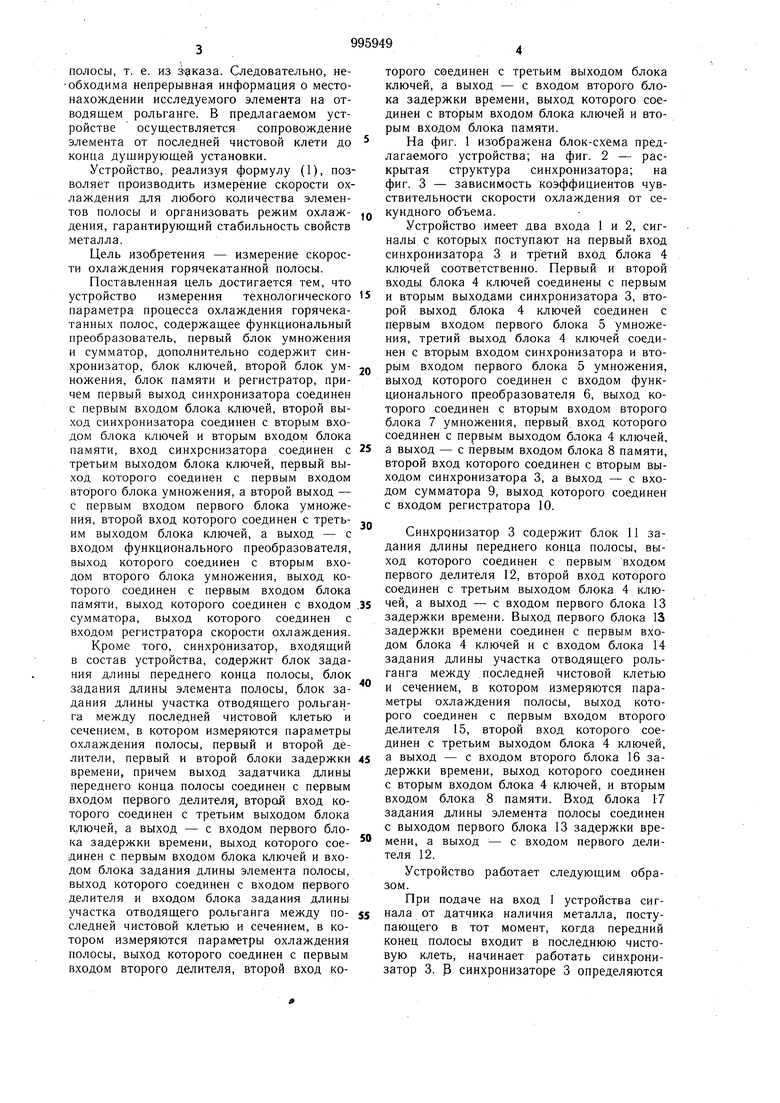
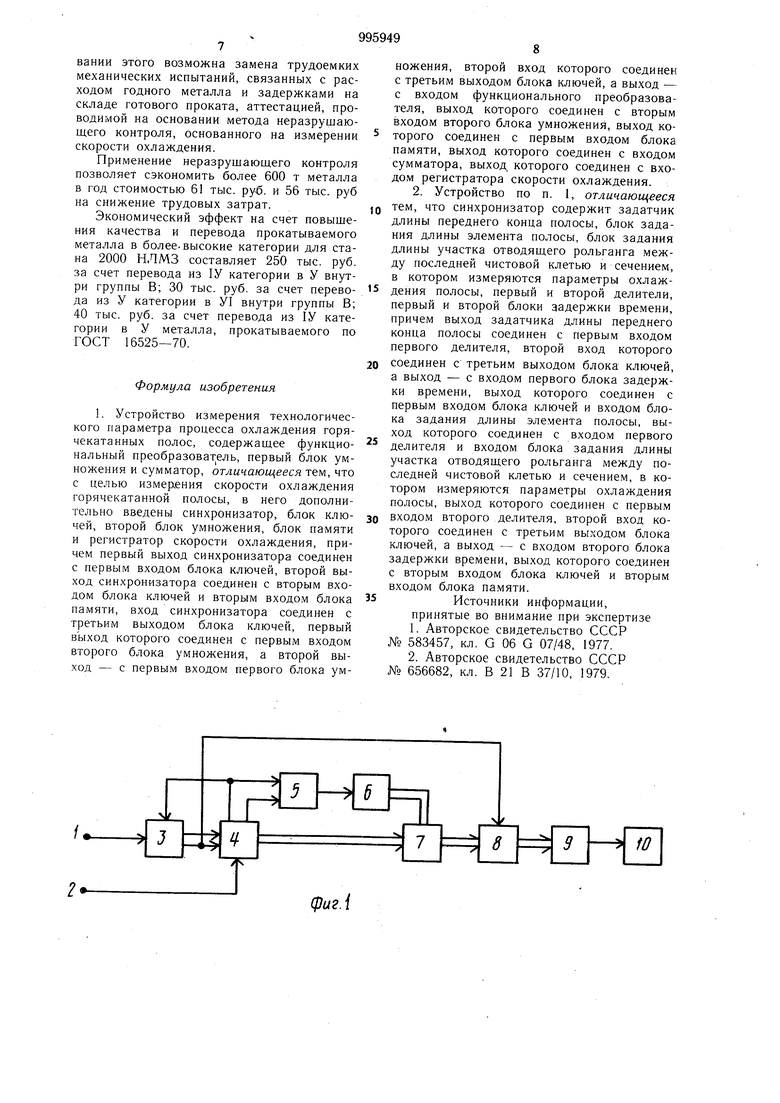
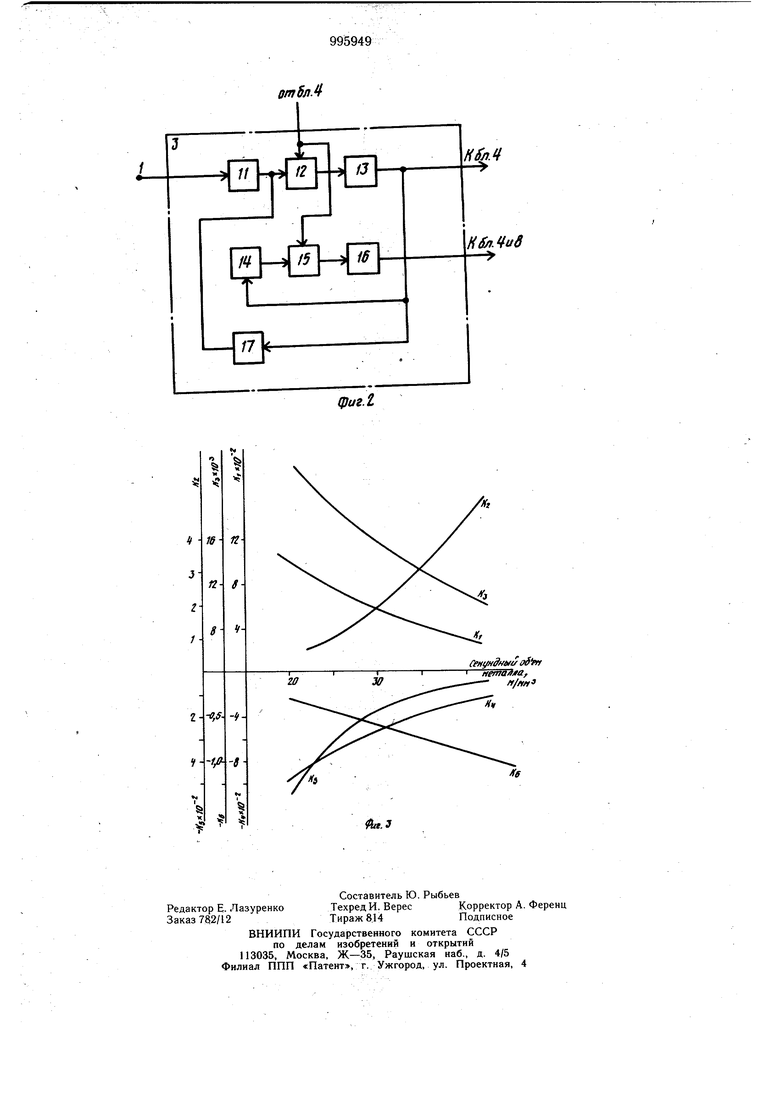
полосы, т. е. из . Следовательно, не-обходима непрерывная информация о местонахождении исследуемого элемента на отводящем рольганге. В предлагаемом устройстве осуществляется сопровождение элемента от последней чистовой клети до конца душирующей установки. Устройство, реализуя формулу (1), позволяет производить измерение скорости охлаждения для любого количества элементов полосы и организовать режим охлаждения, гарантирующий стабильность свойств металла. Цель изобретения - измерение скорости охлаждения горячекатанной полосы. Поставленная цель достигается тем, что устройство измерения технологического параметра процесса охлаждения горячекатанных полос, содержащее функциональный преобразователь, первый блок умножения и сумматор, дополнительно содержит синхронизатор, блок ключей, второй блок умножения, блок памяти и регистратор, причем первый выход синхронизатора соединен с первым входом блока ключей, второй выход синхронизатора соединен с вторым входом блока ключей и вторым входом блока памяти, вход синхронизатора соединен с третьим выходом блока ключей, первый выход которого соединен с первым входом второго блока умножения, а второй выход - с первым входом первого блока умножения, второй вход которого соединен с третьим выходом блока ключей, а выход - с входом функционального преобразователя, выход которого соединен с вторым входом второго блока умножения, выход которого соединен с первым входом блока памяти, выход которого соединен с входом сумматора, выход которого соединен с входом регистратора скорости охлаждения. Кроме того, синхронизатор, входящий в состав устройства, содержит блок задания длины переднего конца полосы, блок задания длины элемента полосы, блок задания длины участка отводящего рольганга между последней чистовой клетью и сечением, в котором измеряются параметры охлаждения полосы, первый и второй делители, первый и второй блоки задержки времени, причем выход задатчика длины переднего конца полосы соединен с первым входом первого делителя, второй вход которого соединен с третьим выходом блока ключей, а выход - с входом первого блока задержки времени, выход которого соединен с первым входом блока ключей и входом блока задания длины элемента полосы, выход которого соединен с входом первого делителя и входом блока задания длины участка отводящего рольганга между последней чистовой клетью и сечением, в котором измеряются параметры охлаждения полосы, выход которого соединен с первым входом второго делителя, второй вход которого соединен с третьим выходом блока ключей, а выход - с входом второго блока задержки времени, выход которого соединен с вторым входом блока ключей и вторым входом блока памяти. На фиг. 1 изображена блок-схема предлагаемого устройства; на фиг. 2 - раскрытая структура синхронизатора; на фиг. 3 - зависимость коэффициентов чувствительности скорости охлаждения от секундного объема. Устройство имеет два входа 1 и 2, сигналы с которых поступают на первый вход синхронизатора 3 и третий вход блока 4 ключей соответственно. Первый и второй входы блока 4 ключей соединены с первым и вторым выходами синхронизатора 3, второй выход блока 4 ключей соединен с первым входом первого блока 5 умножения, третий выход блока 4 ключей соединен с вторым входом синхронизатора и вторым входом первого блока 5 умножения, выход которого соединен с входом функционального преобразователя 6, выход которого соединен с вторым входом второго блока 7 умножения, первый вход которого соединен с первым выходом блока 4 ключей, а выход - с первым входом блока 8 памяти, второй вход которого соединен с вторым выходом синхронизатора 3, а выход - с входом сумматора 9, выход которого соединен с входом регистратора 10. Синхронизатор 3 содержит блок 11 задания длины переднего конца полосы, выход которого соединен с первым входом первого делителя 12, второй вход которого соединен с третьим выходом блока 4 ключей, а выход - с входом первого блока 13 задержки времени. Выход первого блока 13 задержки времени соединен с первым входом блока 4 ключей и с входом блока 14 задания длины участка отводящего рольганга между последней чистовой клетью и сечением, в котором измеряются параметры охлаждения полосы, выход которого соединен с первым входом второго делителя 15, второй вход которого соединен с третьим выходом блока 4 ключей, а выход - с входом второго блока 16 задержки времени, выход которого соединен с вторым входом блока 4 ключей, и вторым входом блока 8 памяти. Вход блока 17 задания длины элемента полосы соединен с выходом первого блока 13 задержки времени, а выход - с входом первого делителя 12. Устройство работает следующим образом. При подаче на вход 1 устройства сигнала от датчика наличия металла, поступающего в тот момент, когда передний конец полосы входит в последнюю чистовую клеть, начинает работать синхронизатор 3. В синхронизаторе 3 определяются
промежутки времени, через которые блок 4 ключей подключается к информационному каналу системы регулирования температуры смотки полосы, и на вход 2 устройства поступает информация о состоянии параметров прокатки (Тки, h, V) и охлаждения (TO, L, Q). С второго и третьего выходов блока 4 ключей на первый и второй входы первого блока 5 умножения поступают сигналы, пропорциональные толщине h и ско-рости прокатки V. В первом блоке 5 умножения определяется секундный объем металла S h -V, значение которого поступает на вход функционального преобразов,атёля 6. С цыхоаа функционального преобразователя б на второй вход второго блока 7 умножения поступает информация о значениях коэффициентов чувствительности по соответствующим параметрам для определенного секундного объема.
Коэффициенты чувствительности являются частными производными исследуемой функции (в данном случае скорости охлаждения) по соответствующим параметрам. Коэффициенты- чувствительности определяются заранее для возможного множества параметров прокатки и охлаждения. На первый вход второго блока 7 умножения с первого выхода блока 4 ключей поступает информация о состоянии параметров прокатки и охлаждения. На первый вход блока 8 памяти с выхода второго блока 7 умножения поступают произведения параметров прокатки и охлаждения на соответствующие коэффициенты чувствительности. Таким образом, по мере движения элемента полосы по отводящему рольгангу в блок 8 памяти записываются Составляющие скорости охлаждения, опреде;1яемые параметрами прокатки, измеряемыми в районе последней чистовой клети -- 1-3 члены управления (1), а затем параметрами охлаждения, измеряемыми в конце душирующей установки - 4-6 члены управления (I). Время запоминания определяется синхронизатором 3. Сигнал, по которому с блока 8 памяти информация передается на сумматор, поступает на второй входблока 8 памяти с второго выхода синхронизатора 3. В сумматоре 9 согласно формуле (1) определяется скорость охлаждения, величина которой индуцируется регистратором 10. Частота измерения скорости охлаждения определяется синхронизато ром 3 в зависимости от длины элемента полосы.
.Синхронизатор 3 работает следующим образом.
Одновременно с сигналом от датчика наличия металла, поступающего на вход блока 11 задания 1,длины (головы) полосы, на второй вход делителя 12 с третьего выхода блока 4 ключей поступает значение скорости прокатки, измеренное в данный
момент. На первый вход первого делителя 12 с выхода блока 11 поступает сигнал, пропорциональный Lj. На вход первого блока 13 выдержки времени с выхода первого делителя 12 поступает сигнал, пропорциональный t| - времени, через которое передний конец полосы выходит из последней чистовой клети. По истечении t, с выхода первого блока 13 выдержки времени на первый вход,блока 4 ключей поступает сигнал, по которому блок 4 ключей подключает устройство к информационному каналу системы регулирования температуры смотки полосы, и на вход 2 устройства поступает информация о состоянии параметров прокатки для первого элемента полосы, следующего непосредственного за «головой, измеренная в сечении I отводящего рольганга, т. е. в районе последней чистовой клети.
Параметры охлаждения измеряют пО И сечению отводящего рольганга - в конце душирующей установки. Длина LZ участка отводящего рольганга между I и II сечениями по сигналу с первого блока 13 вы. держки времени с выхода блока 14 задания длины L поступает на первый вход второго делителя 15, на второй вход которого с третьего выхода блока 4 ключей поступает измеренное в момент tt значение скорости прокатки. Во втором делителе 15 определяется времй tl „ через которое первый элемент полосы достигает сечения И.
По сигналу с выхода второго блока 16 задержки времени il блок 4 ключей подключает устройство к информационному каналу системы, и на вход 2 устройства поступает информация о параметрах охлаждения для первого элемента- полосы.
Длина элемента полосы Lg задается задатчиком 17 длины элемента и по сигналу с,, выхода первого блока 13 задержки времени в момент t( поступает на вход первого делителя 12, в котором определяется
время t2 измерения параметров прокатки для второго элемента полосы.
Сигнал с выхода второго блбка 16 задержки времени поступает на второй вход блока 8 памяти, и информация из блока памяти передается в сумматор 9.
Таки.м образом, синхронизатор на основании текущего значения скорости прокатки определяет время подключения устройства к информационному каналу системы для измерения параметров прокатки и охлаждения последовательно для каждого элемента полосы.
Предлагаемое устройство решает вопрос метрологического исследования ранее неконтролируемого параметра, являющегося ко.мплексным показателем влияния технологических факторов процессов прокатки и охлаждения на структуру и механические свойства горячекатанной полосы. На основании этого возможна замена трудоемких механических испытаний, связанных с расходом годного металла и задержками на складе готового нроката, аттестацией, проводимой на основании метода неразрушающего контроля, основанного на измерении скорости охлаждения.
Применение неразрушающего контроля позволяет сэкономить более 600 т металла в год стоимостью 61 тыс. руб. и 56 тыс. руб на снижение трудовых затрат.
Экономический эффект на счет повышения качества и перевода прокатываемого металла в более-высокие категории для стана 2000 НЛМЗ составляет 250 тыс. руб. за счет перевода из 1У категории в У внутри группы В; 30 тыс. руб. за счет перевода из У категории в У1 внутри группы В; 40 тыс. руб. за счет перевода из 1У категории в У металла, прокатываемого по ГОСТ 16525-70.
Формула изобретения
1. Устройство измерения технологического параметра процесса охлаждения горячекатанных полос, содержащее функциональный преобразователь, первый блок умножения и сумматор, отличающееся 1&Ы, что с целью измерения скорости охлаждения горячекатанной полосы, в него дополнительно введены синхронизатор, блок ключей, второй блок умножения, блок памяти и регистратор скорости охлаждения, причем первый выход синхронизатора соединен с первым входом блока ключей, второй выход синхронизатора соединен с вторым входом блока ключей и вторым входом блока памяти, вход синхронизатора соединен с третьим выходом блока ключей, первый выход которого соединен с первым входом второго блока умножения, а второй выход - с первым входом первого блока умножения, второй вход которого соединен с третьим выходом блока ключей, а выход - с входом функционального преобразователя, выход которого соединен с вторым входом второго блока умножения, выход которого соединен с первым входом блока памяти, выход которого соединен с входом сумматора, выход которого соединен с входом регистратора скорости охлаждения. 2. Устройство по п. 1, отличающееся
тем, что синхронизатор содержит задатчик длины переднего конца полосы, блок задания длины элемента полосы, блок задания длины участка отводящего рольганга между последней чистовой клетью и сечением, в котором измеряются параметры охлаждения полосы, первый и второй делители, первый и второй блоки задержки времени, причем выход задатчика длины переднего конца полосы соединен с первым входом первого делителя, второй вход которого
соединен с третьим выходом блока ключей, а выход - с входом первого блока задержки времени, выход которого соединен с первым входом блока ключей и входом блока задания длины элемента полосы, выход которого соединен с входом первого
делителя и входом блока задания длины участка отводящего рольганга между последней чистовой клетью и сечением, в котором измеряются параметры охлаждения полосы, выход которого соединен с первым
входом второго делителя, второй вход которого соединен с третьим выходом блока ключей, а выход - с входом второго блока задержки времени, выход которого соединен с вторым входом блока ключей и вторым входом блока памяти.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 583457, кл, G 06 G 07/48, 1977.
2.Авторское свидетельство СССР № 656682, кл. В 21 В 37/10, 1979.
отблЛ
. т
К6л.Чив

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство измерения скорости охлаждения проката | 1985 |
|
SU1251996A1 |
| Устройство управления охлаждением горячекатаной полосы | 1981 |
|
SU952397A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1981 |
|
SU986531A1 |
| Устройство управления охлаждением горячекатанной полосы | 1980 |
|
SU921652A1 |
| Способ управления ускоренным охлаждением полосы и устройство для его осуществления | 1984 |
|
SU1192872A1 |
| Устройство регулирования ширины горячекатаных полос | 1980 |
|
SU908445A1 |
| Устройство для автоматического управления ускоренным охлаждением проката | 1983 |
|
SU1161205A1 |
| Устройство регулирования ширины горячекатанных полос на непрерывном стане | 1981 |
|
SU995945A1 |
| Система управления темпом прокатки | 1990 |
|
SU1754249A1 |
| Устройство управления скоростным режимом клетей прокатного стана | 1980 |
|
SU952393A1 |
П
№
38ПI8
1
-o,s
- г-1
-iчH nHMOf
ft/нн
