Изо.бретение относится к порошновой металлургии, в частности к пресс-формам для гидростатического прессования порошков.
Известна пресс-форма для гидростатическс го прессования порошков, включающая перфорированный контейнер, металлическую оправку и эластичный чехол, установленный между контейнером и оправкой 1.
Недостатком данной пресс-формы является отсутствие приспособлений для вакуумирования порошковой заготовки перед прессованием, что приводит к понижению качества спрессованных изделий.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является пресс-форма для гидростатического прессования порошков, включающая перфорированную матрицу, эластичный чехол расположенный внутри матрицы и снабженный промежуточной крышкой с полостью для засыпки порошка и герметизирующую крышку. При этом герметизирующая крьошка снабжена вакуумным клапаном и соедин1эна с вакуумным насосом 12 .i
К недостаткам данной пресс-Формы относятся низкая производительность процесса, обусловленная ограниченностью размеров полости промежуточной крьплки, а также низкое качество спрессованных изделий, обусловленное неравномерным распределением давления прессования С давление на порошок со стороны крышей не передается.
10
Цель изобретения - увеличение производительности процесса и повышение качества спрессованных изделий.
15
Указанная цель достигается тем, что в пресс-форме для гидростатического прессования порошков, включающей перфорированную матрицу, эластичный чехол, расположенный внутри
20 матрицы и снабженный промежуточной крышкой с полостью для засыпки порошка, и герметизирующую крышку, промежуточная крышка выполнена с вакуумной камерой, соединенной с полостью для
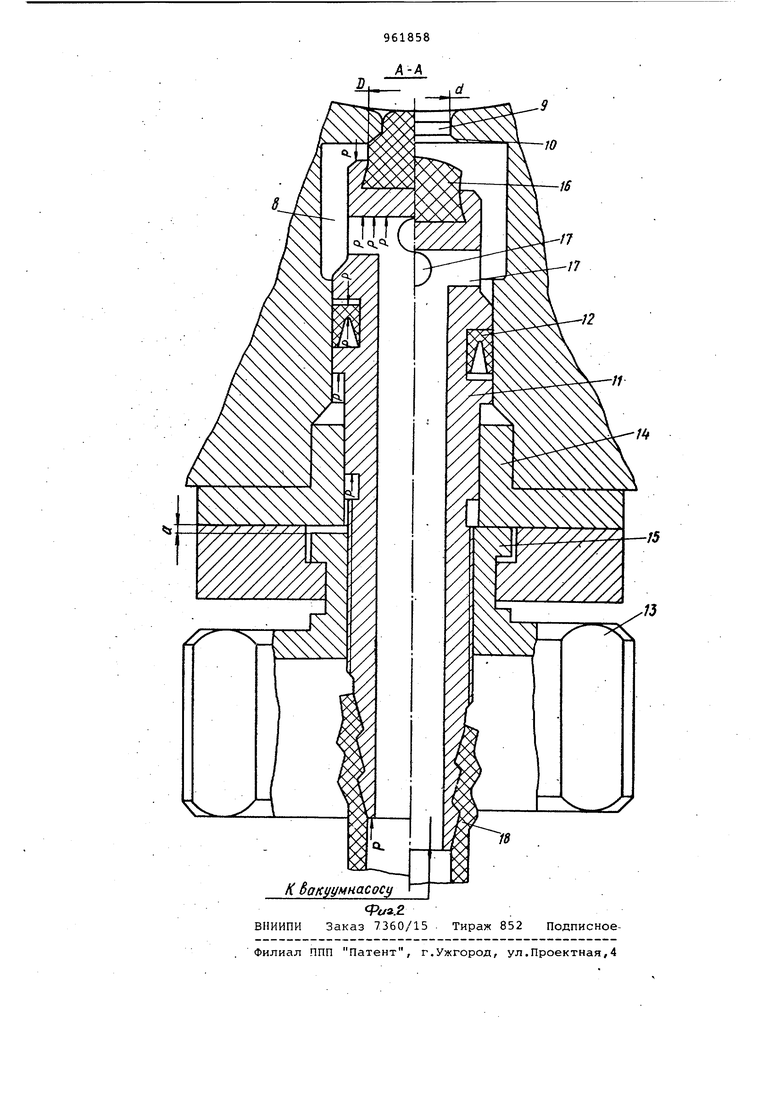
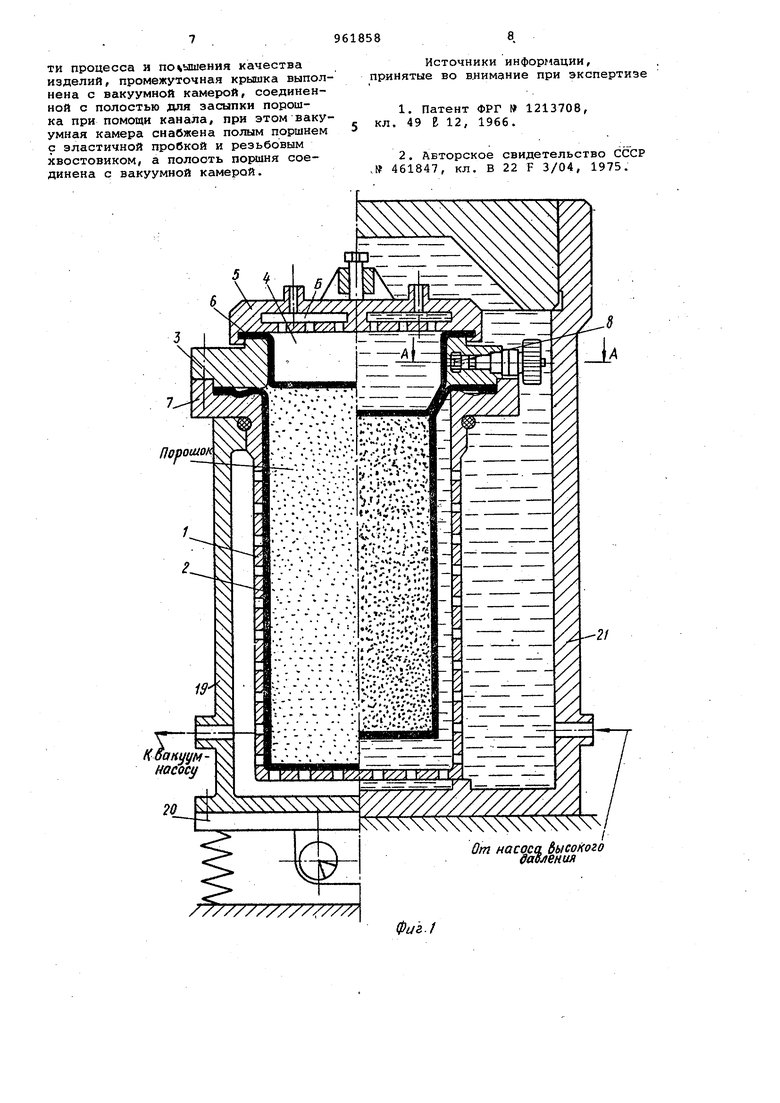
25 засыпки порошка при помощи канала, причем вакуумная камера снабжена полым поршнем с эластичной пробкой и резьбовым хвостовиком, а полость поршня соединена с вакуумной.каме30рой . На фиг. 1 показана схема предлаг мой пресс-формы/ на фиг, 2 - сечени А-А на фиг. 1. Пресс-форма состоит из перфориро йанной матрицы 1 с расположенным, в ней эластичным чехлом 2 промежуточной крышки 3 с полостью 4 для засып ки порошкового материала, перфорированной герметизирующей крышки 5 с эластичной оболочкой.б. Промежуточная крышка 3 и перфорированная крыш .ка 5 скреплены с фланцем- 7 матрицы В промежуточной крышке 3 выполнена вакуумная камера 8, соединенная с полостью 4 коышки 3 каналом 9, изго товленным с седлом 10 со стороны камеры 8. В вакуумной камере 8 установлен полый поршень 11, герметизированный по наружному диаметру кольцом 12. Поршень 11 снабжен резь бовым хвостовиком (не показан), находящимся в зацеплении с гайкой 13, зафиксированной планкой,14 с помощью буртика 15 так, что между буртиком 15 и планкой 14, прикрепленной к промежуточной крышке 3, об разован зазор О за счет того, что ширина буртика 15 меньше ширины проточки планки 14. Величина а рас считывается с учетом эластических свойств Закрепленной в поршне 11 резиновой пробки 16, исходя из того что при воздействии.на поршень максимального давления при гидростатическом прессовании зазор не долже выбираться полностью. Планка 14 предотвращает также вращение поршня 11. Внутреняя полость поршня 11 со динена с вакуумной камерой 8 отходя щими от него патрубками 17, а с вакуумным насосом (не показан) - съем ным эластичным трубопроводом 18. Для проведения процесса вибровакуумного формообразования прессформа устанавливается в вакуумную емкость 19,закрепленную на вибростенде 20, а для гидростатического прессования - в контейнер 21 высокого давления гидростата. . Пресс-форма работает следующим образом. Собранная пресс-форма без крышки 5 устанавливается в вакуумную емкость 19, прикрепленную к столу виб ростенда 20 (фиг. 1). Под воздействием вакуума эластичный чехол 2 выстилает внутреннюю поверхность матрицы 1.Порошок засыпается в прессформу при вибрации и устанавливаете крышка 5 с эластичной оболочкой 6. Затем вакуумируется полость Б кр ки 5 . В вакуумной камере 8 также со дается вакуум за счет отсоса воздух через внутреннюю полость поршня 11 патрубки 17. Герметизиция вакуумной камеры 8 обеспечена уплотнительным кольцом 12 за счет разности давлени внутри камеры 8 и снаружи кольца 12 Приводят во вращение гайку 13. 8связи с тем, что буртиками 15 гайка 13 зафиксирована, в планке 14 от поступательного движения, то это движение совершается поршенем 11 в результате -взаимодействия его резьбового хвостовика и гайки. При этом поршень 11 не совершает вращательного движения, так как в нем и в планке 14 выполнены (по размеру В) направляющие лыски. Поршень 11 устанавливается так, чтобы между эластичной пробкой 16 и седлом 10 канала 9 образовался зазор фиг. (2 справа от оси). В этом положении вакуум;ная камера 8 соединена.с полостью 4 промежуточной крышки 3 пресс-формы. Происходит вакуумирование порошкового материала. IПосле окончания операции вакуумирования (например, при остаточном давлении воздуха в пресс-форме 0,15 атм) гайка 13 вращается в обратном направлении. В результате поступательного движения поршня 11 по направлению к седлу эластичная пробка 16 прижимается к седлу 10 канала 9(фиг. 2 слева от оси). После этого пресс-форма загружается в контейнер 21 (фиг. 1), в котором создается вы.сокое давление. Рабочая жидкость гидростата через крышку 5 и эластичную оболочку 6 с верхней стороны и через эластичный чехол 2 со всех других сторон передает давление порошковому материалу. Таким образом реализуется изостатическое прессование. При этом в процессе подъема давления поршень 11 вместе с гайкой 13 продвигается по направлению к седлу 10(величина зазора при этом уменьшается), прижимая к нему эластичную пробку 16 с тем большим усилием, чем больше давление прессования. Это происходит за счет эффекта некомпенсированной площади, образующейся в результате превышения диаметра D пробки над диаметром .d канала 9. Усилия, действующие на остальные элементы поршня, взаимно уравновешиваются гидростатическим давлением Р . Таким образом конструктивно обеспечивается самоуплотнение прессформы с повышением давления гидростатического прессования. В предлагаемом устройстве уплотнительные кольца 12 при давлении являются разгруженными элементалущ. После прессования пресс-форму извлекают из гидростата, удаляют остатки рабочей жидкости, снимают крышку 5 и извлекают спрессованное изделие. Пример. В пресс-форме предлагаемой конструкции, изготовленной
на Опытном завода УкрНИИО, прессуют из порошка циркона блоки размером (в сырце) 800-340- 106 мм для стекловаренных печей. Порошок размером 40-250 мкм, гранулированный в распылительной сушке, засыпают при вибрации в пресс-форму, установлен.ную в вакуумной емкости, которая закреплена на столе вибростенда. После окончания засыпк-и выравнивают верхнюю плоскость порошка и устанавливают крышку. Включают вакуумный насос и создают вакуум в вакуумной камере, выполненной в промежуточной крышке пресс-формы. Вращением гайки сообщают поршню поступательное движение, в результате которого эластичная пробка, размещенная в торце штока, отходит от седла канала, соединяя полости дополнительной вакуумСвойства
Кажущаяся пористость,%: верх блока
середина низ
Предел прочности при сжатии, кг/см
Сохранение формы блока
Получение .бракованных изделий (проникновение рабочей жидкости в порошок),%
Время проведения операции вакуумирования, мин
Как видно из таблицы,в предлагаемой пресс-форме обеспечивается получение равноплотных и равнопрочных крупногабаритных изделий с улучшенной конфигурацией верхнего торца. В известной пресс-форме (15-20% ) не обеспечивается -герметизация дополнительной крышки, что вызывает проникновение рабочей жидкости гидростата в порошок и получение брака. Операция вакуумирования в предлагаемой пресс-форме осуществляется на 40% быстрее, чем в известной.
Предлагаемая конструкция отличается простотой обслуживания и долговечностью, надежностью в эксплуатации.
Ожидаемая технико-экономическая эффективность изобретения составит
ной камеры и промежуточной крышки, ; После вакуумирования порошка до остаточного давления 0,15 кгс/см вращением гайки поршень устанавливают в крайнее положение, при котором эластичная пробка прижимается к седлу канала, т. е. канал запирается . Вибростенд вновь включают и проводят операцию вибровакуумного уплотнения с- пригрузом. Пресс-форма
0 переносится в контейнер высокого
давления установки гидростатического прессования и давление поднимается до 600 кгс/см. После декомпрессии пресс-форму извлекают из контейнера,
5 крышку 5 снимают и .извлекают блоксырец .
Основные сравнительные характерис-тики прессования и свойства мирконовых блоков представлены в та блице.
Пресс-форма
Предла гаемая
Известная
3,2
3,0 3,2 3,2
3,2
3,1
2800-2840
2500-2840
довлетвориНеудовлетворительноетельное
О
15-20
600 руб. на.тонну изделий из расчета уменьшения брака сырца на 15-20%, увеличения производительности вакуумирования на 40% и повышения качества ( равноплотности и равнопрочности сырца и изделий.
Формула изобретения
Пресс-форма для гидростатического прессования порошков, включбиощая перфорированную матрицу, эластичный чехол, расположенный внутри матрицы и снабженный промежуточной крышкой с полостью для засыпки порошка, и герметизирующую крышку, отличающаяся тем, что, с целью увеличения производительноети процесса и повышения качества изделий, промежуточная крьвика выполнена с вакуумной камерой, соединенной с полостью для засыпки порошка при помощи канала, при этом вакуумная камера снабжена полым поршнем с эластичной пробкой и резьбовым хвостовиком, а полость поршня соединена с вакуумной камерой.
Источники информации, принятые во взимание при экспертизе
1.Патент ФРГ 1213708, кл. 49 Е 12, 1966.
2.Авторское свидетельство СССР № 461847, кл. В 22 F 3/04, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для гидростатического прессования порошка | 1981 |
|
SU994111A1 |
| Устройство для гидростатического прессования порошковых материалов | 1989 |
|
SU1676753A1 |
| Пресс-форма для гидростатического прессования изделий из порошков | 1981 |
|
SU980961A1 |
| Прессформа для гидростатического прессования изделий из порошковых материалов | 1973 |
|
SU461847A1 |
| Способ изостатического прессования фасонных изделий из порошков | 1990 |
|
SU1759551A1 |
| Способ изготовления сложнофасонных изделий из порошка | 1981 |
|
SU967678A1 |
| Пресс-форма для изостатического прессования изделий из порошков | 1977 |
|
SU669562A1 |
| Пресс-форма для гидростатического прессования изделий из порошковых материалов | 1977 |
|
SU631360A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗ ПОРОШКА ТОНКОСТЕННЫХ ТРУБОК | 2004 |
|
RU2245219C1 |
| Разъемная пресс-форма для гидростатического прессования металлического порошка | 1983 |
|
SU1138245A1 |