность получаемых поковок и низкая стойкость штампового инструмента, что обусловлено затрудненным течением металла между поковками и высокими удельными усилия - дефорнированиа. Целью изобретения является повышение точности получаемых поковок и повышение стойкости штампов. Поставленная цель достигается тем, что при многоштучной штамповке лопаток способом, включающим, как минимум, два перехода, перед последующим переходом в местах затрудненного течения металла удаляют облей, полученный на предыдущем переходе. Таким образом, на последующем переходе многоштучной штамповки облегчается течение металла в облой, снижаются нагрузки на штамп и, соответственно, повышается его стойкость, а также обеспечивается получение поковок с тонким полотном до разделения групповой поковки. На {{иг. 1 изображена групповая поковка после .предшествующего пере3У9
хода многоштучной штамповки; на фиг.2« та же групповая поковка после удаления облоя в местах затрудненного течения металла, подготовленная к выполнению последующего перехода
многоштучной штамповки.
Пример осуществления способа. Лровожяась многоштучмая штамповка мелких лопаток из жаропрочного сплава ЭП 718. Количество лопаток в групповой поковке - 20. Оба перехода многоштучной штамповки выполнялись на электровинтовом прессе усилием 16 МН. После первого перехода многоштучной штамповки у Одной партии поковок был удален облой по части контура в местах затрудненного течения металла, вторая партия штам.повапась на втором переходе без предварительного удаления облоя. Приодинаковой наладке пресса и штампов толщина полотна у поковок первой группы составила 1 мм, у второй - 2,5 мм.
Использование изобретения позволяет значительно повысить точность
-h
14
получаемых изделий, а также стойкост
штампов.
Формула изобретения
Способ мнсгоштучной штамповки лопаток, включаюи 1й по крайне мере два перехода, отличаю.щи йе я тем, что, с целью повышения точности поковок и повышения стойкости штампов, перед последующим . переходом многоштучной штамповки в местах затрудненного течения металла удаляют облой, полученный на предыдущем переходе.
Источники информации, принятые во внимание при экспертизе
и расчет шта..1ПОй. Машгиз, 1932, с. У2-93.
id
Ш ffi
А А побернуто
/I - A n 0 вернут о
иг.г
