Изобретение относится к области .обработки металлов резанием, в частности к обработке крупных глухих отверстий..
Известна головка для обработки отверстий, содержащая корпус с приводами вращения и осевого перемещения инструмента и привод радиальной пода-. чи, включающий ходовой винт tl.
Недостатком известной головки является невоз1Иожнрсть формирования и удаления стержня, из глухого отверстия при кольцевом сверлении.
Кроме того, в известной головке привод радиальной подачи несбвершёнен, поскольку величина радиального перемещения инструмента является периодической, кратковременной и неизменен-, ной, что влечет за собой либо ограничения по точности обработки, либо низ-, кую производительность обработки, а также отсутствует реверс радиальной подачи;т
гСель изобретения - возможность формирования и удаления стержня из глухого отверстия кольцевом сверлении.
Эта цель достигается тем, что привод радиальной подачи выполнен в виде червячной передачи, охватывающих
установленный с возможностью вращения двух зубчатых колес, одно из которых жестко закреплено на корпусе , а второе размещено на последнем свободно, и двух идентичных ступеней сателлитов, установленных с возможностью взаимодействия с упомянутыми зубчатыми колесами, причем сателлиты первой ступени размещены в
10 червячном колесе и связаны с -сателлитами второй ступени посредством введенной в головку шестерни внутреннего зацеплен15я, а ходовой винт установлен с возможностью взаимодействия
15 со свободно размещенньом на корпусе колесом.
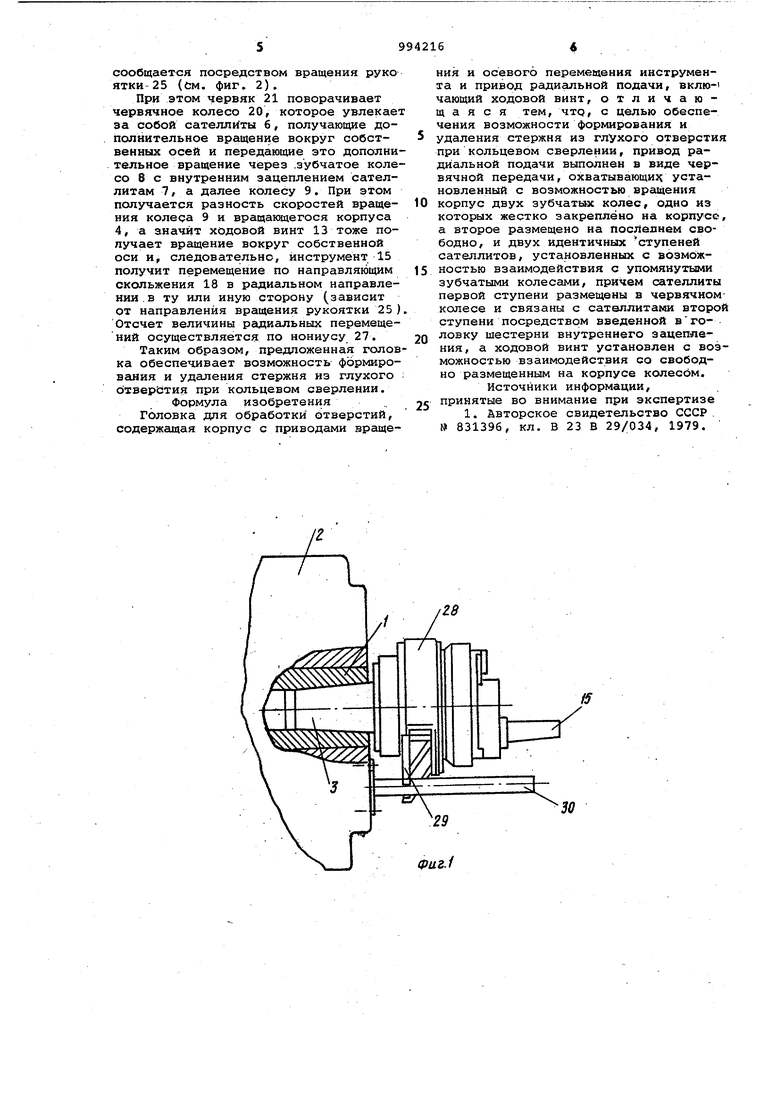
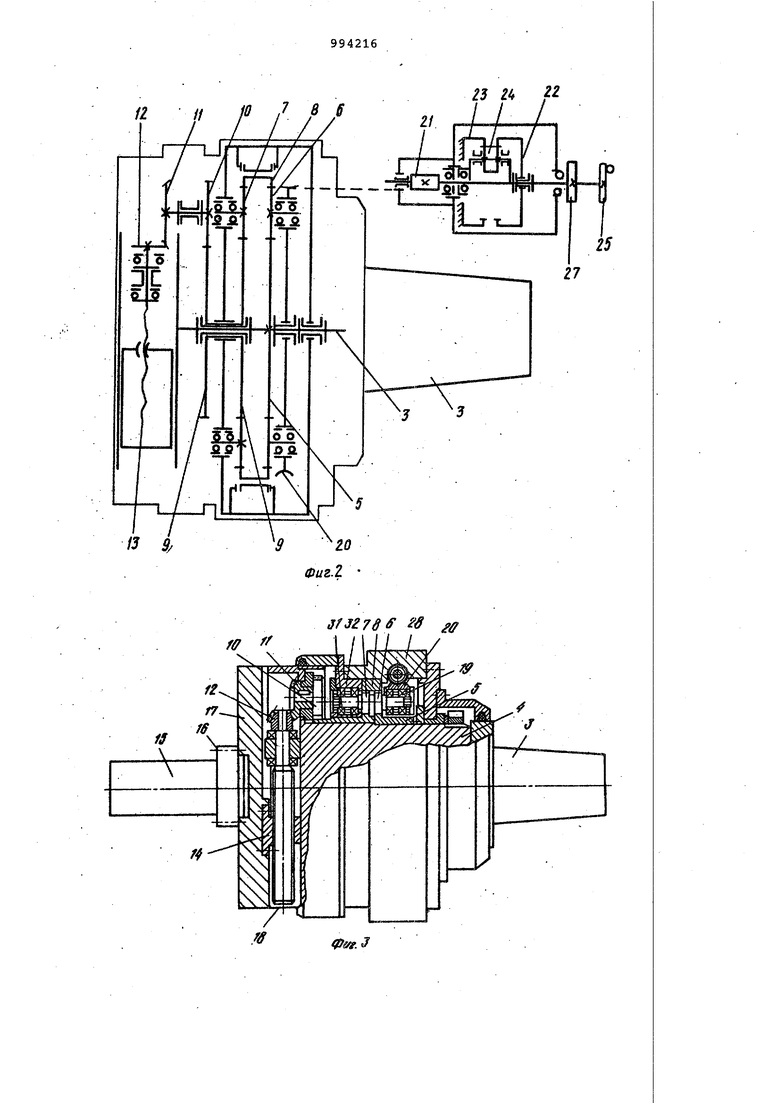
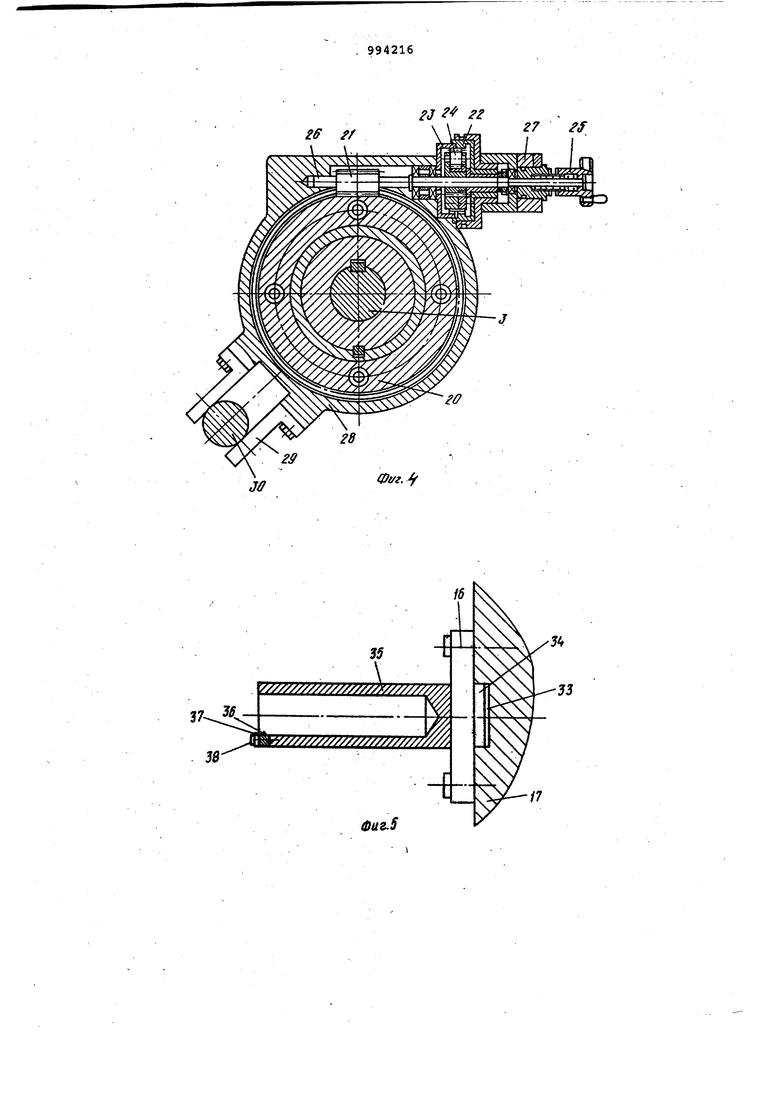
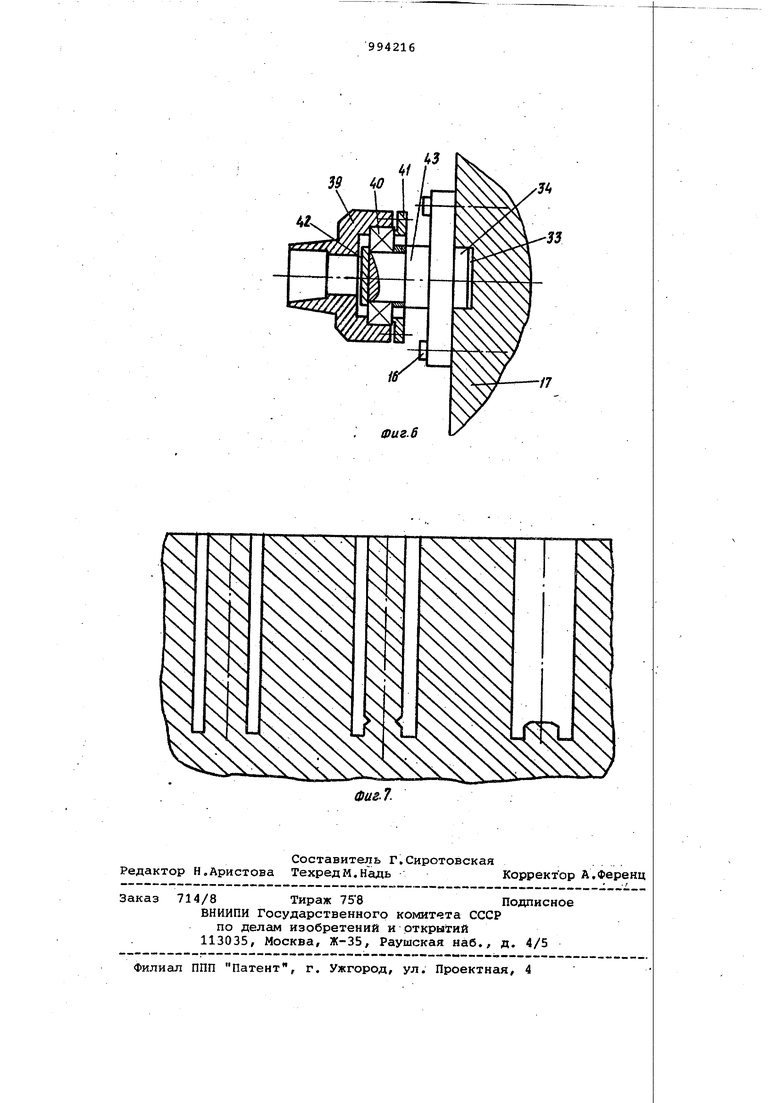
На фиг. 1 представлен общий вид головки для обработки отйерстий; на фиг. 2 - кинематическая схема голов20ки/ на фиг. 3 - продольный разрез ГОЛОВКИ; на фиг. 4 - поперечный разрез головки; на фиг. 5 - инструмент для нарезания канавки на стержнеу на фиг. б - инструмент для удаления
25 стержня; на фиг. 7 - технологическая последовательность переходов, необходимых для образования и удаления стержня.
В шпинделе, (см. фиг. 1), разме30щенном -в неподвижной части 2 станка. /госредством хвостовика 3 крепиэ ся корпус 4,установленный с возможностью вращения. Корпус содержит механизм отломки стержня в глухом отверстии, выполненный в виде системы зубчатых колес (см, фиг. 3), первое колесо 5 из которых жестко охватывает корпус 4 и посредством двух аналогичных ст пеней сателлитов 6 и 7, связанных общим колесом 8 внутреннего зацепле ния, взаимодействует со свободно си дящим на корпусе 4 и охватывающим его зубчатым колесом 9. Колесо 9 ки нематически связано:.посредством зуб чатых колес 10, 11 и 12 с ходовым винтом 13, осуществляющим через ход вую гайку 14 радиальные подачи инструмента 15, установленного посред ством болтов 16 на ползуне 17, кото рый перемещается вдоль направляющих скольжения 18 корпуса 4. При этом сателлиты 6 первой ступени на подши никах 19 установлены в теле червячного колеса 20-, взаимодействующего червяком: 21 (см, фиг. 4) , зубчатыми колёсами 22 и 23 внутреннего зацепления, сателлитом 24, управляюще рукояткой 25 и валом 26. На рукоятке 25 установлен нониус 27. Привод червячного колеса 20 расположен в полости неподвижного корп са 28. На выступах боковой поверхности неподвижного корпуса 28 установлен кронштейн 29, взаимодействую щий со скалкой 30, жестко связанной (см. фиг. 1) с неподвижной частыЬ 2 станка. Сателлиты 7 (см. фиг. 3) второй ступени установлены на подши никах 31 в теле фланца 32, жестко соединенного с неподвижным корпу- i сом 28. Инструмент выполнен съемным. Он устанавливается на ползуне 17, центрируясь на посадочном отверстии 33 посредством бобышки 34 (см. фиг. 5, 6 ). При нарезании канавки - концентратора напряжений используется инструмент, выполненный в виде полой оправки 35 (см. фиг. 5 ) с резцом 36 закрепленным посредством планки 37 и винтов.38 в пазу кольцевого торца оправки 35, причем вершина направлена внутрь полости оправки. Для удаления стержня используется другой съемный рабочий элемент (см. фиг.6| выполненный в виде коленой втулки Л установленной на элементах качения 40 и закрепленной в осевом направлении крышками 41 и 42 на цапфе 43, В качестве инструмента при выполнении 1кольцевого засверливания используется известное кольцевое сверло со специальной формой хвостовика В качестве инструмента при окончательном растачивании отверстия используется известная расточная оправка также со специальным хвостовиком. Перед началом работы головка хвое товиком 3 устанавливается и зак1репляется в конусе шпинделя станка При этом кронштейн 29 должен охваткгвать скалку 30, жестко закрепленную на неподвижной части 2 станка ( см. фиг. 1), а ось инструмента 15 с мощью рукоятки 25 и нониуса 27 мещается с осью вращения ля 1. В соответствии с технолргической последовательностью, представленной на фиг. 7, формирование и удаление стержня производится в три перехода кольцевое сверление, нарезание канавки-концентратора напряжения в ос- ейжня, новании стержня и удаление -ст тр|ех Для выполнения каждого из переходов необходимы следующие движения рабочего элемента: первого - вращение и осевое перемещение кольцевого сверла (осуществляются от шпинделя станка), вторюго - вращение, осевое перемещение полой оправки с резцом до зоны расположения канавк1и концентратора напряжения (от шпинделя станка) и радиальное перемет ение, не прерывая вращения полой оправки в направлении врезания резца в тело трепанга (осуществляется приводом радиальных подач ЕОЛОВКИ), третьего коленойосевое перемещение до касания втулки со свободным торцом трепанга, .. вращение (от шпинделя станка) и раntoepHдиальное жесткое смещение, не вая вращения от привода радиальных подач головки, на определенную величину, лимитируемую практически аириной кольца, получаемого от коль цевого сверления. Головка работает следующим орра зом. Осевое перемещение и вращений инструмент 15 вместе с вращающиеся корпусом 4 и хвостовиком 3 полу1ают от шпинделя 1 станка. Корпус 28 удерг. живается от вращения скалкой 30 через кронштейн 29. При этом не в эащается и червячное колесо 20, а сателлиты обеих ступеней 6 и 7 вращается только вокруг собственной оси. Оказанное вращение сателлиты получают от колеса 5, которое жестко соецинено с вращающимся корпусом 4. Прi этом колесо 5 вращает сателлиты 6, далее вращение передается колесу 8 вн гтреннего зацепления, сажеллйтам 7, от них колесу 9. Причем соотношени зубьев зубчатых колес подобрано так, что колесо 9 вращается в ту же зторону и с той же скоростью, что и корпус 4, а это является условием того, что колеса 10, 11 и 12 и ходовоi вин1 13 не вращаются вокруг собствен1ых осей. Следовательно, отсутствует радиальная подача инструмента 15. Радиальная подача рабочему элемен|гу
сообщается посредством вращения руко ятки-25 (см. фиг. 2).
При этом червяк 21 поворачивает червячное колесо 20, которое увлекает за собой сателлиты б, получающие дополнительное вращение вокруг собственных осей и передающие это дополнительное вращение через .зубчатое колесо 8 с внутренним зацеплением сателлитам 7, а далее колесу 9. При этом получается разность скоростей вращения колеса 9 и вращающегося корпуса 4, а значит ходовой винт 13 тоже получает вращение вокруг собственной оси и, следовательно, инструмент 15 получит перемещение по направляющим скольжения 18 в радиальном направлении, в ту или иную сторону (зависит от направления вращения рукоятки 25). Отсчет величины радиальных перемещений осуществляется по нониусу 27.
Таким образом, предложенная головка обеспечивает возможность формирования и удаления стержня из глухого : отверЦтия при кольцевом сверлении. Формула изобретения
Головка для обработки отверстий, содержащая корпус с приводами вращения и осевого перемещения инструмента и привод радиальной подачи, вклю-i чающий ходовой винт, отличающаяся тем, что, с целью обеспечения возможности формирования и удаления стержня из глухого отверстия при кольцевом сверлении, привод радиальной подачи выполнен в виде червячной передачи, охватывающих установленный с возможностью вращения
0 корпус двух зубчатых колес, одно из которых жестко закреплено на корпусе, а второе размещено на Последнем свободно, и двух идентичных ступеней сателлитов, установленных с возмож5ностью взаимодействия с упомянутгыми зубчатыми колесами, причем сателлиты первой ступени размещены в червячномколесе и связаны с сатаплитами второй ступени посредством введенной вголовку шестерни внутреннего зацепле0ния, а ходовой винт установлен с возможностью взаимодействия со свободно размещенным на корпусе колесом.
Источники информации, принятые во внимание при экспертизе
5
1. Авторское свидетельство СССР W 831396, кл. В 23 В 29/034, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| РАСТОЧНАЯ ГОЛОВКА | 1973 |
|
SU371032A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ ОСЕЙ | 2014 |
|
RU2551752C1 |
| Мобильный станок для обработки отверстий трубопроводной арматуры | 2021 |
|
RU2777795C1 |
| Шпиндельный узел станка для обработки ступенчатых упорных резьб | 1981 |
|
SU975268A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1123835A1 |
| Расточная головка | 1982 |
|
SU1158300A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
« / /J A
3fil7e f d ff
/ff
tpsff. 3 tf ,7 В S /v/v
///7//7////7///7////////////Л
6
37
/Z/7////////////////////Zf//
38
г //
ff
Фг/г.
4Фиг.5
3S 40
41
45
Фиг.6
