Изобретение относится к прокатному производству и может быть использовано в системах автоматизации для управления темпом прокатки.
Известна система управления темпом прокатки, содержащая блок задания паузы в работе узкого звена, задатчик времени, выход которого соединен с первым входом блока сравнения, выход которого соединен с входом блока автоматической выработки команд, подающий рольганг, группу черновых клетей, группу чистовых клетей
Недостатком этой системы является неточное определение длины сляба в первой черновой клети, что приводит к появлению ошибки при расчете длины полосы на выходе из чистовой группы клетей и далее при расчете времени прокатки полосы в узком звене. В известной системе при вычислении технологического цикла прокатки не учитывается также разность между фактическим и расчетным временем прокатки полосы в узком звене, вызванная разбросом их длины и нестабильностью технологического процесса. Эги недостатки вызывают нестабильное поддержание заданной паузы в узком звене.
Наиболее близкой к предлагаемой является система управления темпом прокатки, содержащая блок задания паузы в работе узкого звена, задзтчик времени, выход которого соединен с вторым входом блока сравнения, выход блока сравнения соединен с входом блока автоматической выработки команд, блок слежения, подающий рольганг, группу черновых клетей, группу чистовых клетей,
Недостатком известной системы является неточность вычисления времени прокатки полосы в узком звене. Это связано с невозможностью точного определения длины сляба в первой черновой кпети, что приводит к появлению ошибки при расчете длины полосы на выходе из чистовой группы клетей и далее при расчете времени прокатки полосы в узком звене Наличие неточности сказывается на стабильности поддержания заданной паузы в работе узкого звена, а следовательно, вызывает снижение производительности.
Цель изобретения - повышение точности работы системы управления темпом прокзтки при одновременном увеличении производительности стана.
Поставленная цель достигается тем, что в известную систему управления темпом прокатки, содержащую блок задания паузы в работе узкого звена, задатчик времени, выход которого соединен с входом блока сравнения, выход блока сравнения соединен с входом блока автоматической выработки команд, блок слежения, подающий рольганг, группу черновых клетей, группу чистовых клетей, дополнительно введены
датчик наличия полосы на подающем рольганге, датчик наличия полосы в первой клети черновой группы, датчик наличия полосы в узком звене, блок счет времени прокатки в первой кпети черновой группы, блок счета
0 времени в узком звене, две схемы НЕ, блок ключей, два арифметических устройства, схема задержки. При этом выход датчика наличия полосы на подающем рольганге соединен с вторым входом блока автоматиче5 ской выработки команд, выход датчика наличия полосы в первой клети черновой группы соединен с входом блока счет времени прокатки в первой клети черновой группы и с входом первой схемы НЕ. Выход
0 блока счета времени прокатки в первой клети черновой группы соединен с первым входом первого арифметического устройства и с первым входом блока ключей, выход первой схемы НЕ соединен с вторым входом
5 блока ключей, с вторым входом первого арифметического устройства и с третьим входом блока автоматической выработки ко- мянд, Выход блока ключей соединен с первым входом блока слежения, первый выход
0 блока слежения соединен с четвертым входом блока автоматической выработки команд. Первый выход блока автоматической выработки команд соединен с входом задат- чика времени, выход блока задания паузы в
5 работ е узкого звена соединен с третьим входом первого арифметического устройства. Выход датчик наличия полосы в узком звене соединен с вторым входом блока слежения, с входом блока счета времени прокатки в
0 узком звене и с входом второй схемы НЕ. Выход блока счета времени прокатки в узком звене соединен с первым входом второго арифметического устройства, второй вход которого соединен с вторым выходом
5 блока слежения, выход второй схемы НЕ соединен с третьим входом второго арифметического устройства, с пятым входом блока автоматической выработки команд и с входом схемы задержки, выход которой соеди0 нен с третьим входом блока слежения. Выход второго арифметического устройства соединен с четвертым входом первого арифметического устройства, выход которого соединен с вторым входом блока сравнения,
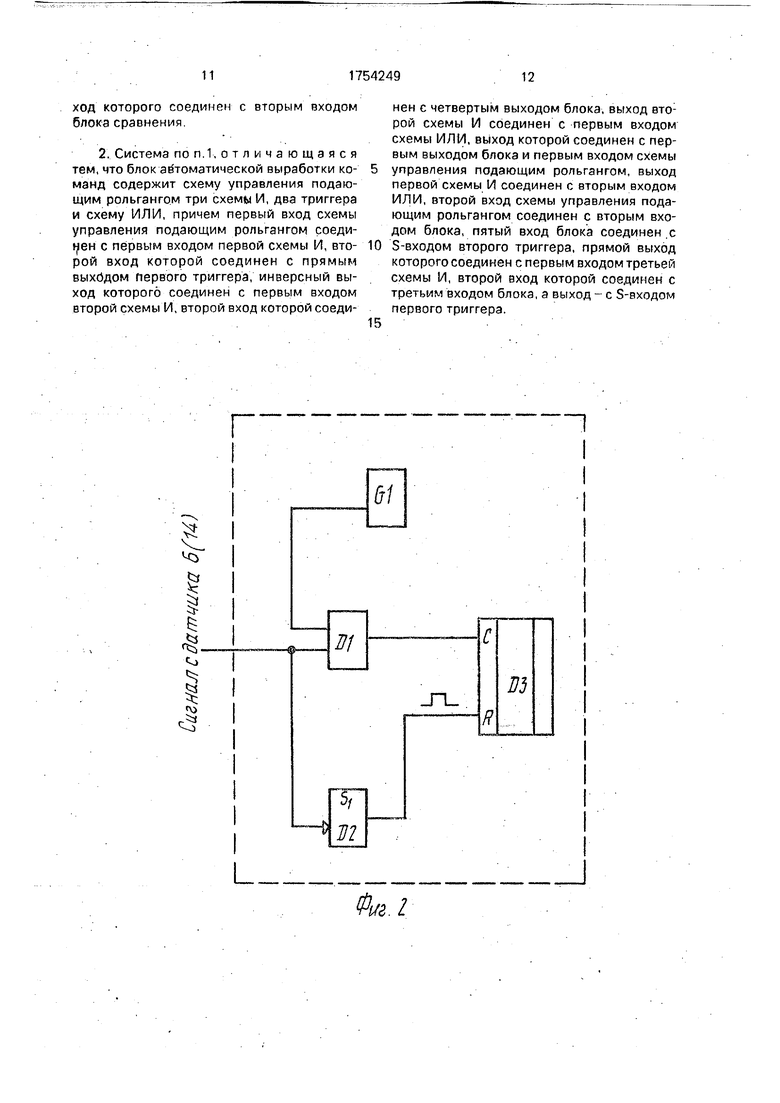
5 При этом блок автоматической выработки команд выполнен из схемы управления подающим рольгангом, трех схем И, двух триггеров и схемы ИЛИ, причем вход блока автоматической выработки команд соединен с первым входом первой схемы И, второй вход которой соединен с прямым выхо дом первого триггера, инверсный выход которого соединен с первым входом второй схемы И, второй вход которой соединен с четвертым входом блока. Выход второй схе- мы И соединен с первым входом схемы ИЛИ, выход которой соединен с первым выходом блока и первым входом схемы управления подающим рольгангом, выход первой схемы И соединен с вторым входом ИЛИ. Второй вход схемы управления подающим рольгангом соединен с вторым входом блока, пятый вход блока соединен с S-входом второго триггера, прямой выход которой соединен с первым входом третьей схемы И, второй вход которого соединен с третьим входом блока, а выход - с S-входом первого триггера.
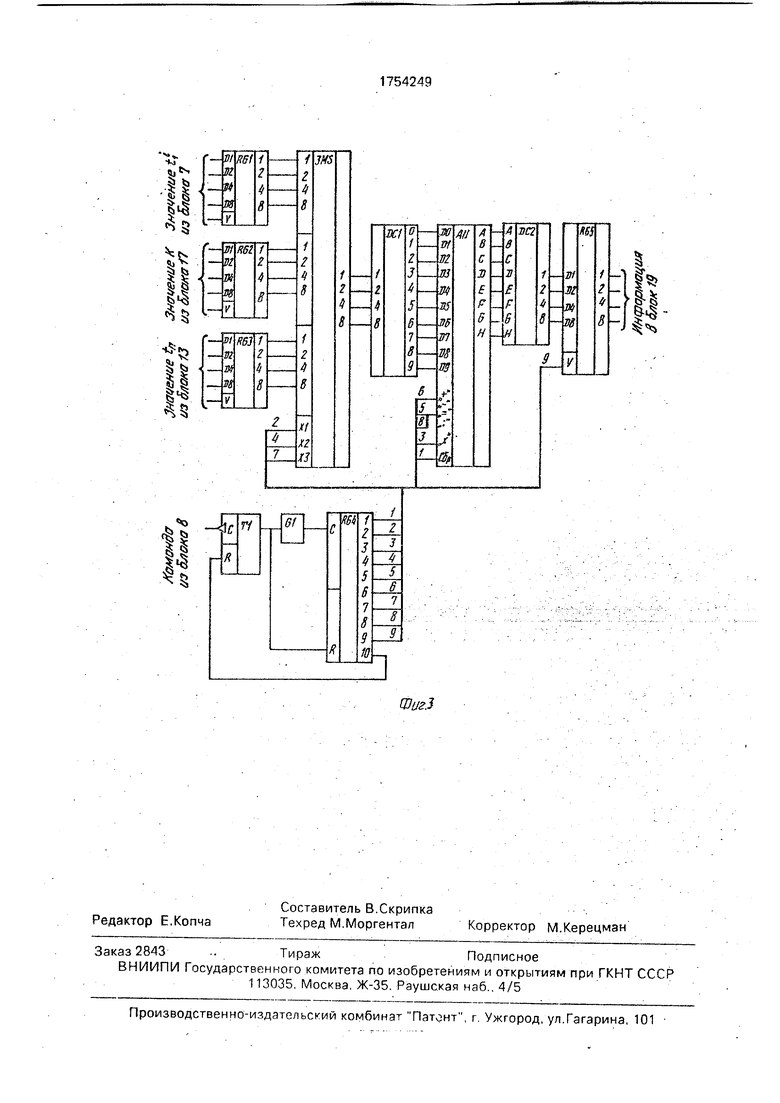
На фиг. 1-3 представлены блок-схемы системы управления темпом прокатки.
Система состоит из подающего рольганга 1, черновой группы 2 клетей, чистовой группы 3 клетей, датчика 4 наличия полосы на подающем рольганге, блока 5 автоматической выработки команд датчика 6 нали- чия полосы в первой клети черновой группы, блока 7 счета времени прокатки в первой черновой клети, схемы НЕ 8, первого арифметического устройства 9, блока ключей 10, блока 11 слежения, задатчика 12 времени, блока 13 задания паузы в работе узкого звена, датчика 14 наличия полосы в узком звене, блока 15 счета времени прокатки в узком звене, схемы НЕ 16, второго арифметического устройства 17, схемы 18 задержки и блока 19 сравнения, Блок 5 автоматической выработки команд состоит из схемы управления подающим рольгангом 24, трех схем И 20,22 и 26, двух триггеров 21 и 25, схемы ИЛИ 23. При этом выход датчика 4 наличия полосы на подающем рольганге 1 соединен с вторым входом блока 5 автоматической выработки команд. Выход датчика 6 наличия полосы в первой клети черновой группы 2 соединен с входом блока 7 счета времени прокатки в первой клети черновой группы и с входом схемы НЕ 8. Выход блока 7 счета времени прокатки в первой клети черновой группы соединен с первым входом первого арифметического устройства 9 и с первым входом блока 10 ключей. Выход схемы НЕ 8 соединен с вторым входом блока 10 ключей, с вторым входом первого арифметического устройства 9 и с третьим входом блока 5 автоматической выработки команд Выход блока 10 ключей соединен с первым входом блока 11 слежения, первый выход блока 211 слежения соединен с четвертым входом блока 5 автоматической выработки команд, первый выход блока 5 автоматической выработки команд соединен с входом задятчика 12 времени, выход которого соединен с первым входом блока 19 сравнения Выход блока 13 задания паузы в работе узкого звена (чистовой группы 3 клетей) соединен с третьим входом первого арифметического устройства 9 Выход датчика 14 наличия полосы в узком звене соединен с вторым входом блока 11 слежения, с входом блока 15 счета времени прокатки в узком звене и с входом схемы Н Е 16. Выход блока 15 счета времени прокатки в узком звене соединен с первым входом второго арифметического устройства 17, второй вход которого соединен с вторым выходом блока 11 слежения. Выход схемы НЕ 16 соединен с третьим входом второго арифметического устройства 17, с пятым входом блока 5 автоматической выработки команд и с входом схемы 18 задержки, выход которой соединен с третьим входом блока 11 слежения. Выход второго арифметического устройства 17 соединен с четвертым входом первого арифметического устройства 9, выход которого соединен с вторым входом блока 19 сравнения. Выход блока 19 сравнения соединен с первым входом блока 5 автоматической выработки команд. При этом первый вход блока 5 автоматической выработки команд соединен с первым входом первой схемы И 20, второй вход которой соединен с прямым выходом первого триггера 21, инверсный выход которого соединен с первым входом второй схемы И 22, второй вход которой соединен с четвертым входом блока 5. Выход второй схемы И 22 соединен с первым входом схемы ИЛИ 23, выход которой соединен с первым выходом блока 5 и первым входом схемы управления подающим рольгангом 24 Выход первой схемы И 20 соединен с вторым входом ИЛИ 23, второй вход схемы управления подающим рольгангом 24 соединен с вторым входом блока 5, пятый вход блока 5 соединен с S-входом второго триггера 25, прямой выход которой соединен с первым входом третьей схемы И 26, второй вход которой соединен с третьим входом блока 5, а выход - с S-входом первого триггера 21.
Система работает следующим образом.
В исходном состоянии при отсутствии заготовки на подающем рольганге 1 сигналы на выходах датчиков 4,6 и 14 отсутствуют. Триггеры 21 и 25 находятся в состоянии логического О. При этом на прямых выходах триггеров сигнал отсутствует, а на инверсных выходах имеется сигнал. С инверсного выхода триггера 21 сигнал поступает на первый вход схемы А 22
При подходе переднего конца заготовки (1,2,3.. ), выданной из нагревательной печи, к датчику 4 наличия яолосы на его выходе появляется сигнал, который поступает на второй вход схемы управления подающим рольгангом 24. Подающий рольганг 1 останавливается. Включение оператором подающего рольганга 1 осуществляется вручную только один раз перед началом прокатки сляба для нового типоразмера готовой по лосьь При входе заготовки в первую черновую клеть срабатывает датчик б наличия полосы С выхода датчика 6 наличия полосы на вход блока 7 счета времени поступает сигнал, который сначала обнуляет содер- жимое блока 7 счет времени и потом запускает его снова в работу. Блок 7 счета времени начинает отсчет времени прокатки заготовки в первой черновой клети. В тот момент, когда заготовка выходит из валков первой черновой клети, сигнал на выходе датчика б наличия полосы пропадает и блок 7 счета времени прекращает отсчет времени прокатки С выхода этого блока информация о времени прокатки в первой черновой кле- ти поступает на первый вход первого арифметического устройства 9. Одновременно появляется сигнал на выходе схемы НЕ 8, которым переписывается информация о времени прокатки первой заготовки в пер- вой черновой клети через блок 10 ключей на первый вход блока 11 слежения При выходе из валков первой черновой клети следующей (2-й) полосы сигналом датчиком 6 наличия полосы через схему НЕ 8 в блок 11 слежения вновь записывается время прокатки 2-й заготовки в первой черновой клети, а время прокатки первой полосы продвигается в блоке 11 слежения и т.д
При подходе полосы к определенной точке стана, которая выбирается заранее, с первого выхода блока 11 слежения поступает сигнал на второй вход схемы И 22. На выходе схемы И 22 появляется сигнал, который проходит через схему ИЛИ 23 в схему управления подающим рольгангом 24 и на вход задатчика 12 времени. Подающий рольганг 1 включается и вторая заготовка, находящаяся на нем в ожидании прокатки, подается з первую черновую клеть Сигна- лом с выхода схемы ИЛИ 23 содержимое задэтчика 12 времени обнуляется и вновь начинает внутри себя отсчитывать время (т.е. время с момента начала ухода заготовки с рольганга). После прокатки второй за- готовки в первой черновой клети информация о времени ее прокатки переписывается в блок 11 слежения и по мере продвижения вдоль линии стана синхронно продвигается в блоке 11 слежения Таким
образом, время прокатки каждой заготовки в первой черновой клети переписывается в блок 11 слежения и сопровождается в нем одновременно с продвижением полосы по линии стана.
С помощью блока 13 задания паузы в работе узкого звена оператор вводит в первое арифметическое устройство 9 требуемую паузу между полосами в узком звене или на выходе чистовой группы 3.
В тот момент, когда первая заготовка входит в валки последней клети чистовой группы 3, на выходе датчика 14 наличия полосы появляется сигнал. Блок 15 счета времени начинает отсчет времени прокатки первой заготовки в последней чистовой клети. Эта информация поступает на первый вход второго арифметического устройства 17. Сигнал от датчика 14 наличия полосы при выходе первой () полосы из последней чистовой клетм управляется выдача информации о времени прокатки 1-й (i-й) заготовки в первой черновой клети на второй выход блока 11 слежения, откуда она поступает на второй вход второго арифметического устройства 17. Одновременно появляется сигнал на входе схемы НЕ 16, дающий команду на запуск второго арифметического устройства 17 и сигнал на вход схемы 18 задержки Сигнал с выхода схема 18 задержки поступает на третий вход блока 11 слежения. Он позволяет удерживать на второй выходе блока 11 слежения информацию о времени прокатки заготовки в первой черновой клети. Эта информация сохраняется на втором входе второго арифметического устройства 17 в течение определенного промежутка времени, необходимого для расчета передаточного коэффициента К, Второе арифметическое устройство 17 производит вычисление передаточного коэффициента К по формуле
-&
о)
где 1ц - время прокатки заготовки в узком звене (в последней чистовой клети),
ti - время прокатки заготовки в первой черновой клети.
Значение передаточного коэффициента К поступает на четвертый вход первого арифметического устройства 9.
В момент выхода очередной i-й заготовки из валков первой черновой клети на выходе схемы НЕ 8 появляется импульсный сигнал, запускающий с второго входа первое арифметическое устройство 9.
Первое арифметическое устройство 9 производит вычисления времени цикла прокатки 1-й заготовки в последней чистовой клети по формуле
Тц -tn-iKti1.
(2)
где tn - заданное время паузы между полосами в узком звене (на выходе из чистовой группы клетей);
ti - время прокатки 1-й заготовки в первой черновой клети;
К - передаточный коэффициент,
Значение рассчитанной величины Тц поступает на второй вход блока 19 сравнения.
В момент выхода первой заготовки из валков последней чистовой клети триггер 25 устанавливается в состояние логической 1. При выходе 1-й заготовки из первой черновой клети с выхода схемы И 26 сигнал поступает на первый вход триггера 21, устанавливая его в состояние логической 1. При этом на прямом выходе триггера 21 устанавливается сигнал логической 1, а на инверсном - сигнал логического О. С этого момента подающий рольганг 1 управляется через схему И 20.
При подходе (М)-й заготовки к первой черновой клети, в момент фиксации ее датчиком 44 наличия полосы, подающий рольганг 1 останавливается. При отсчете задзтчиком 12 времени цикла прокатки 1-й заготовки Тц1 на выходе блока 19 сравнения появляется сигнал, который через схему И 20 и схему ИЛИ 23 проходит в схему управления подающим рольгангом 24. Подающий рольганг 1 при этом включается и очередная заготовка поступает в валки первой клети черновой группы 2.
Начиная с этого момента, система автоматически регулирует темп поступления заготовок в первую клеть черновой группы 2 с учетом расчетного времени цикла прокатки предыдущей заготовки. При этом пауза между полосами в узком звене или на выходе стана остается постоянной, равной заданной, которая не зависит or длины исходной заготовки.- ,
Таким образом, использование предлагаемой системы позволяет точнее вычислить время прокатки полосы в узком звене, что приводит к сокращению разброса паузы в работе чистовой группы клетей, т е. делает ее более стабильной, а следовательно, повышает производительность стана ориентировочно на 0,01 %.
Формула изобретения
1. Система управления темпом прокатки преимущественно на станс с подающим
рольгангом группами черновых и чистовых клетей, содержащая блок задания паузы в работе узкого звена, задатчик времени, выход которого соединён с первым входом блока сравнения, выход которого соединен с первым входом блока автоматической выработки команд, блок слежения, отличающаяся тем, что, с целью повышения точности управления темпом прокатки и
0 увеличения производительности стана, она снабжена датчиком наличия полосы на подающем рольганге, датчиком наличия полосы в первой клети черновой группы, датчиком наличия полосы в узком звене,
5 блоком счета времени прокатки в первой клети черновой группы, блоком счета времени прокатки в узком звене, двумя схемами НЕ, блоком ключей, двумя арифметическими устройствами, схемой задержки, причем
0 выход датчика наличия полосы на подающем рольганге соединен с вторым входом блока автоматической выработки команд, выход датчика наличия полосы в первой клети черновой группы соединен с входом бло5 ка счета времени прокатки в первой клети черновой группы и входом первой схемы НЕ выход блока счета времени прокатки в первой клети черновой группы соединен с первым входом первого арифметического
0 устройства и с первым входом блока ключей, выход первой схемы НЕ соединен с вторым входом блока ключей, с вторым входом первого арифметического устройства и с третьим входом блока арифметической вы5 работки команд, выход блока ключей соединен с первым входом блока слежения, первый выход блока слежения соединен с четвертым входом блока автоматической выработки команд, первый выход блока ав0 тематической выработки команд соединен с входом задатчика времени, выход блока задания паузы в работе узкого звена соединен с третьим входом первого арифметического устройства, выход датчика наличия полосы
5 в узком звене соединен с вторым входом блока слежения, с входом блока счета времени прокатки в узком звене и входом второй схемы НЕ, выход блока счета времени прокатки в узком звене соединен с первым
0 входом второго арифметического устройства, второй вход которого соединен с вторым выходом блока спежения, выход второй схемы НЕ соединен с третьим входом второго арифметического устройства, с пятым вхо5 дом блока автоматической выработки команд и с входом схемы задержки, выход которой соединен с третьим выходом блока слежения, выход второго арифметического устройства соединен с ствертым входом первого арифметического устройства, выход которого соединен с вторым входом блока сравнения
2. Система по п. 1,отличающаяся тем, что блок автоматической выработки команд содержит схему управления подающим рольгангом три схемы И, два триггера и схему ИЛИ, причем первый вход схемы управления подающим рольгангом соединен с первым входом первой схемы И, второй вход которой соединен с прямым выхбдом первого триггера, инверсный выход которого соединен с первым входом второй схемы И, второй вход которой соеди0
5
нен с четвертым выходом блока, выход второй схемы 1/1 соединен с первым входом схемы ИЛИ, выход которой соединен с первым выходом блока и первым входом схемы управления подающим рольгангом, выход первой схемы И соединен с вторым входом ИЛИ, второй вход схемы управления подающим рольгангом соединен с вторым входом блока, пятый вход блока соединен с S-входом второго триггера, прямой выход которого соединен с первым входом третьей схемы И, второй вход которой соединен с третьим входом блока, а выход - с S-входом первого триггера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления темпом прокатки | 1978 |
|
SU697215A1 |
| Система управления темпом прокатки | 1978 |
|
SU676344A1 |
| Устройство для управления темпом выдачи заготовок из печей | 1981 |
|
SU1018738A1 |
| Устройство для автоматического регулирования температуры прокатки полосы | 1977 |
|
SU728955A1 |
| Устройство для управления ритмом работы листопрокатных станов | 1975 |
|
SU564019A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НЕПРЕРЫВНОЛИТЫХ СЛЯБОВ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСОВОМ СТАНЕ И НЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2386492C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1981 |
|
SU986531A1 |
Использование: прокатное производство, сортовые и листовые станы горячей прокатки металла. Сущность изобретения- блок задания паузы в работе узкого звена 13, задатчик времени 12, блок сравнения 19, блок автоматической выработки команд 15, блок слежения 11, подающий рольганг 1, группа черновых клетей 2, группа чистовых клетей 3, датчик наличия полосы на подающем рольганге 4, датчик наличия полосы в первой клети черновой группы 6, датчик наличия полосы в узком звене 14, блок счета времени прокатки в первой клети черновой группы 7, блок счета времени прокатки в узком звене 15, 2 схемы НЕ 8,16, блок ключей 10, 2 арифметических устройства 9,17, схема задержки 18, 3 схемы И 22,24,26, 2 тоиггепя 21 Я схема ИЛИ 25. 14-16-21- 22-23-26-25-12-19-26, 23-24-25-20, 13-9- 19-26, 6-8-22, 11-24, 6-7-10, 11, 7-9-19, 8-9, 13-9, 11-17-9, 14-15-17, 16-17, 16-18- 11. 1 з.п ф-лы, 3 ил. tn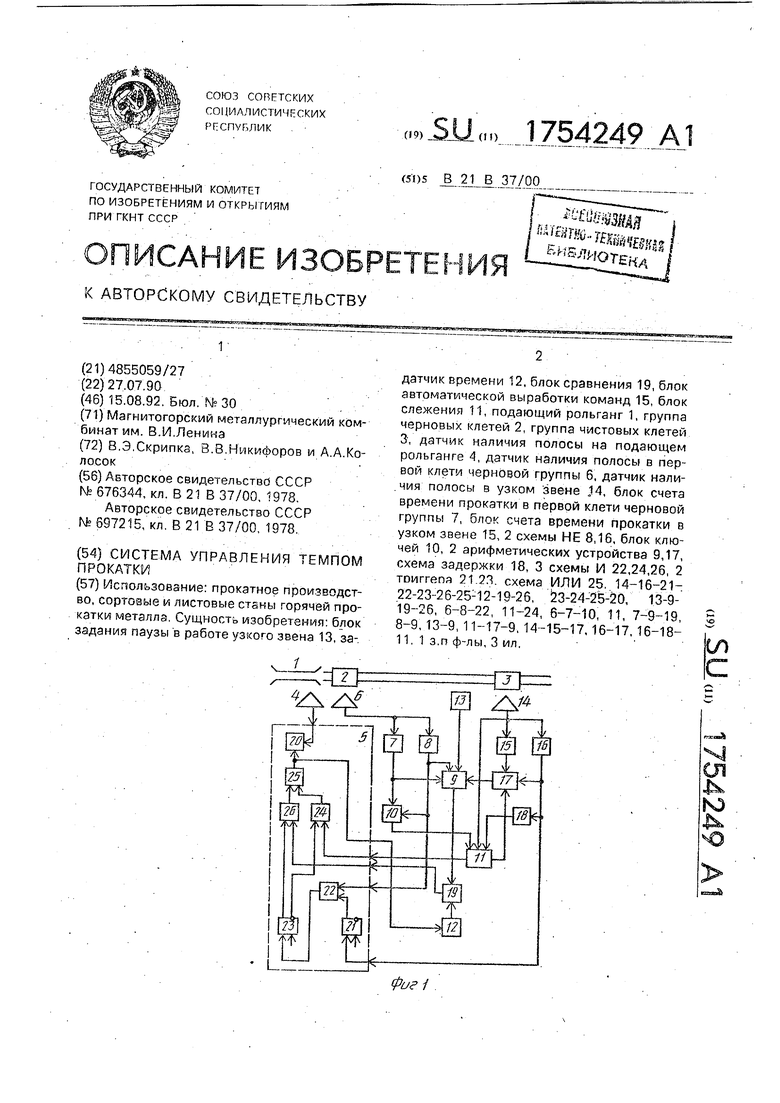
Г
Фм I
| Система управления темпом прокатки | 1978 |
|
SU676344A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Система управления темпом прокатки | 1978 |
|
SU697215A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
