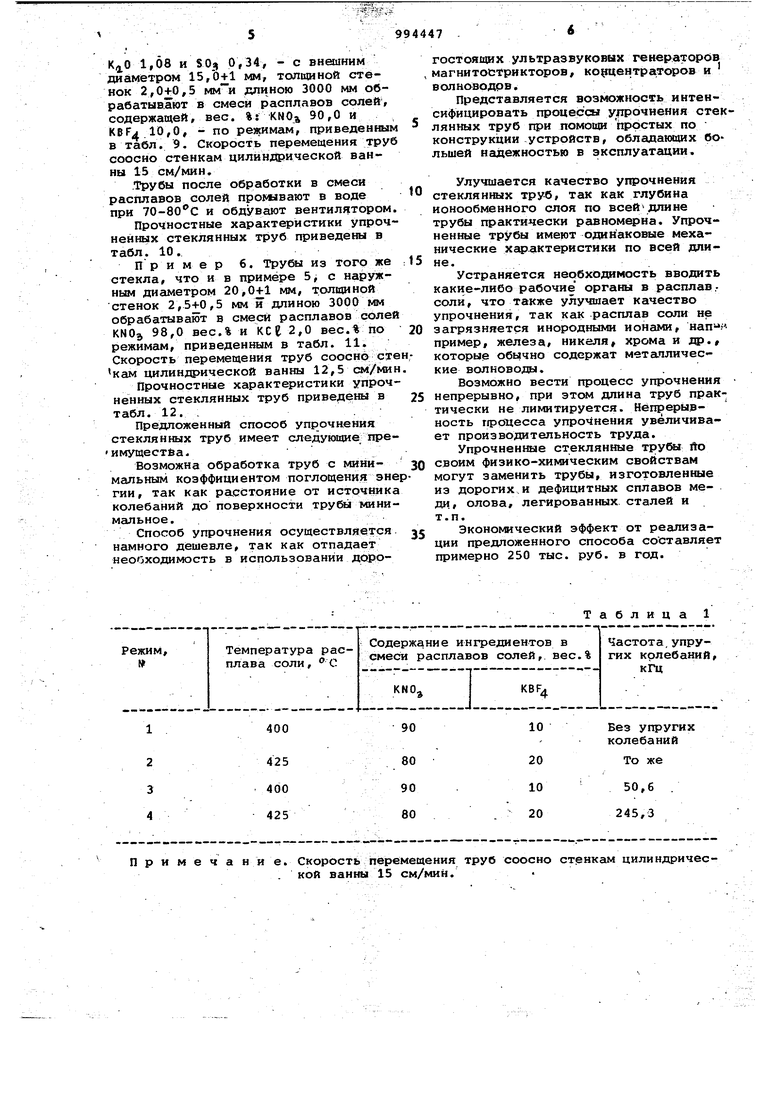
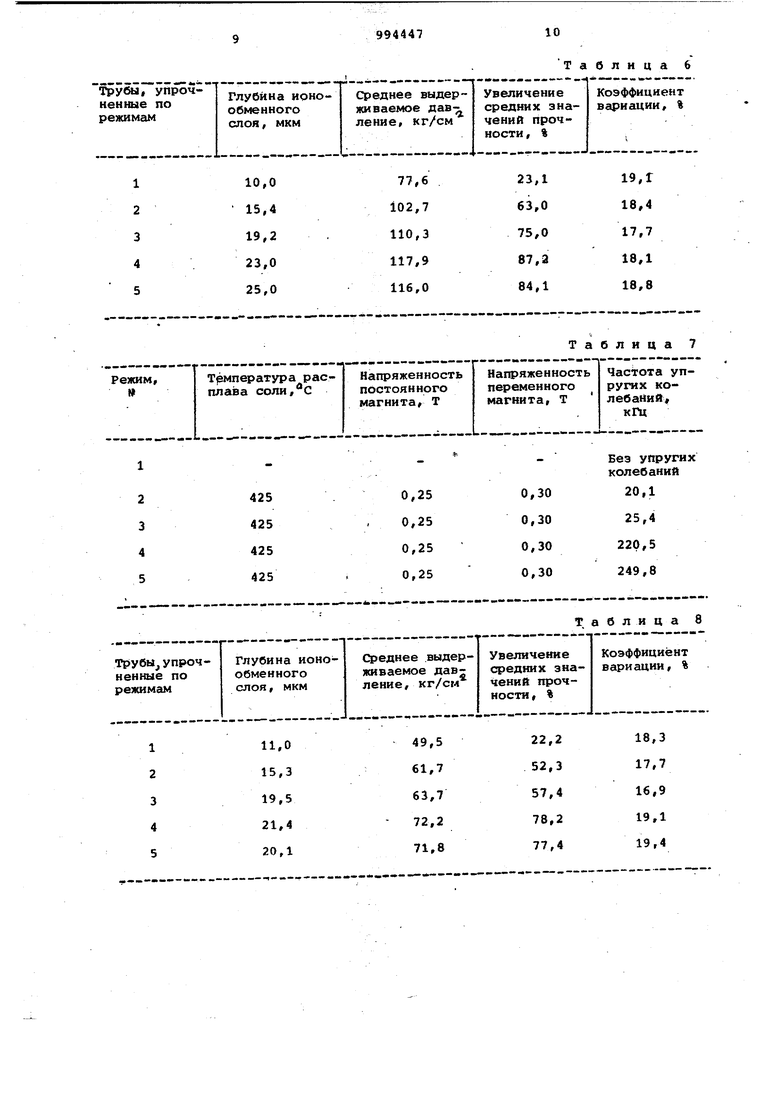
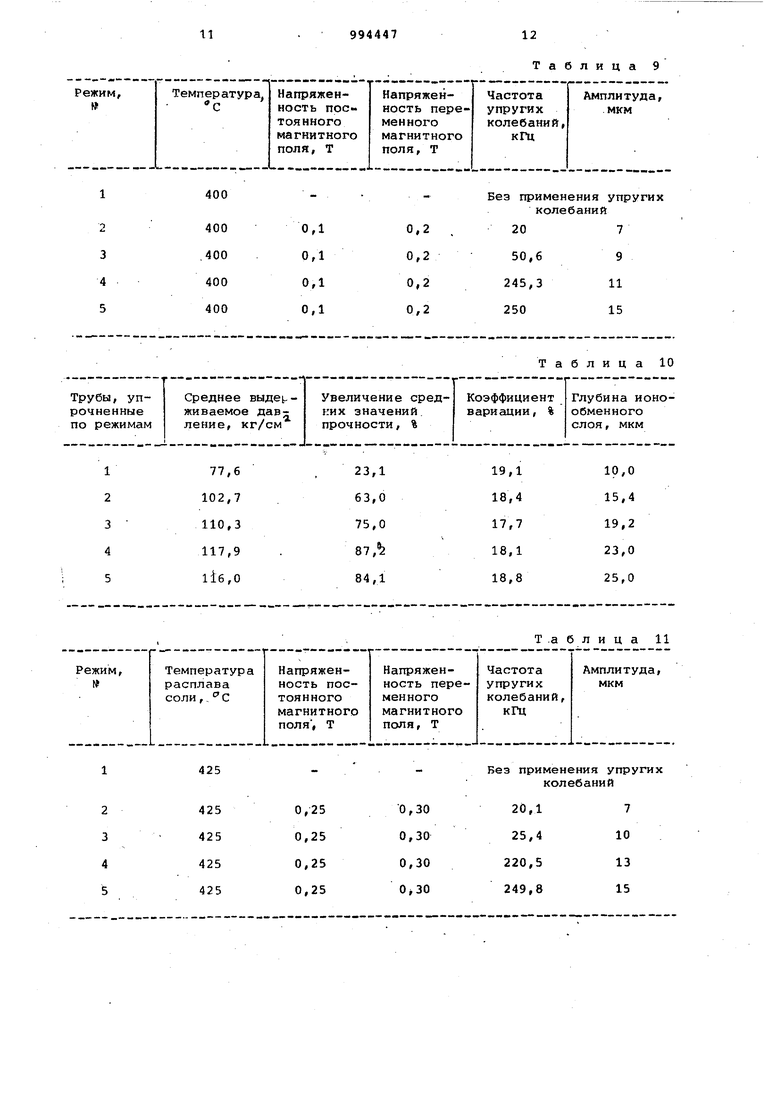
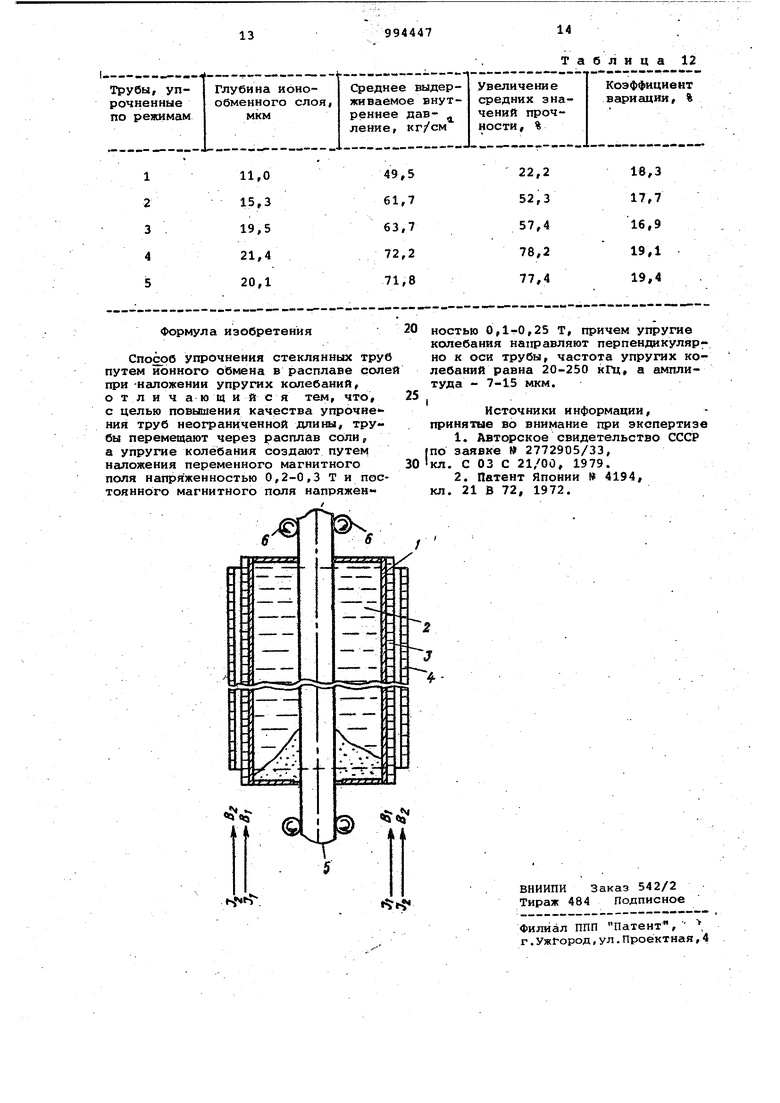
звука в расплаве соли также является функцией температуры, то обеспечить нагрей расплава соли с небол шим температурным градиентом для упрочнения труб со значительной длиной (до нескольких метров) техни чески трудно, при этом следует учесть, что согласно известному спо собу верхние слои расплава соли дополнительно подогреваются волноводом магнитостриктора, В результате упрочнения стеклянных труб длиной 1,5 м по известному способу на поверхности упрочняемьах изделий образуется ионообмен ный .слой, глубина которого резко отличается по длине изделия. Например, для труб вертикального вытягивания с внешним диаметром 55 мм при обработке в расплаве нитрата калия при 420°С в течение 1 ч глубина ионообменного слоя на участках внеш ней поверхности, находящихся на рас стоянии от 5 до 100 мм от верхнего торца, составляет от 21 до 28 мкм, в то время как на участках, рас положенных на расстоянии 5-100 мм от нижнего торца трубы, глубина ион обменного слоя не превышает 10 мкм. Таким образом, известный способ упрочнения изделия из стекла не при еним для упрочнения длинных труб. Целью изобретения является повышение качества упрочнения труб неорганической длины. Цель достигаете ем, что согласно способу упрочнения стеклянных труб путем ионного обмена в расплаве солей при наложении упругих колебаний трубы перемещают через расплав соли, а упругие колебания создают путем наложения переменного ма нитного поля напряженностью 0,2-0,3 и постоянного магнитного поля напря женностью 0,1-0,25 Т, причем упруги колебания направляют перпендикулярн к оси трубы, частота упругих колебаний равна 20-250 кГц, а амплитуда 7-15 мкм. На чертеже приведена принципиаль ная схема устройства, при помощи которого реализуется предложенный способ (продольный разрез). Устройство содержит цилиндрическую ванну 1 с расплавом соли 2 и ин дукторы 3 и 4. I Устройство работает следующим образом. Стеклянная труба 5 при помощи роликов б перемещается соосно стенкам цилиндриче.ской ванны 1 с распла вом соли 2, температура которого поддерживается индукционным нагревом. Через индуктор 3, плотно охват вающий токопроводящие стенки ван|Ны, пропускают переменный электри ческий ток ; , в результате чего 00 дается переменное магнитное поле Вх. Одновременно, пропуская постоянный электрический ток За через индукТор 4, создается постоянное магнитное поле B(j. В результате взаимодействия электрических токов и магнитных полей в токопроводящих стенках ванны 1 создаются упругие колебания, направленные радиально стенкам упрочняемых труб. Пример. Трубы из стекла следующего состава, вес.%: S i 0- 71,91; Мг (AtoOi+FeaO) I ,76; СаО 5,7; МдО 3,75; 3 аО 2,1 ; 1б,12; 1 ,08 и SQ, .0,3 с внешним диаметром мм, толщиной стенок 2+0,5 мм и длиной 3000 мм упрочняют по режимам, приведенным в табл. 1. . Трубы после обработки в смеси расплавов солей.промывают в воде при 70-80 С и обдувают вентилятором. Результаты упрочнения приведены в табл. 2. Пример 2. Трубы из того же стекла, что и в примере 1, с внешним диаметром 20+1 мм, толщиной стенок 2,5+0,5 мм и длиной 3000 мм упрочняют по режимам, представленным в табл. 3. Скорость перемещения труб соосно стенкам цилиндрической ванны 12,5 см/мин. Результаты испытаний образцов труб приведены в табл. 4. Пример 3. Трубы из стекла следующего состава, вес.%: ,91; Ra.04(,,,) 1,76; СаО 5,7; МдО 3,7ч; Вас 2,1; 16,12; 1,08 ИЗО, О.,3|, - С внешним диаметром 15,0+1 мм, толщиной стенок 2+0,5 мм и длиною 3000 мм обрабатывают в смеси расплавов солей, содержащей, вес.%: KNO 90,0 и KBF 10,0, - по режимам, приведенным в табл. 5. Скорость перемещения труб соосно стенкам цилиндрической ванны составляет 15 см/мин. Трубы после обработки в смеси расплавов солей промывают в воде при ТО-ВО С и обдувают вентилятором. Результаты упрочнения приведены в табл. 6. Пример 4. Трубы из того же стекла, что и в примере 3, с наружным диаметром 20, мм, толщиной стенок 2,5+0,5 мм и длиной 3000 мм обрабатывают в смеси расплавов солей, вес.%: Kt40j 98,0 и КС 2,0, по режимам, приведенным в табл. 7. Скорость перемещения труб соосно стенкам цилиндрической ванны 12,5 см/мин. Прочностные характеристики угфочненных стеклянных труб приведены в табл. 8. П р и м е р 5. Трубы из стекла следующего состава, вес.%: S i 0. 71,91; Й40г(ле20а+ Fe«04) 1,76; СаО 5,7; MqO 3,74; -ВаО 2,1; 16,12;| 1,08 и SOsj 0,34, - с внетиним диаметром 15,0+1 мм, толщиной стенок 2,0+0,5 мми длиною 3000 мм обрабатывают в смеси расплавов солей, содержащей, вес. %: KNO 90,0 и KBFJ 10,0, - по режимам, приведенны в табл. 9. Скорость перемещения тру соосно стенкам цилиндрической ванны 15 см/мин. .Грубы после обработки в смеси расплавов солей прокывают в воде при ТО-вО С и обдувают вентилятором Прочностные характеристики упроч неншлх стеклянных труб приведены в табл. 10. Пример 6. Трубы из того же стекла, что и в примере 5, с наружным диаметром 20,0+1 мм, толщиной стенок 2,5+0,5 мм и длиною 3000 мм обрабатыва1от в смеси расплавов соле KNO 98,0 вес.% и КСЕ 2,0 вес.% по режимам, приведенным в табл. 11. Скорость перемещения труб соосно ст кам цилиндрической ванны 12,5 сал/ми Прочностные характеристики упроч ненных стеклянных труб приведены в табл. 12.. Предложенный способ упрочнения стеклянных труб имеет следующие; пре имущества. Возможна обработка труб с минимальным коэффициентом поглощения эне гии, так как расстояние от источника колебаний до поверхности труйл минимальное. Способ упрочнения осуществляется намного дешевле, так как отпадает необходимость в использовании дорогостоя1дах ультразвуковых генераторов магнитоьтрикторов, кощентраторов и волноводов. Представляется возможность интенсифицировать процессы упрочнения стеклянных труб при помощи простых по конструкции-устройств, обладающих бО льшей надежностью в эксплуатации. Улучшается качество упрочнения стеклянных труб, так как глубина ионообменного слоя по всей«длине трубы практически равномерна. Упрочненные трубы имеют одинаковые механические характеристики по всей длине. Устраняется необходимость вводить какие-либо рабочие органы в расплав .соли, что также улучшает качество упрочнения, так как расплав соли не загрязняется инородными ионами, пример, железа, никеля хрома и щ., которые обычно содержат метачлические волноводы. Возможно вести процесс упрочнения непрерывно, при этом длина труб практически не лимитируется. Непрерывность гфоиесса упрочнения увеличивает производительность труда. Упрочненные стеклянные трубы rto своим физико-химическим свойствам могут заменить трубы, изготовленные из дорогих,и дефицитных сплавов меди, олова, легированных сталей и т.п. Экономический эффект от реализации предложенного способа составляет примерно 250 тыс. руб. в год.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочнения стеклянных изделий | 1981 |
|
SU958363A1 |
| Способ упрочнения изделий из стекла | 1985 |
|
SU1299994A1 |
| Способ упрочнения стекла | 1983 |
|
SU1189829A1 |
| Состав ванны для упрочнения изделий из стекла | 1981 |
|
SU992451A1 |
| Ванна для упрочнения изделий из стекла | 1981 |
|
SU1018924A1 |
| Способ матирования стекла | 1978 |
|
SU676573A1 |
| СПОСОБ УПРОЧНЕНИЯ СТЕКЛА | 2024 |
|
RU2840580C1 |
| Способ упрочнения изделий из стекла и стеклокристаллического материала | 1977 |
|
SU627096A1 |
| Способ изготовления безобкладочных теплоизоляционных матов и устройство для его осуществления | 1986 |
|
SU1391899A1 |
| Защитное покрытие для стекла и способ его нанесения | 1984 |
|
SU1191433A1 |
Примечани е. Скорость перемещения кой ванны 15 см/миН.
Таблица 1 труб соосно стенкам цилиндричес
Таблица 2
Таблица 6
Таблица 9 Формула изобретения Способ упрочнения стеклянных тру путем ионного обмена в расплаве сол при -напожении упругих колебаний, о т л и ч а ю щ Ни с я тем, что с целью повышения качества упрочне ния труб неограниченной длины, трубы перемещают через расплав соли, а упругие колебания создают путем наложения переменного магнитного поля напряженностью 0,2-0,3 Т и пос тоянного магнитного поля напряженТаблица 12 ностью 0,1-0,25 Т, причем упругие колебания направляют перпен щкулярно к оси трубы, частота упругих колебаний равна 20-250 кГц, а амплитуда - 7-15 мкм. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по заявке 2772905/33, кл. С 03 С 21/00, 1979. 2.Патент Японии 4194, кл. 21 В 72, 1972.
