Изобретение относится к шлифоваВИЮ, в частности к устройствам удлинения хода ведущего круга на бесцент ровых круглошлифовальных станках для врезного цшифования. Известны бесцентровые круглошлифовальные станки для врезного шлифования с открытой сверху зоной шлифования, у которых ведущий круг отводится удлиненным ходом от опорного ножа, чтобы шлифовальная деталь без потерь времени могла падать из зоны шлифования между опорным ножом и ведущим кругом. При закрытии зоны шлифования производится загрузка новой детали, при этом осуществляется удлиненный ход (неакцептованная заявка ФРГ 25 885 - В 24 В, 5/18). В круглошлифовальных станках с неподвижной опорой детали бабка ведущего круга движется либо по станине,либо на поворотных салазках. Корпу.с шлифовальной бабки осущест вляет движение врезания ускоренным ходом и рабочие подачи. Для станков с неподвижной опорой шпинделя шлифовального круга бабка ведущего круга устанавливается на несущих опорный нож промежуточных салазках. При этом промежуточные салазки осуществляют только движение поперечной подачи для настройки на размер детали, а бабка ведущего круга при жесткопозиционированной поперечной каретке совершает движение удлиненного хода, ускоренный ход и подачу, или выполняет только движение .удлиненного хода, а промежуточ ные Ссшазки при жестком позиционировании с бабкой ведущего круга - уско ренный ход и движение поперечной подачи. Бабка ведущего круга несет кор пус со шпинделем ведущего круга, который посредством направляющих может перемещаться на небольшие расстояния в вертикальном и горизонтальном направлениях и поворачиваться вокруг центральной оси вращения (DE-OS 2703797 - В 24 В, 5/30) . Общим недостатком известных решений является движущаяся с высоким ускорением и замедлением относительно большая масса бабки ведущего круга, которая в большинстве случаев несет корпус ведущего круга со шпинделем, опорой и ведущим кругом, приспособление для правки, приводу, ме ханизмы поперечной подачи, а также в случае необходимости загрузочные и другие устройства. Возникающие при этом моменты оказывают отрицательное влияние на требуемыую высокую точность и на устойчивость процесса обработки. Они приводят к нежелательны динамическим нагрузкам и повышенному износу приводов салазок и средств позиционирования. Известные решения требуют специальных приводов для того, чтобы осуществить удлиненный ход бабки ведущего круга на промежуточных сешазках. Если, например, для этого используется гидравлический поршневой привод, воздействующий с промежуточных салазок на бабку ведущего круга, то размеры с.члаэок должны значительно превышать размеры станков без. удлиненного хода. Если привод удлиненного хода должен воздействовать со станины станка на бабку ведущего круга, а бабка ведущего круга и промежуточные салазки жестко связаны между собой и осуществляют ускоренный ход, -подачу и поперечную подачу, то требуются дополнительно приводы, упоры, позиционирование и управление для промежуточных салазок, что вызывает дополнительные, затраты и изменения на имеющихся конструкционных элементах и усложняет производство. Если бабка ведущего круга установлена на неподвижных промежуточных салазках и выполняет удлиненный ход, ускоренный ход, подачу и, в случае необходимости, поперечную подачу, то деталь -в течение обработки перемещается по радиальному направлению на опорном ноже. При этом существенными недостатками являются постоянное изменение высоты детали при шлифовании и поперечной подаче, постоянное изменение позиции детали по отношению к опорному ножу и к загрузочному механизму, а нежелаемае появления износа, в частности, опорного ножа. При перемещениях сялазок возникают довольно большие затраты времени. Цель изобретения - рациональное обеспечение отвода деталей из зоны шлифования бесцентровых круглошлифовальных станков с помощью удлиненного хода при минимуме вспомогательного времени. При этом динамическая нагрузка станка должн.а быть уменьшена, чтобы предотвратить отрицательное влияние на достих-аемую точность детали и н.а стабильность производства, а также избежать преждевременного износа приводов салазок и средств позиционирования. Необходимо также осуществлять удлиненный ход без значительных изменений серийных конструкционных элементов станка. Техническая задача, решаемая изобретением, состоит в создании устройства удлинения хода .ведущего круга на бесцентровых круглошлифовальных станках для врезного шлифования, в частности, с неподвижной опорой шпинделя шлифовального круга и подвижным опорным ножом. При этом для уменьшения двихсущейся массы должно
быть уменьшено количество перемешающихся при удлиненном ходе деталей, таких как бабка ведущего круга с корпусом ведущего круга, от имеющихся приводов подачи, ускоренного хода и поперечной подачи, а такх:е от механизмов перемещения и позиционирования. Корпус ведущего круга на бабке ведущего круга может.перемещаться на небольшие расстояния в вертикальном и горизонтальном направлениях посредством направляющих, а также поворачиваться вокруг центра вращения,
Поставленная цель достигается тем, что корпус ведущего круга, несущий опору шпинделя ведущего круга, и бабка ведущего круга соединены между собой с помощью преимущест-. венно наклонной, уходящей от опорного ножа направляющей, а для создания удлиненного хода от бабки ведущего круга на корпУС ведущего круга .. действует поршневой привод, при этом на корпусе ведущего круга предусмотрен регулируемый или жесткий упор.
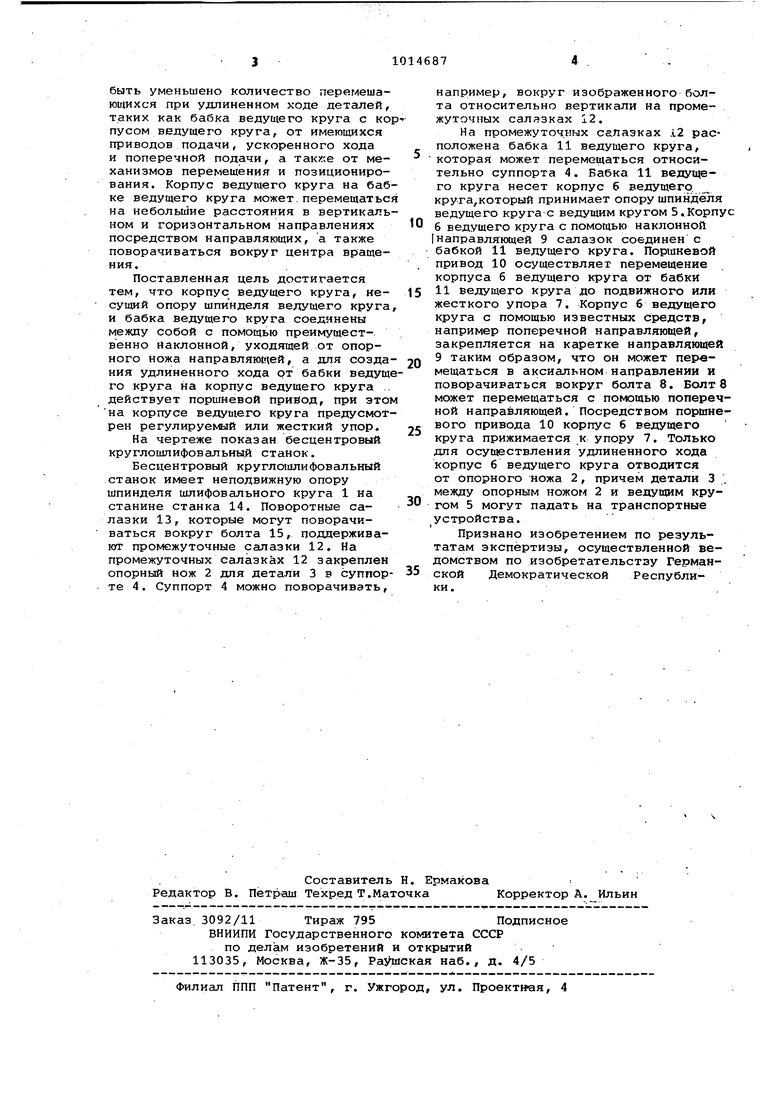
На чертеже показан бесцентровый круглошлифовальный станок.
Бесцентровый круглошлифовальный станок имеет неподвижную опору шпинделя шлифовального круга 1 на станине станка 14. Поворотные салазки 13, которые могут поворачиваться вокруг болта 15, поддерживают промежуточные салазки 12, На промежуточных салазках 12 закреплен опорный нож 2 для детали 3 в суппорте 4. Суппорт 4 можно поворачивать.
например, вокруг изображенного болта относительно вертикали на промежуточных салязках 12,
На промежуточных салазках .12 расположена бабка 11 ведущего круга, которая может перемещаться относительно суппорта 4. Бабка 11 ведущего круга несет корпус б ведущего, круга,который принимает опору шпинделя ведущего круга с ведущим кругом 5,Корпус
0 6 ведущего круга с помощью наклонной направляющей 9 салазок соединен с бабкой 11 ведущего круга. Поршневой привод 10 осуществляет перемещение корпуса б ведущего круга от бабки 11 ведущего круга до подвижного или
5 жесткого упора 7, Корпус б ведущего круга с помощью известных средств, например поперечной направляющей, закрепляется на каретке направляющей 9 таким образом, что он может пере0мещаться в аксиальном направлении и поворачиваться вокруг болта 8, Болт 8 может перемещаться с помощью поперечной направляющей. Посредством поршневого привода 10 корпус б ведущего
5 круга прижимается к упору 7, Только для осуществления удлиненного хода корпус б ведущего круга отводится от опорного ножа 2, причем детали 3 между опорным ножом 2 и ведущим кру0гом 5 могут падать на транспортные устройства.
Признано изобретением по результатам экспертизы, осуществленной ведомством по изобретательству Герман5ской Демократической Республики,
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Регулирующее устройство | 1981 |
|
SU1294577A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Бесцентровый станок для наружного круглого шлифования | 1957 |
|
SU112654A1 |
| СПОСОБ И КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ БЕСЦЕНТРОВОГО КРУГЛОГО ШЛИФОВАНИЯ | 2013 |
|
RU2638478C2 |
| Круглошлифовальный станок для наружного и внутреннего шлифования с цифровым программным управлением | 1984 |
|
SU1416294A1 |
| Устройство для бесцентрового шлифования ступенчатых валов | 1981 |
|
SU963814A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
| Круглошлифовальный станок | 1974 |
|
SU616114A1 |
БЕСЦЕНТРОНЛЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК С УДЛИНЕННЫМ ХОДОМ КОРПУСА ВЕДУЩЕГО КРУГА ДЛЯ врезного шлифования, в частности, с неподвижной опорой шпинделя шлифовального круга и подвижным опорным ножом, который оснащен бабкой ведущего круга. несущей принимающий опору ведущего круга корпус ведущего круга, кото.рый посредством вертикальной направляющей может перемещаться по высоте и с помощью горизонтальной н правляЮ1т1ей перемещаться по оси и поворачиваться относительно центра вращения, отличающийся тем, что корпус 6 ведущего круга и бабка 11 ведущего круга соединены между собой посредством преимущественно накЛонной, уходящей от опорного ножа наПравлякнцей 9, d от: бабки ведуще- го круга 11 йа корпус ведущего круга 6 действует поршвевой привод 10, при этом на корпусе ведущего круга 6 предусмотрен подвижный или жесткий упор 7.