UW
СП
;о
05
00
ная матрица 2 под действием возрастающего давления рабочей жидкости начинает подниматься до тех пор, пока буртик 10 ограничительной втулки 6 не упрется в нижнюю часть запорной втулки 5. Таким образом, происходит механическое двухстороннее прессование порошка. Воздух из прессуемого материала в процессе прессования удаляется через негерметичную цробку 15 и канал i в крышке 7. Величина хода j заИзобретение относится к порошковой металлургии, в частности к устройствам для гидростатического прессования порошков.
Цель изобретения - увеличение производительности процесса и повышение точности изделий.
На фиг. 1 показана схема устройства (слева - перед началом прессования, справа - в момент гидростатического прессования); на фиг. 2 - сечение А-А на
фиг. 1; на фиг. 3 - сечение Б-Б на Q порной втулки 5 выбирается с учетом мак- фиг. 1; на фиг. 4 - сечение В-В на фиг. 1.симально возможной степени усадки порошУстройство состоит из контейнера высоко-ка при механическом прессовании. Когда
го давления 1, расположенной в нем пер-запорная втулка 5 переместится относительфорированной матрицы 2 с каналами а,но перфорированной матрицы 2 на величину j,
(фиг. 3). В матрице помещены фигурный упругое кольцо 12 сжимается под дейст- перфорированный вкладыш 3, имеющий ка- 15 вием кольца 13 и прижимает эластичную налы вис (фиг. 3), и эластичнаяоболочку к поверхности ступени 8. В то же
оболочка 4. Запорная втулка 5 с каналами d, 1, f, g (фиг. 4, 2, 1) расположена коаксиально матрице 2 с возможностью перемеш,ения относительно нее. Мат- и каналы d, 1, f (фиг. 3, 4, 2) в за- рица 2 скреплена с ограничительной втул- порной втулке перетекать в маслосборник 16 кой 6, имеющей каналы h (фиг. 4). Устройство содержит ступенчатую герметизирующую крышку 7, нижняя ступень 8 которой выполняет функцию пуансона. Запорная
время давление жидкости в контейнере 1 падает, так как она получает возможность через каналы h в ограничительной втулке 6
(фиг. 1, фиг. 2, фиг. 4). Крышка 7 вместе с перфорированной матрицей 2 и запорной втулкой 5 продолжают опускаться, вытесняя излишки жидкости в масвтулка 5 имеет возможность осевого пе- 25 лосборник, до тех пор, пока не произойдет герметизация контейнера с помошью уплотнительного кольца 14. После этого давление жидкости вновь поднимается. Перетекая через каналы g запорной втулки 5 (фиг. 1), каналы а перфорированрабочей жидкости, снимают крышку 7 и извлекают спрессованное изделие.
Использование предлагаемой пресс-форремещения, ограниченного в верхнем положении буртиком 9 . матрицы 2, а в нижнем положении буртиком 10 ограничительной втулки 6. Между буртиком 9 матрицы 2 и буртиком 11 эластичной оболочки установлено разрезное упругое кольцо 12 с конус- 30 ной матрицы 2 и каналы Ь, с перфори- ной наружной поверхностью. В кольцевой рованного вкладыша 3 (фиг. 3) жидкость проточке запорной втулки 5 установлено вто- действует на эластичную оболочку, произ- рое разрезное упругое кольцо 13, конус- водя гидростатическое прессование порошка, ность внутренней поверхности которогоПосле прессования перфорированную
соответствует конусности наружной повех- матрицу 2 с крышкой 7 и запорной втул- ности кольца 12. В герметизирующей крыш- 35 кой 5 извлекают из контейнера 1 с по- ке 7, снабженной уплотнительным кольцом 14 мощью выталкивателя 17, удаляют остатки выполнен канал i (фиг. 1), закрытый негерметичной пробкой 15. В контейнере 1, снабженном маслосборником 16, установлен выталкиватель 17,герметизированный по на- .Q мы, например, для прессования твердо- ружному диаметру уплотнительным коль- сплавных матриц со сложной поверх- цом 18.ностью позволяет повысить производительУстройство работает следующим образом. ность процесса прессования, так как пред- В полость эластичной оболочки 4, рас- варительное уплотнение и последующая гид- положенной внутри перфорированной мат- ростатическая обработка происходят за один рицы 2, установленной в частично запол- 45 цикл нагружения гидравлического пресса, ненный рабочей жидкостью (например, мае- Предварительное- механическое прессование лом) контейнер 1, засыпается необходимое позволяет повысить плотность заготовки пе- количество порошка и устанавливается ред гидростатической обработкой на 20- крышка 7. Запорная втулка 5 находится 25%. Высокая плотность предварительно в крайнем верхнем положении (фиг. 1 спра- спрессованного порошка позволяет значи- ва). При движении ступени 8 под деист- 50 тельно уменьшить усадку прессуемого изде- вием щтока гидравлического пресса вниз лия при гидростатическом прессовании, что она передает усилие через прессуемый порошок на перфорированную матрицу 2, а через ее буртик 9 - на запорную втулку 5, вследствие чего они начинают перемещение вниз до тех пор, пока не воз никает усиление в контейнере 1. После касания крышкой 7 запорной втулки 5 последняя опускается, а свободно установлен
ведет к повышению точности окончательно спрессованного изделия.
Формула изобретения
- 5 Устройство для гидростатического прессования порошков, содержащее контейнер, размещенную в нем перфорированную матрицу, эластичную оболочку, расположенную
ная матрица 2 под действием возрастающего давления рабочей жидкости начинает подниматься до тех пор, пока буртик 10 ограничительной втулки 6 не упрется в нижнюю часть запорной втулки 5. Таким образом, происходит механическое двухстороннее прессование порошка. Воздух из прессуемого материала в процессе прессования удаляется через негерметичную цробку 15 и канал i в крышке 7. Величина хода j запорной втулки 5 выбирается с учетом мак- симально возможной степени усадки порошупругое кольцо 12 сжимается под дейст- вием кольца 13 и прижимает эластичную оболочку к поверхности ступени 8. В то же
и каналы d, 1, f (фиг. 3, 4, 2) в за- порной втулке перетекать в маслосборник 16
время давление жидкости в контейнере 1 падает, так как она получает возможность через каналы h в ограничительной втулке 6
и каналы d, 1, f (фиг. 3, 4, 2) в за- порной втулке перетекать в маслосборник 16
(фиг. 1, фиг. 2, фиг. 4). Крышка 7 вместе с перфорированной матрицей 2 и запорной втулкой 5 продолжают опускаться, вытесняя излишки жидкости в масдет герметизация контейнера с помошью уплотнительного кольца 14. После этого давление жидкости вновь поднимается. Перетекая через каналы g запорной втулки 5 (фиг. 1), каналы а перфорированной матрицы 2 и каналы Ь, с перфори- рованного вкладыша 3 (фиг. 3) жидкость действует на эластичную оболочку, произ- водя гидростатическое прессование порошка, После прессования перфорированную
рабочей жидкости, снимают крышку 7 и извлекают спрессованное изделие.
Использование предлагаемой пресс-форматрицу 2 с крышкой 7 и запорной втул- кой 5 извлекают из контейнера 1 с по- мощью выталкивателя 17, удаляют остатки мы, например, для прессования твердо- сплавных матриц со сложной поверх- ностью позволяет повысить производительность процесса прессования, так как пред- варительное уплотнение и последующая гид- ростатическая обработка происходят за один 45 цикл нагружения гидравлического пресса, Предварительное- механическое прессование позволяет повысить плотность заготовки пе- ред гидростатической обработкой на 20- 25%. Высокая плотность предварительно спрессованного порошка позволяет значи- 50 тельно уменьшить усадку прессуемого изде- лия при гидростатическом прессовании, что ведет к повышению точности окончательно спрессованного изделия.
Формула изобретения
5 Устройство для гидростатического прессования порошков, содержащее контейнер, размещенную в нем перфорированную матрицу, эластичную оболочку, расположенную
внутри матрицы, и герметизирующую крышку, отличающееся тем, что, с целью увеличения производительности процесса и повышения точности изделий, оно снабжено запорной втулкой, размещенной между контейнером и матрицей, а герметизируюшая
А-А
крышка выполнена ступенчатой и установлена с возможностью осевого перемещения и размещения нижней ступени в полости оболочки, при этом матрица и запорная втулка установлены с возможностью осевого перемещения.
б-б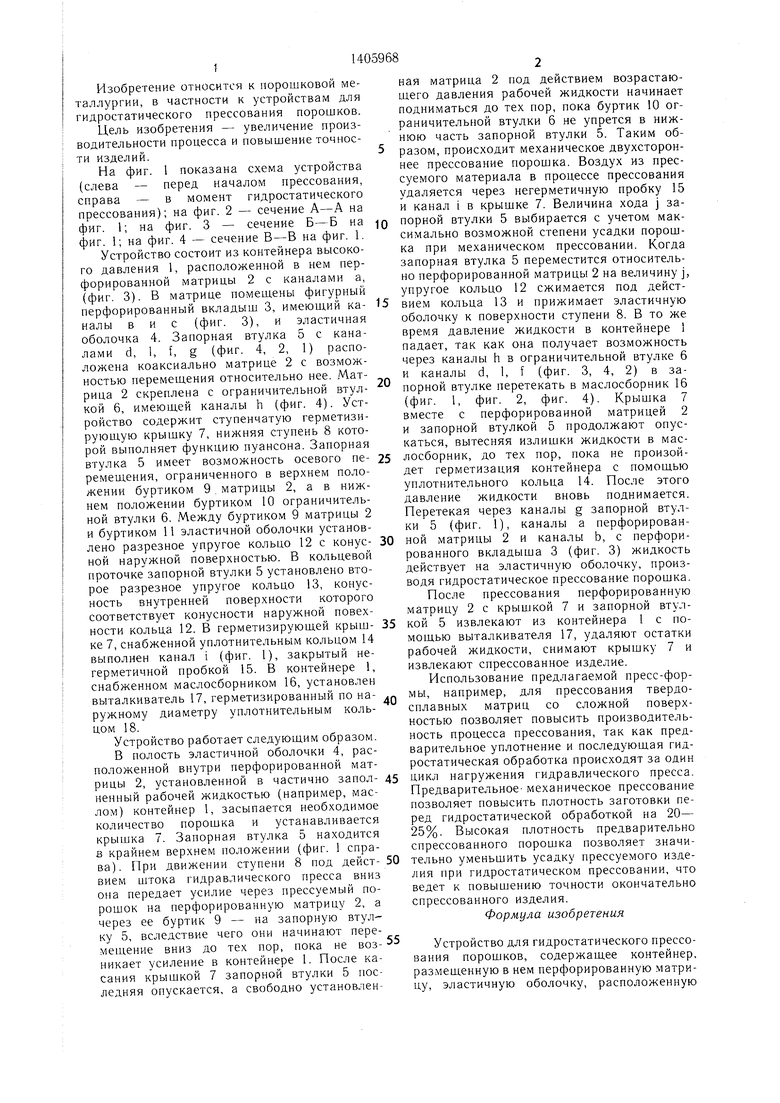
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для гидростатического прессования порошков | 1981 |
|
SU961858A1 |
| Пресс-форма для гидростатического прессования изделий из порошков | 1981 |
|
SU980961A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗ ПОРОШКА ТОНКОСТЕННЫХ ТРУБОК | 2004 |
|
RU2245219C1 |
| Пресс-форма для гидростатического прессования полых заготовок | 1979 |
|
SU865529A1 |
| Изостат | 1986 |
|
SU1494999A1 |
| ПРЕСС-ФОРМА ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1992 |
|
RU2044603C1 |
| Устройство для прессования металлических порошков | 1980 |
|
SU908525A1 |
| Способ гидростатического прессования изделий из порошка | 1983 |
|
SU1156851A1 |
| Прессформа для гидростатического прессования изделий из порошковых материалов | 1973 |
|
SU461847A1 |
| КОНТЕЙНЕР ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ СТАКАНООБРАЗНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1967 |
|
SU195290A1 |

Изобретение относится к порошковой металлургии. Цель изобретения - увеличение производительности процесса и повышение точности изготовливаемых изделий. После заполнения полости эластичного чехла 4 необходимььм количеством порошка устанавливают крышку 7 и усилием пресса передают давление через пуансон 8 на прессуемый порошок, который в свою очередь воздействует на матрицу 2 и запорную втулку 5 и перемещает их вниз. При определенном возрастании давления в контейнере 1 перемещение матрицы 2 и запорной втулки 5 прекращается до тех пор, пока крыщка 7 не начнет давить на запорную втулку 5. Матрица 2 поднимается и предварительно прессуют порошок, а рабочая жидкость перетекает через каналы в маслосборник 16 до герметизации контейнера I. После герметизации контейнера давление жидкости поднимается и происходит гидростатическая допрессовка порошковой заготовки. В результате применения данной схемы прессования удалось повысить производительность процесса прессования, так как предварительное уплотнение с последующей гидростатической обработкой происходит за один цикл нагружения гидравлического пресса. 4 ил. i СЛ
Ф(/г.2
Фиг.З
ФигМ
| Прессформа для гидростатического прессования изделий из порошковых материалов | 1973 |
|
SU461847A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Пресс-форма для гидростатического прессования порошков | 1981 |
|
SU961858A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
