--.. 1
Изобретение относится к области машиностроения и может быть использовано при бесцентровом шлифовании детгшей типа .ступенчатого вала с закрытой ступенью..
Известно транспортно-поддерживающее устройство к бесцентровому кругошпифовальному станку, которое содерясит расположенные по обе стороны tO бочей зоны основания с н правляющйно / на которых закреплены каретки с центрами, связанные между собой тяганю. Шлифуекий вал подвешивается в центрах, один из которых имеет возможность |5 осевого перемещения относительно своей каретки и подпружинен t.
Недостатком известного трансиортно-поддерживающего устройства яш1явт-20 ся трудность обработки жестких тяжелых валов, имеющих значительную кривизну и Некруглость обрабатываемой по верхности, так как силы резания не способны преодолеть сопротивление его 25 свободной части, что приводит к нарушению контакта с ведущим кругом и ножом. Кроме того, в некоторых случаях ведущий круг не может преодолеть силы трения детали о нож, что приводит к неравномерности вращения последней в процессе обработки.
Целью данного изобретения является создание транспортно-поддерживающего устройства к бесцентройошлифовальному станку для обработки длинных валов с зш1лечиками большего диаметра на концах, имеющих значительную кривизну и некруглость, которое позволяет повысить качество обрабаты ваемой поверхности.
Поставленная цель достигается тем что транспортно-поддерживахяцеа устройство снабжено по крайней мере двумя гидроцилиндааьш, один из которых жестко соединен с центром одной из кареток, а другой - с kapeткoй, в сторону которой осуществляется рабочий ход, при зтс втулка одним концом щарнирно закреплена в корпусе каретки, а другим установлена с возможностью углового смещения посредством введенных в устройство упругих элемеитов.
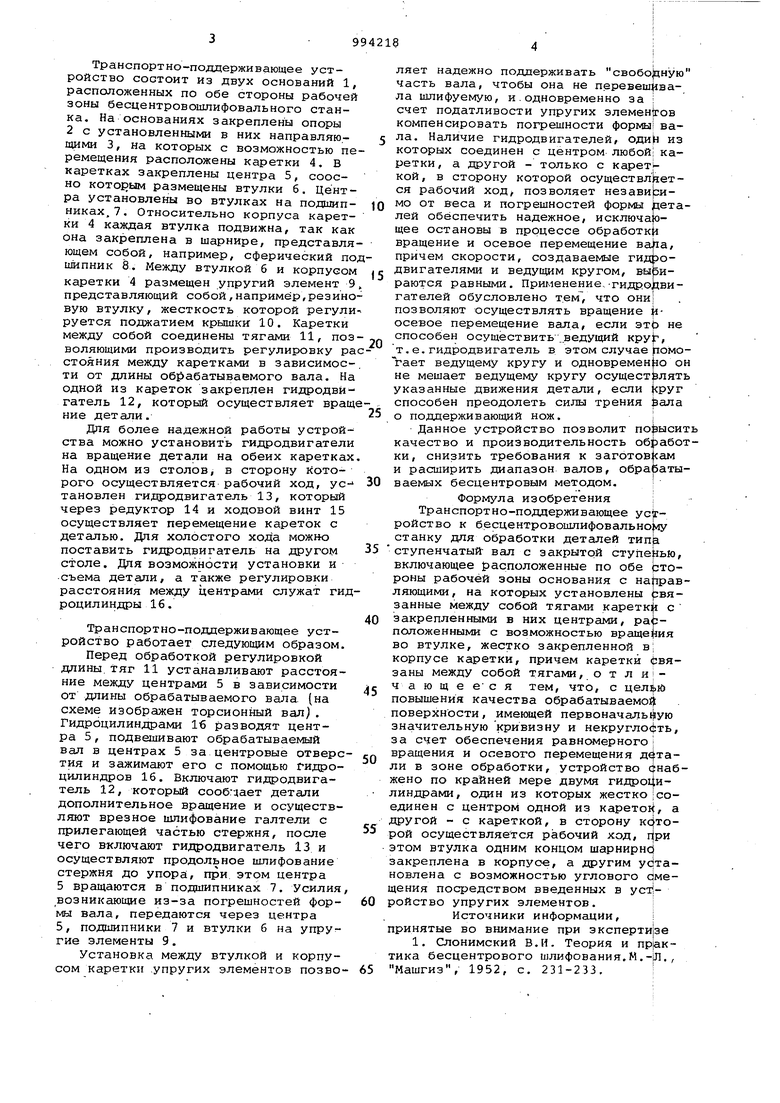
а фиг. 1 изображена передня бабка транспортно-поддерживакяцего устрс ства, вид спереди ; на фиг. 2 задняя бабка транспортно-подцерживающе1го устройства, вид спереди.
Транспортно-поддерживающее устройство состоит из двух оснований 1, расположенных по обе стороны рабочей зоны бесцентровошлифовального станка. На основаниях закреплены опоры 2 с установленными в них направляющими 3, на которых с возможностью перемещения расположены каретки 4. В каретках закреплены центра 5, соосно размещены втулки 6. Центра установлены во втулках на подшипниках.7. Относительно корпуса каретки 4 каждая втулка подвижна, так как она закреплена в шарнире, представляющем собой, например, сферический поцшпник 8. Между втулкой 6 и корпусом каретки 4 размещен упругий элемент 9 представляющий собой,например,резиновую втулку, жесткость которой регули руется поджатием крышки 10. Каретки между собой соединены тягами 11, позволяющими производить регулировку растояния между каретками в зависимоети от длины обрабатываемого вала. На одной из кареток закреплен гидродвй гатель 12, который осуществляет вращние детали.
Для более надежной работы устройства можно установить гидродвигатели на вращение детали на обеих каретках На одном из столов, в сторону Которого осуществляется рабочий ход, ус-тановлен гидродвигатель 13, который через редуктор 14 и ходовой винт 15 осуществляет перемещение кареток с деталью. Для холостого хода можно поставить гидродвигатель на другом столе. Для возможности установки и съема детали, а также регулировки расстояния между центрами служат гидроцилиндры 16.
Транспортно-поддерживающее устройство работает следующим образом.
Перед обработкой регулировкой длины, тяг 11 устанавливают расстояние между центрами 5 в зависимости от длины обрабатываемого вала (на схеме изображен торсионный вал). Гидроцилиндрами 16 разводят центра 5, подвешивают обрабатываемый вал в центрах 5 за центровые отверстия и зажимают его с помощью Гидроцилиндров 16. Включают гидродвигатель 12, который сооб:-дает детали дополнительное вращение и осуществляют врезное шлифование галтели с прилегающей частью стержня, после чего включают гидродвигатель 13 и осуществляют продольное шлифование стержня до упора, при этом центра 5 вращаются в подшипниках 7. Усилия, возникающие из-за погрешностей формы вала, передаются через центра 5, подшипники 7 и втулки б на упругие элементы 9.
Установка между втулкой и корпусом каретки .упругих элементов позволяет надежно поддерживать свобо|цную часть вала, чтобы она не перевешивала шлифуемую, и.одновременно за I счет податливости упругих элемен|гов компенсировать погрешности форгуи вала. Наличие гидродвигателей, одни из которых соединен с центром любой каретки, а другой - только с карет)кой, в сторону которой осуществл|ч ется рабочий ход, позволяет незавк римо от веса и погрешностей формы Деталей обеспечить надежное, исключа}ощее остановы в процессе обработки вращение и осевое перемещение , причем скорости, создаваемые гид одвигателями и ведущим кругом, вы ираются равными. Применение,-гидройвигателей обусловлено тем, что они позволяют осуществлять вращение осевое перемещение вала, если этЬ не способен осуществить ..ведущий кру, т. е. гидродвигатель в этом случае |помо гает ведущему кругу и одновременно о не мешает ведущему кругу осуществлят указанные движения детали, если способен преодолеть силы трения рала о поддерживающий нож.i
Данное устройство позволит повыси качество и производительность об эабоки, снизить требования к заготов| ам и расширить диапазон валов, обрабатываемых бесцентровым методом. ; Формула изобретения
Транспортно-поддерживающее ycjrройство к бесцентровошлифовальноЦу станку для обработки деталей типр ступенчатый- вал с закрытой ступе 1ью, включающее расположенные по обе ртороны рабочей зоны основания с на травляющими, на которых установлены |::вязанные между собой тягами каретк с закрепленными в них центрами, ра положенными с возможностью вращения во втулке, жестко закрепленной в; корпусе каретки, причем каретки связаны между собой тягами, о т л а ю щ е е с я тем, что, с повышения качества обрабатываемо поверхности, имеющей первоначалы ую значительную кривизну и некруглофть, за счет обеспечения равномерного; вращения и осевого перемещения д тали в зоне обработки, устройство }набжено по крайней мере двумя гидро4илиндрами, один из которых жесткоjcoединен с центром одной из карето, а другой - с кареткой, в сторону к4торой осуществляется рабочий ход, этом втулка одним концом шарнирна закреплена в корпусе, а другим ус1тановлена с возможностью углового ймещения посредством введенных в ycijройство упругих элементов. Источники информации, I принятые во внимание при экспертизе
1. Слонимский В.И. Теория и пр|актика бесцентрового шлифования.М.-1л., Машгиз, 1952, с. 231-233.
%гйг%%гг%ггг%%%Ш 1
3 ft
f
/ /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бесцентрового шлифования длинных тонких валов с заплечиками большего диаметра на концах | 1981 |
|
SU1115888A2 |
| Способ безцентрового шлифования длинных тонких валов с заплечиками большего диаметра на концах | 1980 |
|
SU905002A2 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Бесцентровый круглошлифовальный станок с удлиненным ходом корпуса ведущего круга | 1979 |
|
SU1014687A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2079399C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2082588C1 |
| СПОСОБ СКВОЗНОГО БЕСЦЕНТРОВОГО НАРУЖНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2023575C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |

te./
Ч
