. (5) ПРЕСС-ФОРМА ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ
ПОРОШКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для гидростатического прессования порошков | 1981 |
|
SU961858A1 |
| Способ изготовления сложнофасонных изделий из порошка | 1981 |
|
SU967678A1 |
| Устройство для гидростатического прессования порошковых материалов | 1989 |
|
SU1676753A1 |
| Пресс-форма для гидростатического прессования изделий из порошков | 1981 |
|
SU980961A1 |
| Пресс-форма для гидростатического прессования изделий из порошка | 1988 |
|
SU1675056A1 |
| Пресс-форма для изостатического прессования изделий из порошков | 1977 |
|
SU669562A1 |
| Разъемная пресс-форма для гидростатического прессования металлического порошка | 1983 |
|
SU1138245A1 |
| Способ изостатического прессования фасонных изделий из порошков | 1990 |
|
SU1759551A1 |
| Устройство для гидростатического прессования изделий из порошка | 1987 |
|
SU1419809A1 |
| Устройство для гидростатического прессования порошков | 1986 |
|
SU1405968A1 |
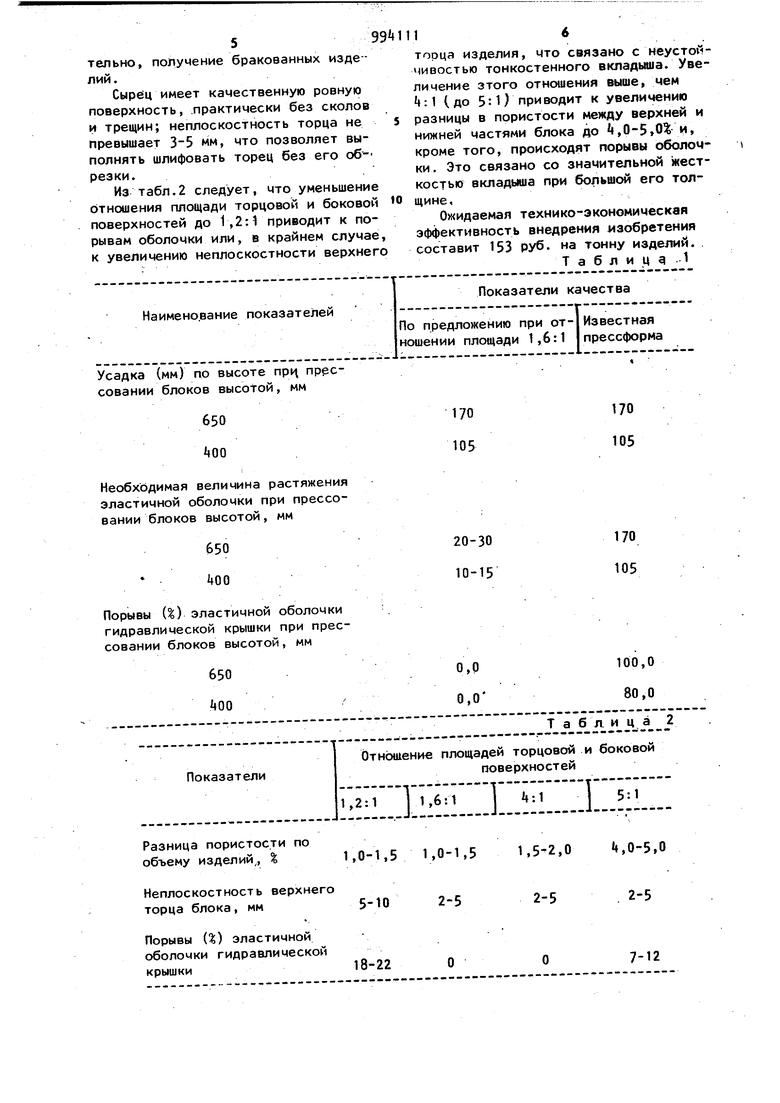
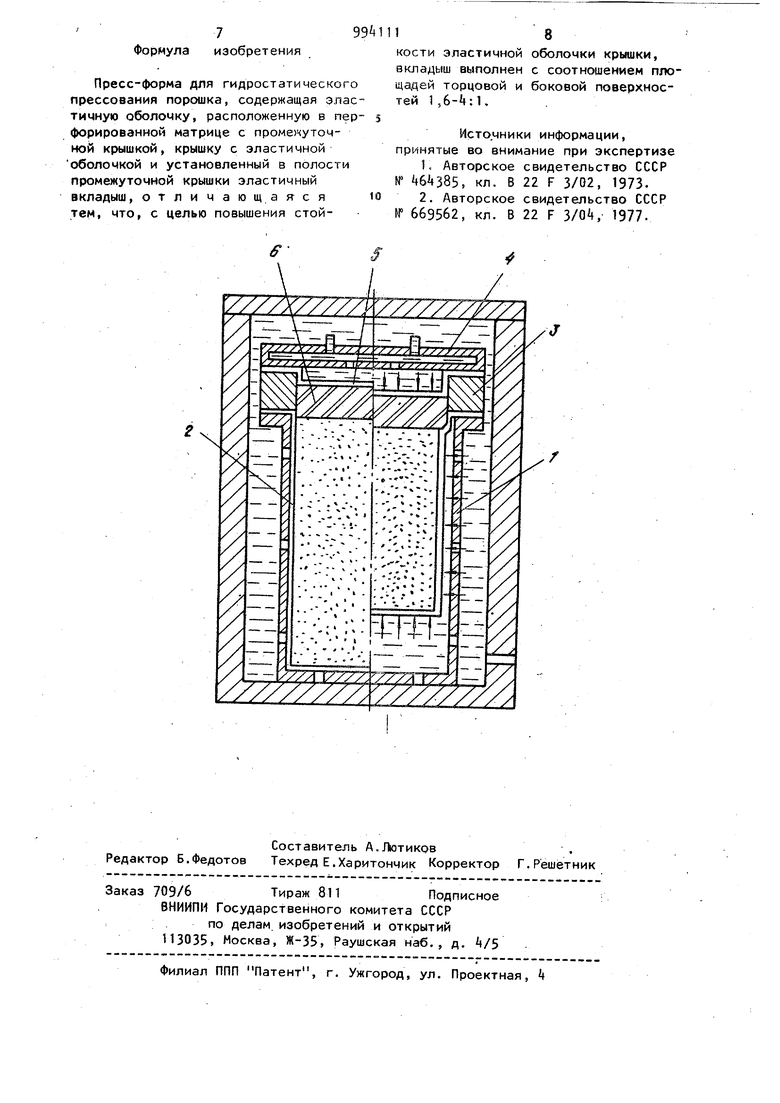
V.- . Изобретение относится к порсявкрвой металлургии, в частности, к пресс-формам для гидростатического, прессования изделий из порошка, и : может быть использовано в порошковой металлургии, керамической и огне упорной промышленности. Известна пресс-форма для гидростатического прессования порбшка, содержащая перфорированную гильзу, npo межуточную крышку, крышку с эластичной оболочкой и эластичный чехол С Недостатками этой пресс-формы являются низкая стойкость эластичной оболочки крышки и нёличие сколов и заусенцев на верхнем торце прессовки. Наиболее близка к предлагаемой пресс-форма для гидростатического прессования порошка, содержащая эластичную оболочку, расположенную в перфорированной матрице с промежуточной крышкой, крышку с эластичной оболочкой и установленный в по|лости промежуточной крышки эластичный вкладьаи t2l. Наличие эластичного вкладыша позволяет предотвратить образование заусенцев и сколов на верхнем торце изделия; однако стойкость эластичной оболочки крышки(также низка. Низкая стойкость оболочки крышки вызвана тем, что ее эластичесмме свойства оказываются недостаточными для обеспечения надежной работы (без порывов ) при прессовагний крупногабаритных изделий или изделий с большим отношением длины к диаметру, т.е. изделий со значительной усадкой по высоте. Целью изобретения является повышение стойкости эластичной оболочки крышки. Поставленная цель достигается тем, что в пресс-форме, содержащей эластичную оболочку, расположенную в перфорированной матрице с промежуточной крышкой, крышку с эластичной обо99ломкой и установленный в полости промежуточной крышки эластичный вкладыш,, последний выполнен с соотношением площадей торцовой и боковой поверхностей, равном (. На чертеже изображена пресс-форма в разрезе. Пресс-форма состоит из перфорированной матрицы 1 с расположенной в ней эластичной оболочкой 2, промежуточной крышки 3 с полостью для порошкового материала, гидравлической крышки k с эластичной оболочкой 5 и укладываемого в полости промежуточ ной крышки 3 на поверхность порошкового материала эластичного вкла -дыша 6. Промежуточная крышка 3 и гид равлическая крышка скреплены с фланцем матрицы 1. Торцовая площадь вкладыша 6 превышает торцовую площад формируемого сырца на величину его усадки при прессовании, причем площади торцовой и боковой его поверхностей находятся в соотношении (1,6it):1-. Пресс-форма работает следующим образом. Собранную прессформу без гидравлической крышки 4 устанавливают в вакуумную камеру, прикрепленную к столу вибростенда (не показано ). Под воздействием, вакуума эластичная оболочка 2 выстилает внутреннюю поверхность матрицы 1. Порошок засыпают в пресс-форму при вибрации, на его поверхности в полости промежуточной крышки 3 размещают эластичный вкладыш 6 и устанавливают гидравлическую крышку k с эластичной оболочкой 5Порошок вакуумируют, в оболочку 5 подают жидкость, вследствие чего она выстилается по поверхности вкладыша 6. Вновь включают вибростенд. Под воздействием вибрации и давления при груза происходит дополнительное уплотнение порошка. Пресс-форму перено сят в установку гидростатического прессования и поднимают давление. Рабочая жидкость гидростата через гидравлическую крышку k, эластичную оболочку 5 и эластичный вкладыш 6 с верхней стороны и через эластичную .оболочку 2 fo всех других сторон передает давление порошковому материалу. Таким образом реализуется действи тельно изостатическое прессование При этом, вследствие того, что площадь торцовой поверхности эластичног вкладыша 6 больше площади его боково 14 поверхности, в 1, раза, т.е. име-( ются некомпенсированные площади, общее усилие, действующее на его торцовые части, значительно превышает усилие, действующее на его боковые поверхности. Вследствие этого эластичный вкладыш 6 уменьшается по толщине, но увеличивается по площади и заклинивается в полости промежуточной крышки 3, предотвращая, дальнейшее растяжение эластичной оболочки 5. При этом основная усадка порошкового материала по длине изделия происходит снизу вверх. После прессования пресс-форму извлекают из гидростата, удаляют остатки рабочей жидкости, снимают гидравлическую крышку k, извлекают вакуумной присоской вначале эластичный вкладыш 6, а затем изделие. Пример. В пресс-форме предложенной конструкции прессовали из порошка окиси хрома блоки размером (после обжига ) 650 -250-65 мм и 7503 0106 мм для стекловаренных печей. Порошок окиси хрома размером 050 мм, гранулированный в распылительной сушилке, засыпают в прессформу, установленную в вакуумной камере, которая закреплена на столе вибростенда. После окончания засыпки выравнивают верхнюю плоскость порошка и на ней размещают эластичный вкладыш 6 с поверхностью 3 0-106 мм и различной толщиной (т.е. с различным отношением площади его торцовой поверхности к боковым ). Устанавливают гидравлическую крышку 4. После вакуумирования порошка до остаточного давления 0,3 кгс/см в оболочку 5 подают жидкость под атмосферным давлением. Вибростенд вновь включают и проводят вибровакуумное уплотнение с пригрузом. Пресс-форму переносят в крнтейнер высокого давления установки гидростатического прессования и давление поднимают до 100 МПа.После декомпрессии пресс-форму извлекают из контейнера, крышку k снимают, извлекают эластичный вкладыш 6, а затем и блок-сырец. Результаты прессования представлены в таблицах 1 и 2. . Как видно из табл.1, в данной пресс-форме значительно снижено раст-яжение эластичной оболочки гидравлической крышки (до 10-30 мм) и ликвидированы ее разрывы, а, следова59тельно, получение бракованных изделий. Сырец имеет качественную ровную поверхность, практически без сколов и трещин; неплоскостность торца не превышает 3-5 мм, что позволяет выполнять шлифовать торец без его обрезки.. Из табл.2 следует, что уменьшение отношения площади торцовой и боковой поверхностей до 1,2:1 приводит к порывам оболочки или, в крайнем случае, к увеличению неплоскостности верхнего
Усадка (мм) по высоте прц прессовании блоков высотой, мм
650 ttOO
Необходимая величина растяжения эластичной оболочки при прессовании блоков высотой, мм
650 1400
Порывы () эластичной оболочки гидравлической крышки при прессовании блоков высотой, мм
Разница пористости по
объему изделий,, % 1,0-1,51,0-1,5
Неплоскостность верхнего
торца блока, мм5-10 2-5
Порывы (%) эластичной оболочки гидравлической крышки
170
170 105 105
170
20-30
105 10-15
1,5-2,0 ,0-5,0
2-5
2-5
7-12
18-22 16 торца изделия, что связано с HeycToiiчивостью тонкостенного вкладыша. Увеличение этого отношения выше, чем : 1 (.до 5:1) приводит к увеличению разницы в пористости между верхней и нижней частями блока до «,0-5, и, кроме того, происходят порывы оболочки. Это связано со значительной жесткостью вкладыша при большой его толщине. Ожидаемая технико-экономическая эффективность внедрения изобретения составит 153 руб. на тонну изделий. Таблицу .1 Формула изобретения Пресс-форма для гидростатического прессования порошка, содержащая элас тичную оболочку, расположенную в пер форированной матрице с промежуточной крышкой, крышку с эластичной оболочкой и установленный в полости промежуточной крышки эластичный вкладыш, отличающаяся тем, что, с целью повышения стой18кости эластичнойоболочки крышки, вкладыш выполненс соотношением площадей торцовой ибоковой поверхностей 1 ,. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР W (, кл. В 22 F 3/02, 1973. 2.Авторское свидетельство СССР N 669562, кл. В 22 F 3/0, 1977
