Изобретение относится к обработке металлов резанием и может быть использовано при растачивании отверстий.
Целью изобретения является повышение надежности закрепления резцовых вставок за счет перераспределения нагрузок, действующих на их средства крепления.
На фиг. 1 изображена предлагаемая расточная головка, общий вид; на фиг. 2 - сечение А-А на фиг. 1J на фиг. 3 - расточная головка, поперечное сечение.
Расточная регулируемая головка состоит из призматического корпуса 1, в поперечном пазу 2 которого установлены вставки З -и 4, несущие режущие элементы 5 и 6. Во вставках выполнены отверстия 7 под крепежные винты 8. На поверхности корпуса в пазу 2, .лежащем в плоскости, перпендикулярной оси вращения расточной голов
10
резцовые вставки 3 и 4, а в наклонные отверстия 11 вставляют цилиндрические шпонки 10 так, чтобы острый угол, образованный резьбовым отверстием в шпонке и ее осью был обращен к опорной поверхности корпус,а 1, на которой вьшолнены сквозные продольные пазы 9. Через отверстия 7 во вставках и пазы 9 корпуса пропускают винты 8, резьбовые концы которых сопрягаются со шпонками 10.
Каждую вставку на размер устанавливают, например, по шкале нанесен- g ной на внешней поверхности корпуса 1, после чего затягивают крепежные винты 8 и вставляют головку в сборе в оправку до упора.
При работе радиальная составляю- щая Р усилия резания стремится выдавить вставки 3 и 4 к оси вращения головки. От перемещения в этом направлении их удерживают силы трения, созданные на контактирующих поверхностях 25 корпуса 1 и вставок 3 и 4, а также шпонок 10 при затяжке крепежных винтов 8. В процессе работы при ослаблении затяжки винтов 8 смещение вставок 3 и 4 и их заклинивание под дейимеет место только
углом с/, обращенным к опорной поверхности корпуса, контактирующей с резцовыми вставками 3 и .4, и смещены др уг относительно друга.
Крепежные винты 8, размещенные в отверстиях, выполненных во вставках 3 и 4, перпендикулярно их опорной поверхности, проходят через продольные пазы 9 на опорной поверхности корпуса 1 и со шпонками 10, находящимися в наклонных отверстиях корпуса 1.0 точной головки. При этом головки винтов 8, контактирующие со вставками, Для установки в оправку корпус 1 имеет хвостовик 12, вьшолненный в виде, например, ласточкиного хвоста. Для. совмещения оси вращения головки с осью вращения шпинделя станка на задней поверхности хвостовика выполнен продольный полуоткрытый паз 13, взаимодействующий с упором, расположенным в оправке, постоянно установленный в шпинделе станка, и совмещенным с осью вращения шпинделя. Такое вьтолнение паза предотвращает также самопроизвольное выпадение из оправки расточной регулируемой головки при замене последней.
При настройке расточной регули- Расточна; головка, содержащая
корпус с установленными на нем ради- ально-подвижными резцовыми вставками
ки, имеются сквозные продольные пазы 9 по числу крепежных винтов. Винты 8 сопрягаются с цилиндрическими шпонками 10, расположенными за соответствующими пазами 9 в ступенчатых отверстиях 11, оси которых для каждой из вставок проходят под острым ствием силы Р,;
при угле наклона отверстий, в которых расположены шпонки 10, к опорной поверхности корпуса, большем угла трения.
35 В этом случае действие составляющей Р,, усилия резания приводит к некоторому смещению вставок 3 и 4 вместе со шпонками 10 в направлении уменьшения радиального размера расперемещаются параллельно опорной плоскости корпуса, а шпонки удаляются от нее, благодаря наклонному рас45 положению отверстий 11, в которых они находятся. Таким образом, происходит перераспределение усилия резания в дополнительное усилие растяжения крепежных винтов 8, что повышает надеж50 ность закрепления резцовых вставок в корпусе расточной регулируемой головки, предотвращает появление вибраций вставок благодаря их заклиниванию.
55 Формула изобретения
руемой головки в паз 2 корпуса 1 вплотную друг к другу устанав ливают
резцовые вставки 3 и 4, а в наклонные отверстия 11 вставляют цилиндрические шпонки 10 так, чтобы острый угол, образованный резьбовым отверстием в шпонке и ее осью был обращен к опорной поверхности корпус,а 1, на которой вьшолнены сквозные продольные пазы 9. Через отверстия 7 во вставках и пазы 9 корпуса пропускают винты 8, резьбовые концы которых сопрягаются со шпонками 10.
Каждую вставку на размер устанавливают, например, по шкале нанесен- g ной на внешней поверхности корпуса 1, после чего затягивают крепежные винты 8 и вставляют головку в сборе в оправку до упора.
При работе радиальная составляю- щая Р усилия резания стремится выдавить вставки 3 и 4 к оси вращения головки. От перемещения в этом направточной головки. При этом головки винтов 8, контактирующие со вставками,
перемещаются параллельно опорной плоскости корпуса, а шпонки удаляются от нее, благодаря наклонному расположению отверстий 11, в которых они находятся. Таким образом, происходит перераспределение усилия резания в дополнительное усилие растяжения крепежных винтов 8, что повышает надежность закрепления резцовых вставок в корпусе расточной регулируемой головки, предотвращает появление вибраций вставок благодаря их заклиниванию.
Формула изобретения
с режущими элементами и средствами , крепления, каждое из которых вьшол- нено в виде крепежного винта и цилиндрической шпонки, размещенной в отверстии корпуса, отличающаяся тем, что, с целью повьше- ния надежности работы, голойка снабжена дополнительным средством крепления каждой вставки, вьшолненным ана132 ,
8077 . логично упомянутому, причем отверстия под основную и дополнительную шпонку каждой резцовой вставки выполнены со смещением друг относительно друга, а их оси расположены под углом к опорной поверхности вставок, равным, по меньшей мере углу трения, причем вершина угла обращена в сто- 0 рону режущего элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2236328C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2007 |
|
RU2349426C2 |
| РЕЖУЩАЯ ГОЛОВКА ДЛЯ ВРАЩАЮЩЕГОСЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2350433C2 |
| РАСТОЧНАЯ ГОЛОВКА | 2001 |
|
RU2196027C2 |
| РАСТОЧНАЯ ГОЛОВКА | 2000 |
|
RU2175591C1 |
| Расточная головка | 1982 |
|
SU1158300A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2009 |
|
RU2405667C1 |
| Торцово-цилиндрическая фреза | 1991 |
|
SU1757791A1 |


) Изобретение относится к области обработки металлов резанием и может быть использовано при растачивании отверстий. Целью изобретения является повышение надежности работы расточной ГОЛОВКИ за счет надёжного закрепления резцовых вставок, что приводит к перераспределению нагрузок, действуюпщх на средства их крепления. Это достигается за счет того, что отверстия 11 каждой шпонки 10 выполнены под углом к опорной поверхности резцовой вставки 3 и со смещением относительно друг друга. При этом радиальная составляющая сил резания Ру стремится сдвинуть вставки 3 и 4 к оси вращения головки. При ослаблении затяжки винтов 8 смещение вставок 3 и 4 и их заклинивание под действ.и- ем СИЛЫ Р будет иметь место только при наклоне отверстий под углом, большим угла трения. За счет смещения средств крепления происходит растяжение винта 8 и перераспределение с в (Л усилия Р 3 ИЛ.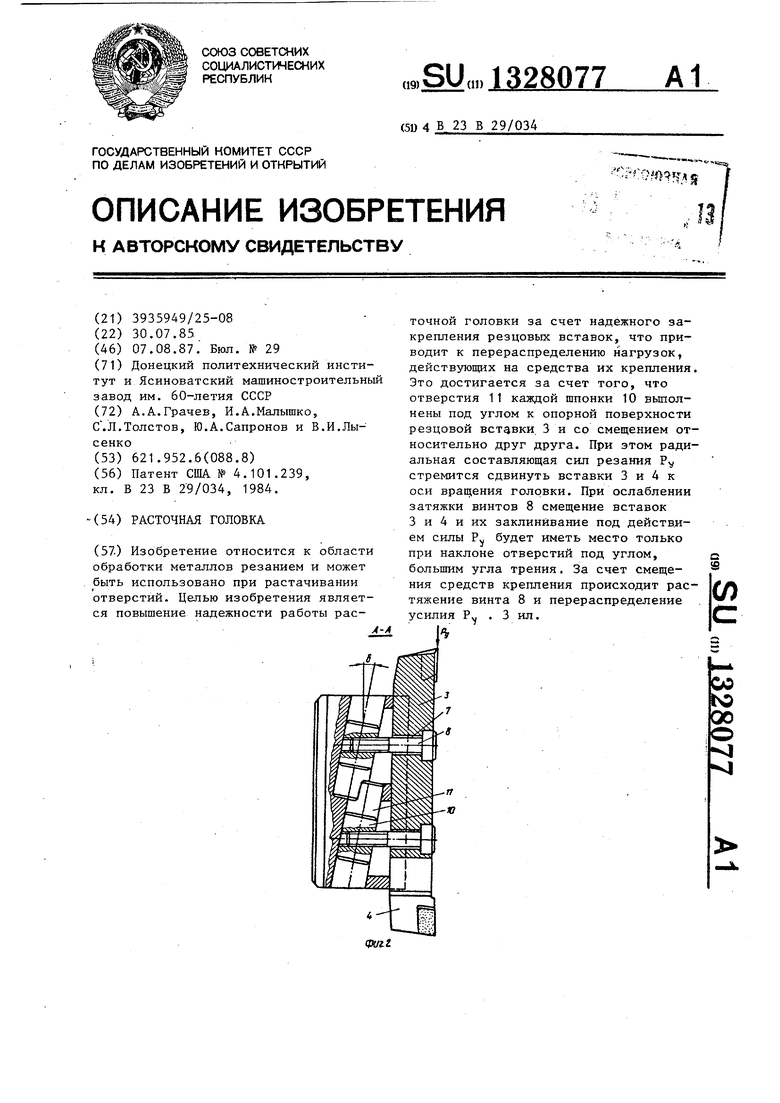
Гл
Составитель С.Вер Редактор Г.Гербер Техред В.Кадар
3431/14 Тираж 974
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.. д. 4/5
Коррек Подпис
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
fe.J
Корректор В.Бутяга Подписное
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
